

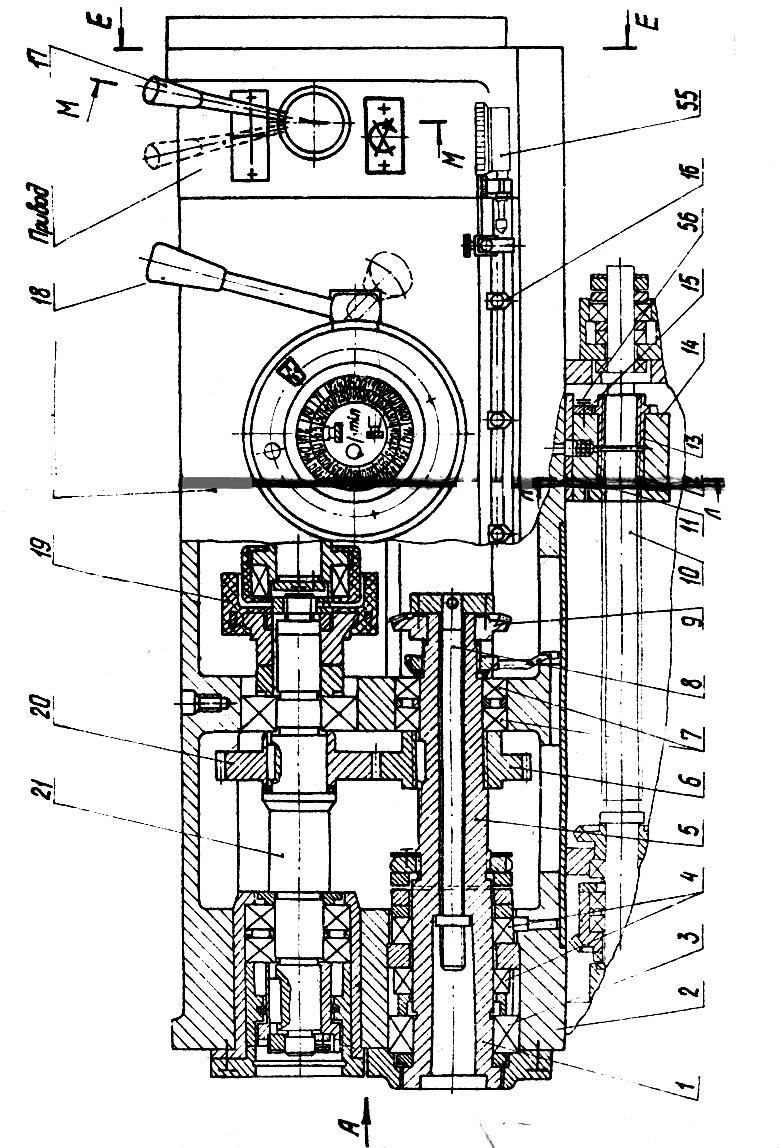
4.6. Бабка шпиндельная
Шпиндельная бабка В (рис. 4.3) устанавливается на горизонтальных направляющих колонны 22, в ней расположены коробка скоростей главного движения и горизонтальный шпиндель станка. На торцовую поверхность бабки устанавливаются навесные принадлежности и вспомогательный инструмент.
Шпиндель 1 получает вращение от двигателя 51, установленного на задней стенке корпуса 2 через коробку скоростей, муфту 19 и шестерни 6 и 20. Шпиндель смонтирован на радиальных опорах 2 и 7, осевые нагрузки воспринимаются упорными подшипниками 4. Инструмент, устанавливаемый в конус шпинделя 1, затягивается шомполом 8 при помощи ключа, вставляемого в квадратное отверстие 35 на корпусе коробки скоростей. Нажатием на ключ вводят в зацепление конические шестерни 9 и 57. Зажим и разжим инструмента в шпинделе осуществляется проворачиванием ключа и шестерни 9, свободно сидящей на шпинделе, но жестко связанной с шомполом.
Для изменения частоты вращения шпинделя 1 в пределах выбранного предела регулирования используется селективный механизм.
Шпиндельной бабке сообщается поперечная подача. Механическая или ручная подача шпиндельной бабки осуществляется винтом 10, расположенным в станине, и гайкой 11. Перемещение шпиндельной бабки ограничивается устанавливаемыми упорами 16, контролируется по линейке и лимбу, расположенными на станине, или индикаторным устройством.

4.6.1. Селективный механизм переключения привода главного движения
Для установки требуемой частоты вращения шпинделя на станке 6Б75В применен селективный механизм (рис.4.4). Он состоит из рукоятки 1, закрепленной на одном валу с диском 5, на этом же валу размешен и лимб 2. В диске имеются отверстия, в которые могут входить цилиндрические концы реек 6 и 7. Комбинации отверстий в дисках таковы, что в одном положении диска 5 против конца рейки 6 нет отверстия, а в другом положении имеется отверстие в диске 5, против конца рейки 7 и наоборот. В зависимости от положений отверстий рейки 6 и 7 занимают различные положений, что наглядно видно на рис. 33.
Для установления требуемой частоты вращения шпинделя рукоятку 1 перемещают вправо. При этом переместятся вправо и диск, сойдя с цилиндрических концов реек. Затем поворачивают рукоятку (и диск) вправо или влево до совпадения требуемой частоты вращения шпинделя (указанной на лимбе) со стрелкой-указателем, нанесенной на корпусе коробки подач 3, После установки требуемой величины подачи рукоятку перемещают влево, при этом и диск переместится влево. В зависимости от положения отверстий в диске 5 рейки 6 и 7 переместятся на различные величины. Рейки 6 в 7 связаны между собой через зубчатое колесо 8. Посредством вилки 9 переместится на соответствующую величину и подвижный блок 10, введя в зацепления зубчатые колеса, необходимые для обеспечения установленной частоты вращения.
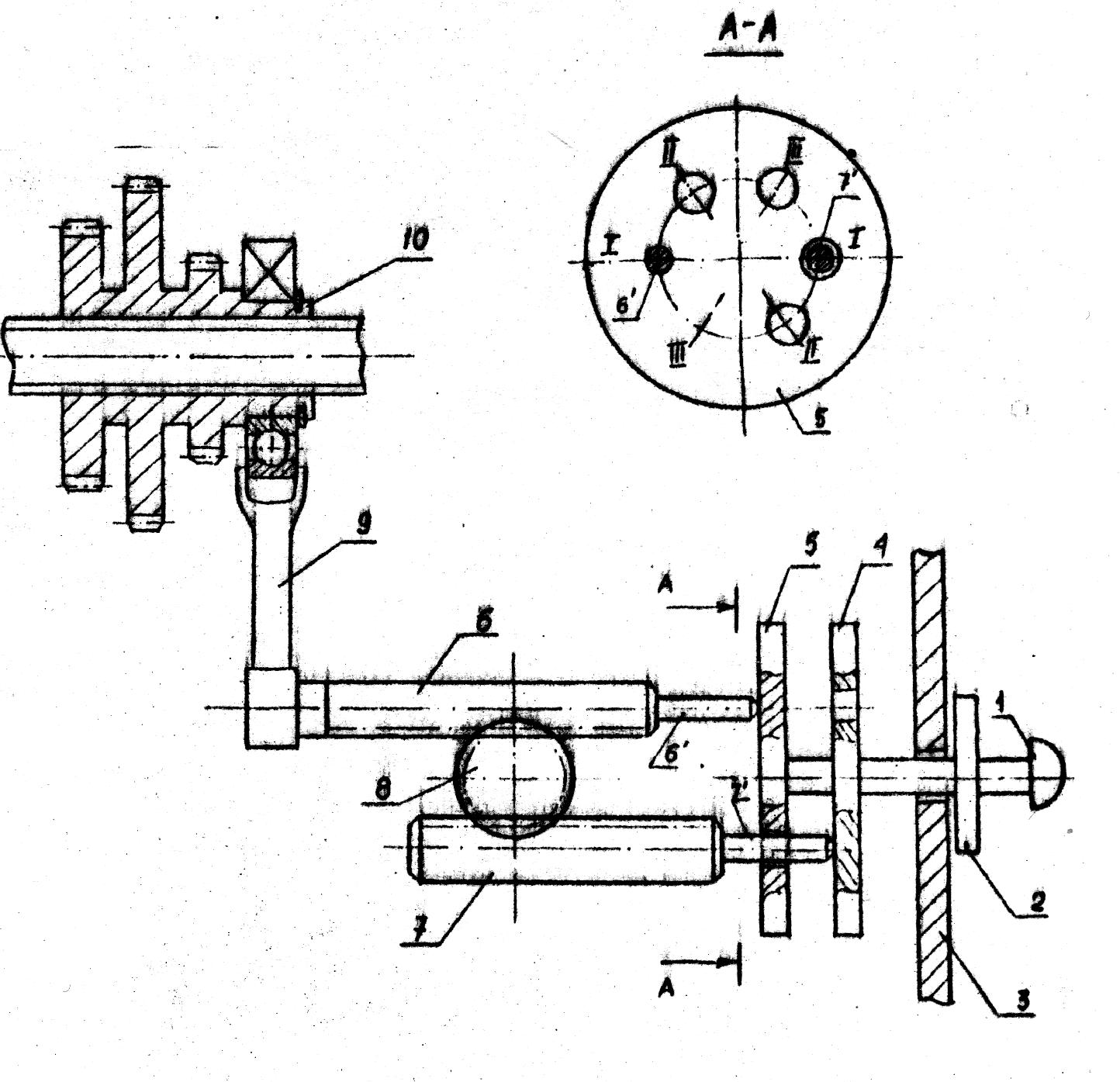




Рис. 4.4. Селективный механизм переключения частот вращения шпинделя
4.7. Станина
Станина (рис. 4.5)состоит из двух частей – основания 1 и колонны 3. В основании 1 находится бак охлаждения с насосом. Колонна (коробчатой формы) имеет два типа направляющих. По горизонтальным направляющим колонны перемещается шпиндельная бабка 8, по вертикальным – суппорт 7.
К боковым стенкам колонны крепятся: съемник 9 для установки вертикальной головки в нерабочем положении и кронштейн пульта. К вертикальным направляющим колонны крепится кронштейн 11 с накидной шестерней 12 ходового вала суппорта 7 и гайкой 2 ходового винта.
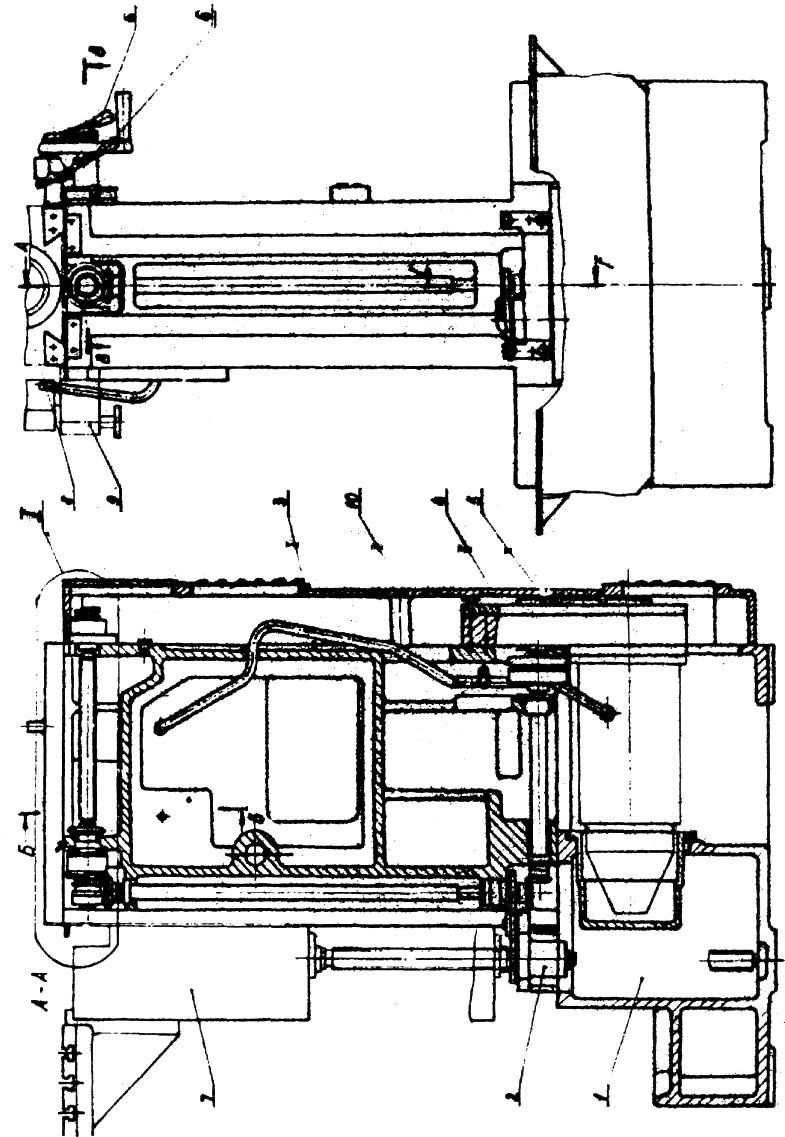
Рис.4.5. Станина
К задней стенке колонны крепится редуктор подач 4 с электродвигателем 5. Передача движения от выходного вала редуктора к суппорту 7 и шпиндельной бабке 8 осуществляется через предохранительную муфту 14. Включение поперечного перемещения шпиндельной бабки 8 производится электромагнитом 15, ручное – от маховика 16 через конические колеса 13 и 17. Зажим шпиндельной бабки производится рукояткой 6. Величина вертикальных перемещений суппорта 7 контролируется по линейке, расположенной на колонне, и лимбу маховика.