

4.5. Кинематическая схема станка
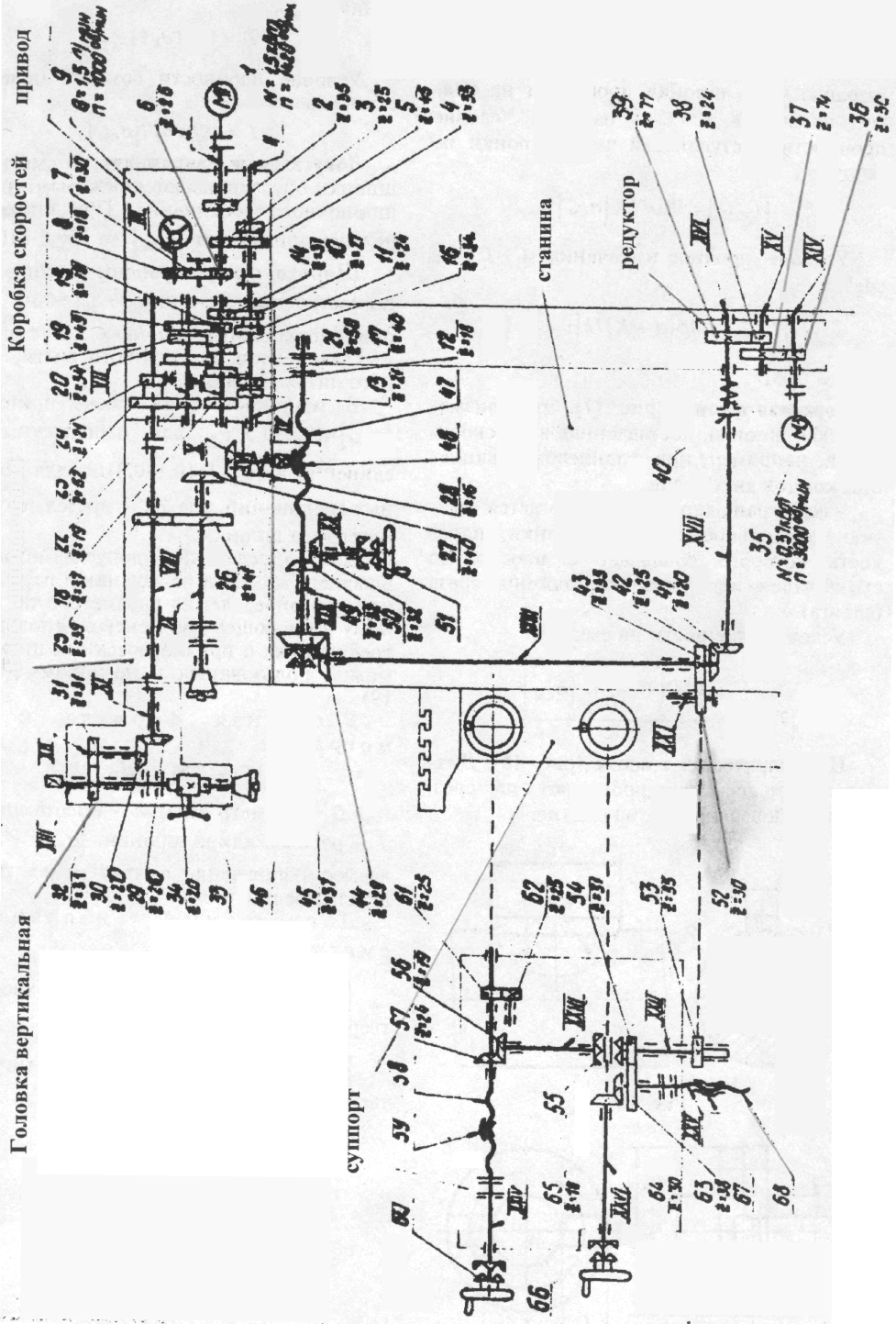
Кинематическая схема станка состоит из цепи главного движения и цепи подач (рис. 4.2 ).
4.5.1. Цепь главного движения
От электродвигателя 1 главного движения вращение передается валу I привода. От вала I через зубчатые пары 2 и 5 или 3 и 4 вращение передается валу IV коробки скоростей и шестерни 25 и 26 – к горизонтальному шпинделю IX. Вертикальный шпиндель XIII получает вращение от вала VIII через шестерни 29-30-31-32. Осевое перемещение вертикального шпинделя осуществляется через шестерню 34, перемещающую гильзу с рейкой 33.
Изменение частот вращения горизонтального и вертикального шпинделей производится переключением шестерен 4 и 5 привода и включением зубчатого перебора коробки скоростей. Изменение направления вращения шпинделей IX и XIII производится реверсированием электродвигателя главного движения.
Цепь подач
Цепь подач сообщает движение трем рабочим органам: суппорту – по вертикали, салазкам – в продольном направлении и шпиндельной бабке – в поперечном. Все движения осуществляются как вручную, так и механически. От электродвигателя 35 цепи подач движение передается через редуктор валу XVII. Ходовой винт 47 шпиндельной бабки связан с валом XVII шестернями 41, 42, 44, 45. Ходовой вал XXII суппорта связан с валом XVII шестернями 41, 42, 43, 52, 53. От ходового вала XXII суппорта вращение передается через шестерни 56,57 продольному винту 58 или через шестерни 63,64 вертикальному винту 68.
Величина подач регулируется бесступенчато электродвигателем постоянного тока в пределах 10 – 600 мм/мин.
Ручное продольное перемещение суппорта производится вращением маховика с включением муфты 60, установленной на валу XXIV, через винт 58 и гайку 59. Ручное вертикальное перемещение суппорта производится вращением маховика с включением муфты 66, установленной на валу XXVI, через винт 68 и гайку 67. Ручное поперечное перемещение шпиндельной бабки производится вращением маховика с включением муфты 51, установленной на валу XX, через конические шестерни 49 и 50, винт 47 и гайку 48.

Спецификация зубчатых колес, червяков и ходовых винтов
Таблица 4.1
Место установки |
Пози- ция (см. рис.2) |
Число зубьев колес, захо- дов червяков, шаг винтов |
Модуль, шаг вин- та, мм |
Ширина обода, мм |
Материал |
Суппорт |
54 |
31 |
2 |
9 |
Сталь 40Х |
63 |
38 |
2 |
9 |
||
64 |
30 |
2 |
10 |
||
65 |
18 |
2 |
10 |
||
67 |
1-зах. Лев. |
5 |
- |
Сталь 9ХС |
|
68 |
1-заход, лев. |
5 |
- |
Сталь 8ХФ |
|
56 |
2 |
10 |
|
Сталь 40Х |
|
57 |
24 |
2 |
10 |
||
58 |
1-зах. Лев. |
5 |
- |
Сталь 40Х |
|
59 |
1-зах. Лев. |
5 |
- |
Бр.ОЦС 5-5-5 |
|
61; 62 |
25 |
2 |
9 |
Сталь 40Х |
|
Головка вертикальная |
29; 30 |
20 |
2 |
10 |
Сталь 18ХГТ |
31; 32 |
31 |
2 |
16 |
Сталь 40Х |
|
33 |
рейка |
1 |
|
Сталь 40Х |
|
34 |
20 |
1 |
|
Сталь 45 |
|
Бабка шпиндельная |
25 |
39 |
2,5 |
16 |
Сталь 40Х |
26 |
41 |
2,5 |
16 |
||
27 |
40 |
2 |
8 |
Сталь 40Х |
|
Коробка скоростей |
10 |
27 |
2 |
10,5 |
Сталь 40Х
Сталь 40Х |
11 |
24 |
2 |
10,5 |
||
12 |
18 |
2 |
10,5 |
||
13 |
21 |
2 |
10,5 |
||
14 |
31 |
2 |
11 |
||
15 |
19 |
2 |
11 |
||
16 |
34 |
2 |
11 |
||
17 |
40 |
2 |
11 |
||
18 |
37 |
2 |
11 |
||
19 |
49 |
2 |
11 |
||
20 |
34 |
2 |
11 |
||
21 |
50 |
2 |
11 |
||
22 |
19 |
2 |
20 |
||
23 |
52 |
2 |
11 |
||
24 |
21 |
2 |
22 |
||
28 |
16 |
2 |
8 |
||
Привод |
2 |
35 |
1,5 |
12 |
Сталь 40Х |
3 |
25 |
1,5 |
12 |
||
4 |
55 |
1,5 |
12 |
||
5 |
45 |
1,5 |
12 |
||
6 |
26 |
1,5 |
8 |
||
7 |
30 |
1,5 |
8 |
Сталь 45 |
|
8 |
18 |
1,5 |
8 |
Сталь 40Х |
|
Станина |
41 |
20 |
2 |
8 |
Сталь 40Х |
42 |
25 |
2 |
8 |
||
43 |
35 |
2 |
10 |
Сталь 40Х |
|
44 |
29 |
2 |
9 |
Сталь 40Х |
|
45 |
37 |
2 |
9 |
Сталь 40Х |
|
47 |
1 |
5 |
|
Сталь 40Х |
|
48 |
1 |
5 |
|
Бр.ОЦС 5-5-5 |
|
49; 50 |
32 |
2 |
8 |
Сталь 40Х |
|
52 |
30 |
2 |
10 |
Сталь 40Х |
|
53 |
35 |
2 |
10 |
Сталь 40Х |
|
Редуктор |
36 |
31 |
1,5 |
12 |
Сталь 40Х |
37 |
77 |
1,5 |
10 |
||
38 |
24 |
1,5 |
12 |
||
39 |
77 |
1,5 |
10 |
||
Стол круглый |
69 |
120 |
1,5 |
|
Чугун СЧ20 |
70 |
1-зах., лев. |
1,5 |
|
Сталь 40Х |
|
Головка долбежная |
71 |
|
1,5 |
|
Сталь 45 |
72 |
|
1,5 |
|
||
Головка делитель- ная |
73 |
1 |
2,5 |
|
Сталь 20Х |
74 |
40 |
2,5 |
|
Бр.ОФ 10-0,5 |
|
75 |
24 |
3,5 |
10 |
Сталь 45 |
|
Головка подрезная |
76 |
|
1,5 |
10 |
Сталь 45 |
77 |
|
1,5 |
|
||
78 |
15 |
1,25 |
8 |
||
Приспособление спирально-фрезерное |
79 |
100 |
1,5 |
10 |
Сталь 45 |
80 |
50 |
1,5 |
10 |
||
81 |
55 |
1,5 |
10 |
||
82 |
90 |
1,5 |
10 |
||
83 |
40 |
1,5 |
10 |
||
84 |
80 |
1,5 |
10 |
||
85 |
35 |
1,5 |
10 |
||
86 |
70 |
1,5 |
10 |
||
87 |
30 |
1,5 |
10 |
||
88 |
60 |
1,5 |
10 |
||
89 |
25 |
1,5 |
10 |
||
90 |
29 |
2 |
10 |
||
91 |
50 |
2 |
10 |
Сталь 40Х |
|
92 |
25 |
2 |
10 |
||
Гитара дифференциального деления |
79 |
100 |
1,5 |
10 |
Сталь 45 |
80 |
50 |
1,5 |
10 |
||
81 |
55 |
1,5 |
10 |
||
82 |
90 |
1,5 |
10 |
||
83 |
40 |
1,5 |
10 |
||
84 |
80 |
1,5 |
10 |
||
85 |
35 |
1,5 |
10 |
||
86 |
70 |
1,5 |
10 |
||
87 |
30 |
1,5 |
10 |
||
88 |
60 |
1,5 |
10 |
||
89 |
25 |
1,5 |
10 |
||
93; 94 |
29 |
1,5 |
10 |