

Широкоуниверсальный фрезерный станок модели 6б75в
4.1. Назначение и область применения станка
Станок 6Б75В является широкоуниверсальным фрезерным станком, предназначен для выполнения разнообразных фрезерных работ (фрезерование плоскостей, пазов, уступов, некруглых отверстий, фрезерование фасонных поверхностей фасонными фрезами и т.п.) в различных плоскостях и под различными углами наклона в широком диапазоне режимов резания. Кроме того, наличие горизонтального и вертикального шпинделей и при использовании большого числа принадлежностей и приспособлений позволяет проводить на станке дополнительные работы: сверлильные, расточные, долбежные, шлифовальные, зуборезные, фрезерование винтовых канавок, нанесение рисок.
4.2. Устройство станка Общий вид станка с обозначением основных узлов и составных частей изображен на рис. 4.1. На рис.4.1 обозначены:
А – Стол
Б – Хобот
В – Бабка шпиндельная
Г – Электрооборудование
Д – Станина
Е – Суппорт
Ж – Съемник
З – Головка вертикальная
И – Пульт управления
1, 3. Упоры отключения механической вертикальной подачи суппорта
2. Маховик ручного перемещения суппорта в вертикальном направлении
4. Рукоятка зажима суппорта в вертикальном направлении
5. Маховик ручного продольного перемещения основного стола
7. Рукоятка зажима шпиндельной бабки
8. Маховик ручного перемещения шпиндельной бабки
9. Упоры отключения механической подачи шпиндельной бабки
10. Выключатель местного освещения
11. Болты зажима серьги
12. Диск набора частоты вращения шпинделя
15. Рукоятка включения частоты вращения шпинделя
17. Рукоятка переключения диапазона частот вращения шпинделя
20. Переключатель направления вращения шпинделя
21. Включение насоса охлаждения
23. Автоматический выключатель
24. Переключатель диапазона подач
26. Упоры отключения механической продольной подачи стола
27. Рукоятка перемещения гильзы вертикальной головки
29. Зажим инструмента в вертикальном шпинделе
30. Упор величины перемещения гильзы вертикальной головки
31. Кнопка перемещения стола влево
32. Кнопка перемещения шпиндельной бабки вперед
34. Кнопка «Пуск шпинделя»
35. Кнопка ускоренных перемещений стола, суппорта и хобота
36. Кнопка перемещения шпиндельной бабки назад
37. Кнопка перемещения стола вправо
38. Кнопка перемещения суппорта вверх
39. Кнопка перемещения суппорта вниз
40. Кнопка «Все стоп»
41. Кнопка «Стоп подачи»
42. Рукоятка зажима стола в продольном направлении
47. Рукоятка зажима гильзы вертикальной головки
49. Фиксатор вертикальной головки в нерабочем положении
60. Регулятор величин поперечных, продольных и вертикальных подач в верх- нем диапазоне
61. Регулятор величин поперечных, продольных и вертикальных подач в
нижнем диапазоне
66. Кнопка обеспечения зацепления шестерен коробки скоростей
67. Винт зажима суппорта
4.3. Общая компоновка станка
Станок состоит из основных узлов, обозначения которых даны на рис.4.1.
На чугунном основании станины Д закреплена колонна, на которой установлены все узлы станка. По горизонтальным направляющим станины перемещается хобот Б, в котором находятся шпиндельная бабка В коробка скоростей и горизонтальный шпиндель. С одной стороны к хоботу прикреплен электродвигатель привода главного движения, с другой – имеется фланец для установки вертикальной головки З.
По вертикальным направляющим колонны перемещается суппорт Е, по направляющим которого перемещается стол А .
Пульт управления станком И установлен на верхней части колонны.
Бак охлаждения с электронасосом размещен в основании станины.
Электроаппаратура управления станком расположена в отдельном шкафу Г и соединена со станком кабелем. К вертикальной базовой плоскости основного стола суппорта можно устанавливать угловой или универсальной стол.
Для делительных работ на стол станка устанавливается делительная головка,
для долбежных работ – долбежная головка. Головка быстроходная, головка шлифовальная, головка подрезная, рискообразователь, резцедержатель, патрон цанговый, втулки переходные, борштанги устанавливаются и закрепляются в конусах шпинделей.
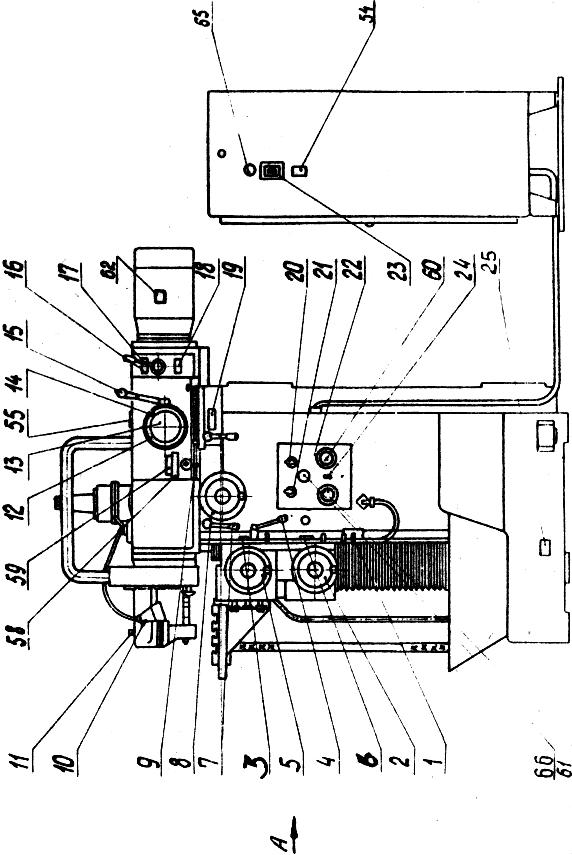




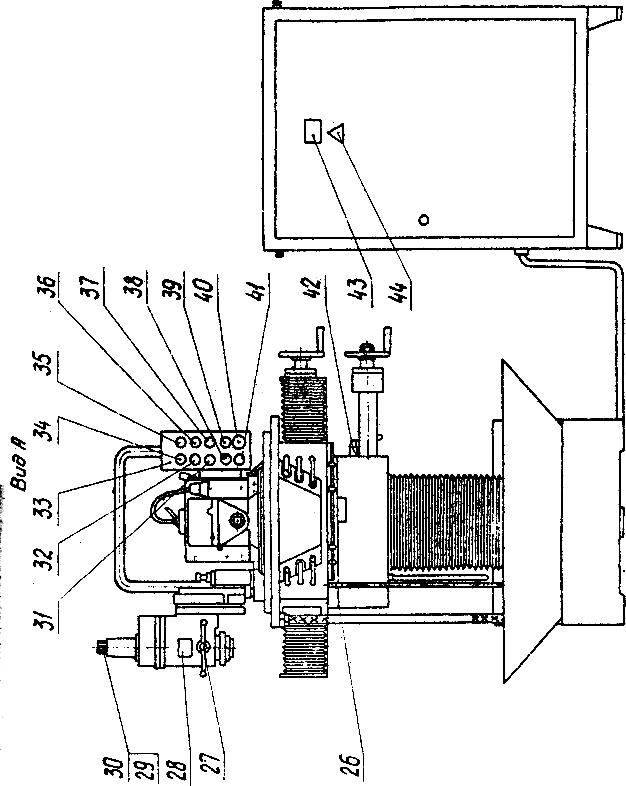



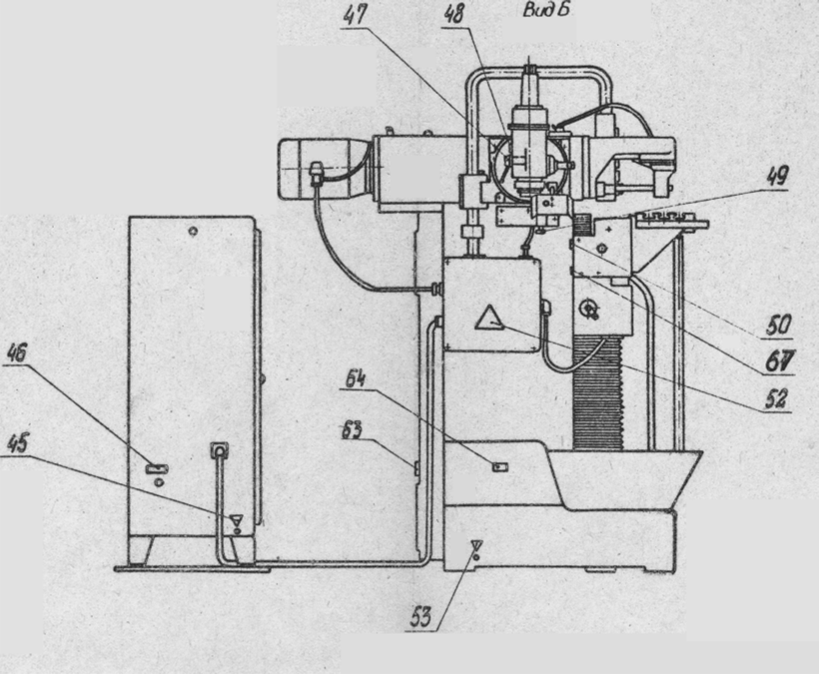



Рис. 4.1. Общий вид станка и его органы управления