

3.6.4. Цепь осевой подачи заготовки
Цепь осевой (вертикальной) подачи заготовки обеспечивает осевое перемещение заготовки S ос для нарезания заданной длины зуба. Осевая подача заготовки S о (мм/об) выбирается в зависимости от материала заготовки, модуля, заданной шероховатости поверхности зубьев и точности колеса. Рекомендуемые величины осевых подач приведены в табл.3.4.
Осевые подачи при зубофрезеровании
Таблица 3.4
Материал заготовки |
Модуль, мм |
Осевая подача, Sо, мм/об |
|
черновая обработка |
чистовая обработка |
||
Сталь 45 НВ 170…207 |
до 1,5 |
0,8 – 1,2 |
0,5 – 0,8 |
1,5 – 2,5 |
1,2 – 1,6 |
0,8 – 1,0 |
|
Чугун серый |
до 1,5 |
0,9 – 1,3 |
0,5 – 0,8 |
1,5 – 2,5 |
1,3 – 1,8 |
0,8 – 1,0 |
|
При нарезании косозубых колес табличное значение Sо умножают на коэффициент К в зависимости от угла наклона зуба (см. табл.3.4):
Таблица 3.4
-
, град.
0
150
300
450
К
1,0
0,9
0,8
0,65
Конечные звенья цепи: электродвигатель Д 2 ( N=1,5 кВт; n=1420 об/мин) стол заготовки. Уравнение кинематической цепи осевой подачи стола с заготовкой, мм/мин
S
ос
= 1420![]()
![]()
![]() IКП
IКП![]() I
тр
I
тр![]()
![]()
![]() t1
(5)
t1
(5)
где I КП – передаточное отношение коробки подач, I тр – передаточное отношение трензеля между валами XXII и XXIII, t1=2 - шаг ходового винта вертикального перемещения стола (вал XXVI).
Минутная подача стола с заготовкой S ос определяется по выбранному значению подачи на 1 оборот Sо S ос = Sо* n заг (6)
Пример 4. Для значений примеров 1-3 при Sо = 1,3 мм/об (см.табл.3.3) получаем S ос =1,3*1,67 =2,17 мм/мин.
По найденному значению S ос выбирается ближайшая меньшая величина осевой подачи, имеющаяся на станке S ос =2 мм/мин (см. рис.4).
Изменение величины S ос осуществляется переключением зубчатых колес коробки подач. График частот вращения валов привода подач приведен на рис.4. Для включения осевой подачи необходимо включить кулачковую муфту М 1 , а колесо 70 соединить со своим валом XXII включением муфты М 2. Ускоренное перемещение стола с заготовкой производится включением электромагнитной фрикционной муфты М 3 и кулачковой муфты М 4 . В этом случае вращение на вал XXIV передается, минуя коробку подач.
Ускоренная подача стола может включаться автоматически в конце рабочего хода стола от нажатия на конечный выключатель; она направлена всегда в сторону, противоположную рабочей подаче.
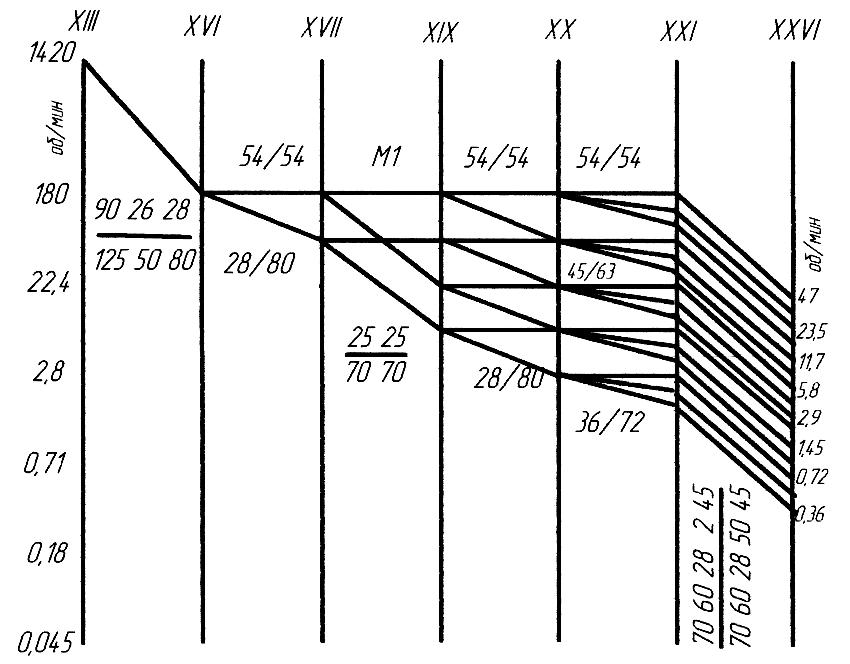
Рис.3.4 . График частот вращения валов привода подачи стола
3.6.5. Цепь радиальной подачи
Цепь радиальной подачи (врезания) обеспечивает перемещение фрезерной стойки вместе с суппортом и фрезой к центру заготовки и обратно. Радиальная подача может осуществляться путем быстрого подвода фрезерной стойки к заготовке или медленного врезания с рабочей подачей. Движения фрезерной стойки (рис.3.5) осуществляются от гидроцилиндра 1, поршень и шток которого перемещают клин 2, воздействующий своим скосом на ролик 8 и винт 6, гайка 5 которого закреплена в кронштейне 4 фрезерной стойки 3. Скорость движения регулируется дросселем 11 гидросистемы. Величина врезания (равная высоте зуба) устанавливается лимбом 10, связанным с упором 7. Перемещение фрезерной стойки с фрезой может производиться и вручную по лимбу 12 с ценой деления 0,02 мм. Гидроцилиндр 9 поджимает фрезерную стойку к ползуну 2 во время работы.
Радиальная подача используется, главным образом, при нарезании червячных колес и составляет S po 0,6 мм на 1 оборот заготовки согласно нормативам по режимам резания для колес с m 2,5 мм. Радиальная минутная подача подсчитывается по формуле
S p= S po*n заг (7)
Пример 5. Для значений примеров 1-4 получаем S p =0,6*1,67=1,002 мм/мин. По данным станка (см. рис.4) выбираем S p =1 мм/мин.
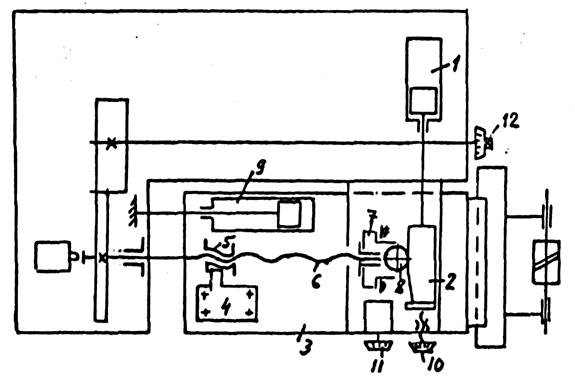
Рис.3.5. Схема механизма радиальной подачи