

Габариты: длина – ширина – высота (мм) 2225 х 1275 х1220
1.4. Движения в станке
Главное д в и ж е н и е - вращение шпинделя с обрабатываемой заготовкой.
Д в и ж е н и е п о д а ч – прямолинейное поступательное движение суппорта с резцом в продольном и поперечном направлениях.
Д в и ж е н и е о б р а з о в а н и я в и н т о в о й п о в е р х н о с т и – вращение заготовки и поступательное перемещение суппорта с резьбовым резцом в продольном направлении от ходового винта.
Ручные перемещения суппорта, салазок, корпуса и пиноли задней бабки и поворот четырехпозиционного резцедержателя.
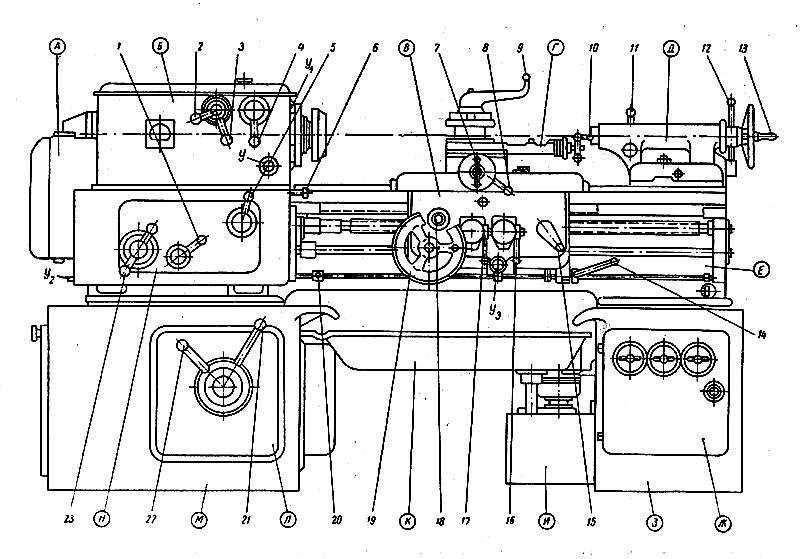
1.5. Устройство станка и его основных узлов Станок состоит из следующих основных узлов (Рис. 1.1):
А – гитара сменных колес;
Б – передняя бабка с переборным устройством, звеном увеличения шага и
реверсивным механизмом;
В – фартук с механизмом подач
Г – суппорт с четырехпозиционным резцедержателем;
Д – задняя бабка;
Е – станина ;
Ж – встроенный шкаф с электрооборудованием;
З – правая тумба;
И – система охлаждения;
К – поддон для сбора охлаждающей жидкости и стружки;
Л – коробка скоростей;
М – левая тумба;
Н – коробка подач

Спецификация органов управления
Таблица 1.1
№№ по схеме |
Наименование органов управления |
1 |
Рукоятки управления коробки скоростей |
2 |
|
3 |
Рукоятки установки величины подачи и шага резьбы |
4 |
|
5 |
|
6 |
Рукоятка переключения ходового вала и ходового винта |
7 |
Рукоятка включения нормального и увеличенного шага |
8 |
Рукоятка изменения направления подач |
9 |
Рукоятка включения перебора |
10 |
Рукоятка поперечной подачи суппорта |
11 |
Рукоятка поворота и крепления резцедержателя |
12 |
Винт крепления поперечных салазок к станине |
13 |
Рукоятка подачи верхних салазок |
14 |
Маховик ручного перемещения поперечных салазок |
15 |
Кнопка вывода реечной шестерни из рейки |
16 |
Рукоятка включения продольной подачи суппорта |
17 |
Рукоятка включения поперечной подачи |
18 |
Рукоятка включения гайки ходового винта |
19 |
Рукоятка крепления пиноли задней бабки |
20 |
Винт поперечного смещения корпуса задней бабки |
21 |
Рукоятка крепления задней бабки к станине |
22 |
Маховик перемещения пиноли задней бабки |
23 |
Выключатель насоса охлаждения |
24 |
Выключатель включения электрооборудования станка |
25 |
Выключатель местного освещения |
26 |
Рукоятки пуска станка и реверсирования шпинделя |
27 |
Винты натяжения ремней шпиндельной бабки |
28 |
Винты натяжения ремней электродвигателя |
1.6. Принцип работы станка
Обрабатываемая деталь устанавливается в центрах или зажимается в патроне. В резцедержателе суппорта могут быть закреплены 4 резца. Инструменты для обработки отверстий вставляются в коническое отверстие пиноли задней бабки. Сочетанием вращательного движения детали с поступательным перемещением резца на станке можно обрабатывать цилиндрические, конические, винтовые и торцовые поверхности.
Исполнительное звено – шпиндель. Шпиндель полый. На выходном конце шпинделя имеет установочные поверхности для установки приспособления для закрепления деталей. Наиболее распространенное приспособление – трехкулачковый самоцентрирующий патрон для круглых, 3-х и 6-ти – гранных заготовок. Для некруглых заготовок может быть установлен 2-х или 4-х –кулачковый патрон. При обработке валов часто применяют обработку в центрах.
Шпиндель помещается в шпиндельной бабке, в которой находится перебор и устройство реверса подачи. В данной модели станка коробка скоростей располагается в тумбе. Движение подачи инструменту от шпинделя передается через гитару сменных колес и коробку подач. Из коробки подач выходит два вала: верхний - ходовой винт, нижний - ходовой вал. В любом случае движение от них передается в фартук, где движения распределяются: от винта – на маточную гайку; от вала – на продольную, или поперечную подачи. Продольную подачу получает продольный суппорт, поперечную – поперечные салазки. На поперечных салазках находятся верхние салазки, которые перемещаются от руки и имеют возможность разворачиваться для обработки конусов. На верхних салазках находится резцедержатель для установки резцов. При обработке на станке длинных деталей и для их поддержания имеется задняя бабка с выдвижным стержнем, который называется пиноль. В пиноли устанавливается задний центр или инструмент для обработки осерасположенных отверстий. Все узлы устанавливаются на станине. Станина располагается на 2 – х тумбах (левая и правая). В левой располагается коробка скоростей, в правой – электрооборудование.
Привод движения резания у станка модели 1А616 является разделенным. Он состоит из двух клиноременных передач, 12 – ти ступенчатой коробки скоростей и переборного устройства. Вследствие совпадения 3 – х скоростей шпиндель имеет 21 различную частоту вращения.