

2.9. Описание пульта учпу
Пульт УЧПУ расположен на лицевой стороне стойки УЧПУ и показан на рис.2.2.
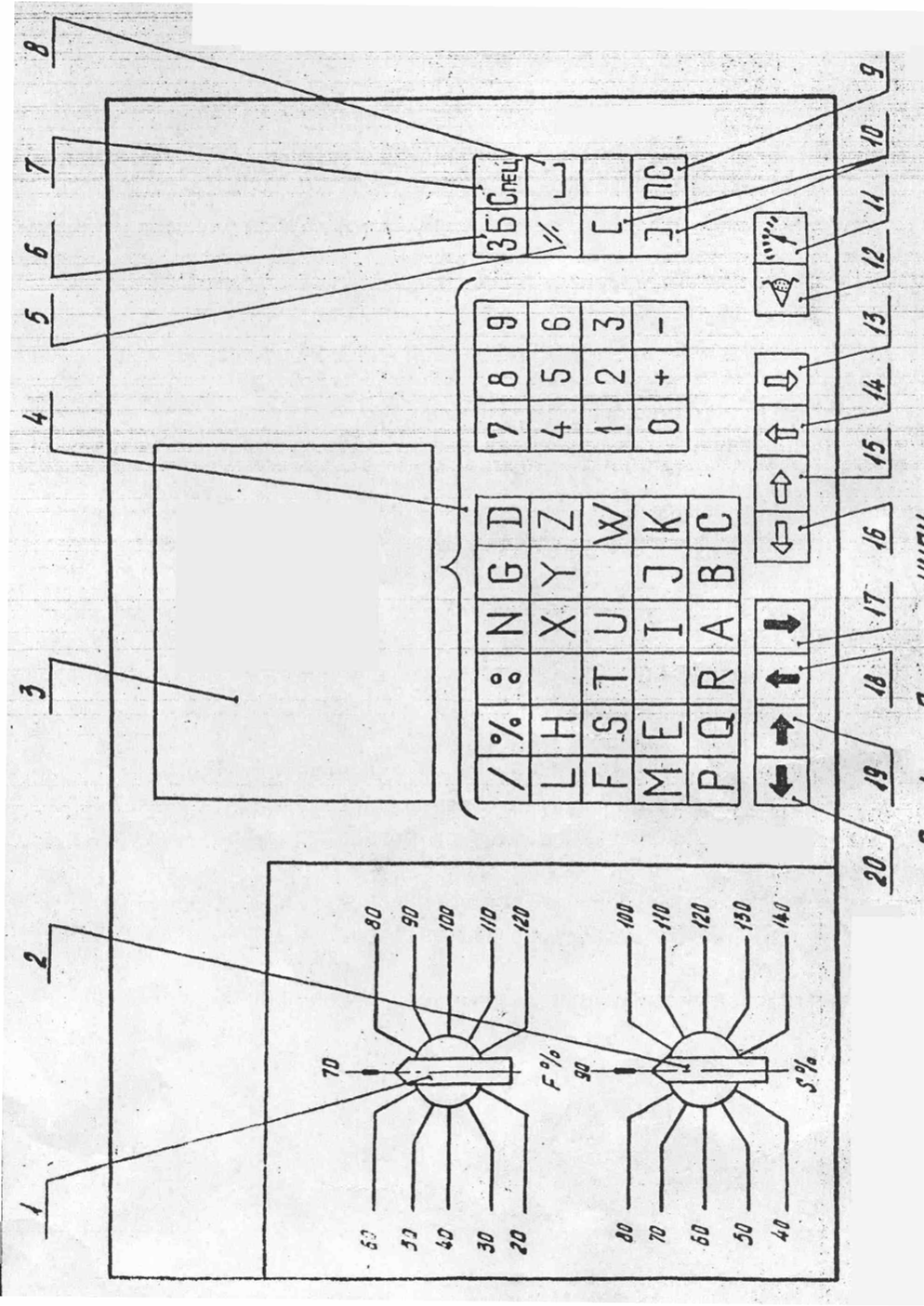
На пульте УЧПУ расположены символьный дисплей (блок отображения символьной информации), клавиатура и пульт коррекции.
Дисплей используется для формирования различных видов символьной индикации, отражающей состояние УЧПУ и станка и другой информации, связанной с работой оператора.
Клавиатура состоит из четырёх групп клавиш: - первая группа содержит клавиши символов латинских букв и предназначена для формирования текста управляющих программ или команд; - вторая группа состоит из символов цифр и знаков и предназначена для формирования текста УП и задания числовых величин или команд; - группа специальных клавиш; - группа режимных клавиш;
Пульт коррекции содержит два переключателя:
- переключатель коррекции подачи на 0, 20, 40, 50, 60, 70, 80, 90, 110, 120 процентов от заданной величины по адресу F, которая принимается за 100%. - переключатель коррекции оборотов шпинделя на 40, 50, 60, 70, 80, 90, 100, 120, 130, 140 процентов от заданной величины по адресу S, которая принимается за 100%.
Для сигнализации о напряжении питания служат светодиоды 1, 2, 3.
При включении вводного автоматического выключателя, расположенного в стойке УЧПУ загорается светодиод 1 - "сеть".
Светодиод 2 включается при зарядке аккумуляторов питания памяти с сохранением информации.
Для отключения УЧПУ служит красная кнопка "Выключения УЧПУ".
Для включения УЧПУ предназначена чёрная кнопка "Включения УЧПУ". При её нажатии загорается светодиод 3, а на экране дисплея появляется текст, который присутствует в течение 10 секунд:
ПО ГСП0589.5748275.00001-03И3МХХYY,
где ХХ – номер изменения БМО
YY – номер изменения ЭА

Номер редакции и изменения могут отличаться от приведённых выше.
Затем этот текст сменяется индикацией абсолютного положения осей станка и автоматически устанавливается один из режимов работы УЧПУ - "Преднабор".
Кроме этого автоматически устанавливается следующее состояние УЧПУ: - вид движения - G40 - система координат - G54 - коррекция на радиус инструмента - G40 (отмена) - коррекция на длину инструмента - G43 - плоскость - G17 (XY) - задание перемещений - G90 (абсолютное) - постоянный цикл - G80 (отменён) - величина подачи - 0 - обороты шпинделя - 0 - номер инструмента - 0 - номер корректора на радиус - 0 - номер корректора на длину - 0 - код функции R - 0 - код функции Q - 0 - программа для отработки - не найдена - абсолютное положение осей станка - произвольное, необходим выход в "ноль" станка. - источник информации - перфолента (Подрежим IL)
2.10. Органы управления учпу
Таблица 2.2
Позиция Наименование
|
Назначение
|
1 F%
|
Коррекция F
|
2 S %
|
Коррекция S
|
3 БОСИ
|
Индикация информации
|
4 /
|
Разделительный знак
|
%
|
Управляющая программа (УП )
|
: |
Главный кадр УП
|
N
|
Номер кадра УП |
G
|
Вид функции
|
D
|
Группа параметров
|
L
|
Подпрограмма
|
H
|
Циклы программы
|
Х, У, Z
|
Линейные координаты
|
F
|
Скорость подачи
|
S
|
Скорость шпинделя
|
Т
|
Координата магазина инструментов
|
U
|
Буква
|
W
|
Вывод на перфоленту
|
M
|
Команда
|
Е
|
Включение корректоров
|
I, J, K
|
Координаты при круговой, винтовой интерполяции
|
К
|
Контроль
|
P
|
Группа параметров
|
Q
|
Группа параметров
|
R
|
Ввод с перфоленты
|
B
|
Круговая координата стола
|
С
|
Угловая координата шпинделя
|
0-9
|
Цифры |
+ , ─
|
Знаки
|
5 Точка
|
Разделительный знак
|
6 ЗБ
|
Забой
|
7 СПЕЦ
|
Занесение информации в память системы |
8 Пробел
|
Смeна страницы информации |
9 ПС |
Конец набора |
10 Скобки
|
Скобки выделения информации в УП
|
11 Режим |
Выбор режима работы |
12 Индикация
|
Выбор вида индикации |
13 Курсор вниз
|
Сдвиг строки информации УП вниз |
14 Курсор вверх
|
Сдвиг строки информации УП вверх |
15 Курсор вправо
|
Сдвиг строки информации УП, находящейся над курсором и правей его вправо |
16 Курсор влево
|
Сдвиг строки информации УП, находящейся над курсором и левей его влево
|
|
Перевод маркера вниз Перевод маркера вверх Перевод маркера вправо Перевод маркера влево |

Рис.2.7. Пульт управления станка
2.11. Органы управления и сигнализации на пульте управления станка Таблица 2.3 Поз. Назначение Вид органа 1 Задание скорости подачи либо Переключатель величины перемещения 2 Движение по заданной координате Кнопка в направлении минус 3 Зажим-отжим инструмента Тумблер с самовозвратом 4 Зажим-отжим поворотного стола То же 5 Пуск автооператора Кнопка 6 Покадровый пуск программы с Кнопка с фиксацией подтверждением 7 Ускоренная отработка программы То же 8 Автономная работа УЧПУ без То же отработки на станке 9 Сброс Кнопка 10 Ответ в автономе То же 11 Съезд с аварийных конечников -"-
13 Отключение силового питания станка Кнопка 14 Включение силового питания станка То же 15 Останов программы, выключение команды То же 16 Включение выполнения программы То же 17 Индикация движения рабочих органов Лампа 18 Зеркальная отработка по заданной координате Кнопка 19 Блокировка движения по заданной координате То же 20 Технологический останов Кнопка с фиксацией 21 Останов по элементам цикла То же 22 Основная программа -"- 23 Покадровая отработка программы -"- 24 Движение перегружателя к магазину инструментов Кнопка 25 Движение перегружателя к автооператору То же 26 Движение головки в позицию То же смены инструмента
|