

2. Технические характеристики
Корпус патрона токарного выполнен из высококачественного специального чугуна
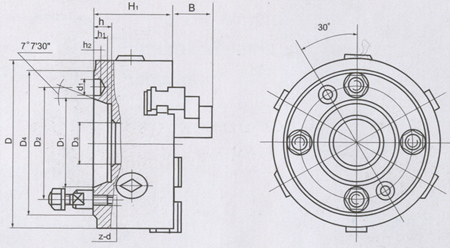
Рис.1 Общий вид и основные размеры трехкулачкового токарного патрона
Технические характеристики токарного патрона приведены в таблице 1
Технические характеристики токарного патрона
Таблица 1
Наименование параметров |
Значения величин |
Диаметр наружный D, мм |
125 |
Диаметр расположения крепежных отверстий, мм, D2: |
53,975 |
Условный размер конуса шпинделя |
3 |
Диаметр отверстия в корпусе D3, мм |
25 |
Максимально допустимая частота вращения, мин ' |
2200 |
Высота патрона без кулачков |
64 |
Вылет прямого кулачка, мм |
27 |
Масса патрона, кг |
5,0 |
Крепеж |
3 болта М10 |
Min сила зажима, DaH |
24000 |
8. Выбор мерительного инструмента.
Для того что бы проконтролировать линейные размеры, необходимо знать точность изготовления размеров, т.е. рассчитать допуск на размер.
Точность средства измерения выбирается по ГОСТ 8.051, где указана допускаемая погрешность средства измерения.
Таблица 1.
№ |
Размер |
Es es |
Ei ei |
T, мм |
δ, мкм |
1 |
41,5Н12 |
+0,025 |
0 |
0,25 |
50 |
2 |
42,5h12 |
0 |
-0,025 |
+0,25 |
50 |
3 |
Ø28H9 |
0,052 |
0 |
+0,52 |
13 |
4 |
Ø29H14 |
0,052 |
0 |
+0,52 |
100 |
5 |
Ø28H9 |
0,052 |
0 |
+0,52 |
13 |
6 |
Ø33H14 |
0,062 |
0 |
+0,62 |
120 |
7 |
1,6H14 |
0,025 |
0 |
+0,25 |
50 |
8 |
19,5h14 |
0,052 |
0 |
+0,52 |
100 |
9 |
21h14 |
0,052 |
0 |
+0,52 |
100 |
10 |
15± |
+0,125 |
-0,125 |
0,25 |
80 |
11 |
7± |
+0,180 |
-0,180 |
0,36 |
72 |
12 |
31,5h14 |
0 |
-0,062 |
+0,062 |
120 |
13 |
9H14 |
+0,036 |
0 |
0,036 |
72 |
14 |
Ø45h14 |
0 |
-0,062 |
+0,062 |
120 |
15 |
Ø29H9 |
0,052 |
0 |
0,052 |
13 |

Таблица 1.
№ размера |
Размер |
Наименование и характеристика инструмента |
1. |
41,5H12 |
Глубиномер микрометрический ГОСТ7470-92 |
2. |
42,5h12 |
Штангенциркуль ШЦ-2 ГОСТ 166-89 |
3. |
28H9 |
Гладкий калибр пробка ГОСТ 2015-84 |
4. |
29H9 |
Гладкий калибр пробка ГОСТ 2015-84 |
5. |
28H9 |
Гладкий калибр пробка ГОСТ 2015-84 |
6. |
33H14 |
Штангенциркуль ШЦ-2 ГОСТ 166-89 |
7. |
1,6H14 |
Нормальный шаблон ГОСТ 166-89 |
8. |
19,5H14 |
Глубиномер микрометрический ГОСТ 7078-92 |
9. |
21h14 |
Глубиномер микрометрический ГОСТ 7078-92 |
10. |
15± |
Нормальный калибр ГОСТ 27284-87 |
11. |
7± |
Штангенциркуль ШЦ-2 ГОСТ 166-89 |
12. |
31,5H14 |
Нормальный калибр ГОСТ 27284-87 |
13. |
9H14 |
Глубиномер микрометрический ГОСТ7470-92 |
14. |
42,5h14 |
Штангенциркуль ШЦ-2 ГОСТ 166-89 |
15. |
29H9 |
Гладкий калибр пробка ГОСТ 2015-84 |
Таблица 2