

4.2 Сборочный чертеж
Сборочный чертеж является рабочим документом для рациональной организации производства изделия. Основные требования для рациональной организации производства изделия. Основные требования к выполнению сборочных чертежей установлены ГОСТ 2.701-84 и ГОСТ 2.109.
Сборочный чертеж должен содержать:
изображения изделия, дающие представления о расположении взаимной связи составных частей, соединяемых по данному чертежу и обеспечивающие возможность сборки и контроля;
размеры, предельные отклонения и другие параметры и требования, которые должны быть выполнены или проконтролированы по данному сборочному чертежу;
указания о характере сопряжения и методах его осуществления, если точность сопряжения обеспечивается подбором, пригонкой и т.п., а также указания о выполнении неразделенных соединений (сварных, паяных и др.);
техническую характеристику изделия (при необходимости);
координаты центра масс (при необходимости).
На сборочном чертеже допускается изображать части изделия в крайнем положении тонкими штрихпунктирными линиями.
Сборочные чертежи следует выполнять с упрощениями, соответствующими требованиям стандартов ЕСKД.
На сборочном чертеже все составные части сборочной единицы нумеруют в соответствии с номерами позиций, указанными в спецификации этой сборочной единицы. Номера позиций наносят на полках линий-выносок, проводимых от изображений составных частей.
Номера позиций указывают на тех изображениях, на которых соответствующие составные части проецируются как видимые, как правило, а основных видах и заменяющих их разрезах.
Номер позиций располагают параллельно основной надписи чертежа вне контура изображения и группируют колонку или строчку по возможности на одной линии.
Номер позиций наносят на чертеже, как правило, один раз. Размер шрифта номеров позиций должен быть на один-два номера больше, чем размер шрифта принятого для размерных чисел на том же чертеже.
Допускается делать общую линию-выноску с вертикальным расположением номеров позиций:
– для группы крепежных деталей, относящихся к одному и тому же месту крепления (рис 8). Если крепежных деталей две и более и при этом разные составные части крепятся одинаковыми крепежными деталями, то количество их допускается проставлять в скобках после номера соответствующей позиции и указывать только для одной единицы закрепляемой составной части, независимо от количества этих составных частей в изделии;
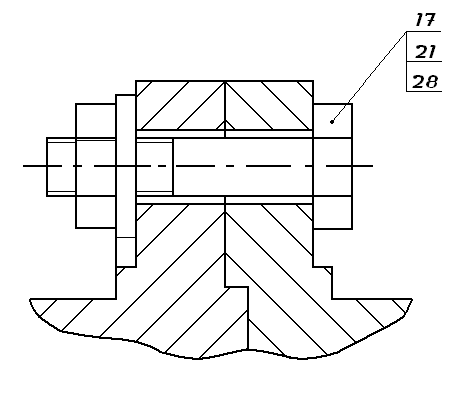
Рисунок 8 - Пример группы крепежных деталей на сборочном чертеже
– для группы деталей с отчетливо выраженной взаимосвязью, исключающей различное понимание, при невозможности подвести линию-выноску к каждой составной части (рис. 9).
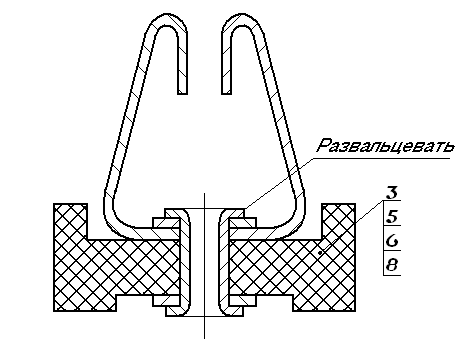
Рисунок 9 - Пример изображения на сборочном чертеже группы деталей с отчетливо выраженной взаимосвязью
В этих случаях линию-выноску отводят от закрепляемой составной части.
На сборочных чертежах изделий единичного производства допускается указывать данные о подготовке кромок под неразъемные соединения (сварку, пайку и т.д.) непосредственно на изображении или в виде выносного элемента (рис 10), если эти данные не приведены на чертежах деталей.
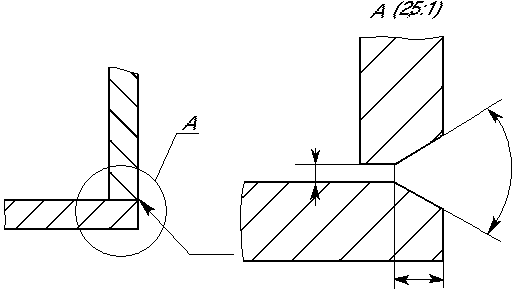
Рисунок 10 - Пример изображения данных о подготовке кромок под неразъемное соединение на сборочном чертеже
4.2.1 Обозначения поля допуска резьбы на чертежах
Обозначения поля допуска резьбы состоит из цифры, показывающей степень точности, и буквы обозначающей основное отклонение (ГОСТ 16093-81, ГОСТ 24834-81, ГОСТ 4608-81). Так как точность резьбы определяется сочетанием полей допусков по среднему диаметру d2 (D2 ), по наружному d для наружных и по внутреннему D1 , для внутренних резьб, обозначение точности резьбы состоит из обозначения поля допуска среднего диаметра, помещаемого на первом месте, и обозначения поля допуска наружного d или внутреннего диаметра D1, помещаемого на втором месте, например 7q6q; 5H6H. Если поля допусков на эти параметры одинаковы, то в обозначении их не повторяют (6q; 7H).
Обозначение поля допуска резьбы ставят после ее размера. Например, болт М12; гайка М12-7Н; болт М12х1,5-6q; гайка М12х1,5-6Н.
Посадки резьбовых соединений обозначают дробью, в числителе которых указывают поле допуска гайки, а в знаменателе – поле допуска болта: М12-7Н/8q; М12х1,5-6Н/6q. Левая резьба обозначается: М12хLH-6Н/6q.
Если длина свинчивания отличается от нормальной, то ее указывают в обозначении поля допуска, например: М12-7q6q-30,
где 30 - длина свинчивания, мм.
Технические условия на длину свинчивания и отклонения формы наружной и внутренней резьбы такие же, как и для переходных посадок, с натягом и небольшие отклонения с посадками зазором.
Правила нанесения предельных отклонений установлены ГОСТ 2.307-68, входящим в ЕСКД.
Предельные отклонения указывают непосредственно после номинальных размеров со своим знаком, причем верхнее отклонение помещают над нижними. Предельные отклонения, равные нулю, не указывают, оставляя их место незанятым.
При симметричном расположении поля допуска относительно нулевой линии абсолютное значение отклонений указывают один раз со знаками ±; при этом высота шрифта отклонений должна быть равна высоте шрифта номинального размера. Например:
30![]()
![]()
У отклонений нули справа от значащей цифры не ставят. Если же число значащих цифр у верхнего и нижнего отклонений разное, то допускается справка, число цифр у верхнего и нижнего отклонений необходимо сделать одинаковым.
На чертежах отдельных деталей поле допуска может быть обозначено одним из трех способов (рис. 11):
- поля попуска с указанием квалитета,
- числовое значение предельных отклонений,
- комбинированным способом (символом и предельными отклонениями).
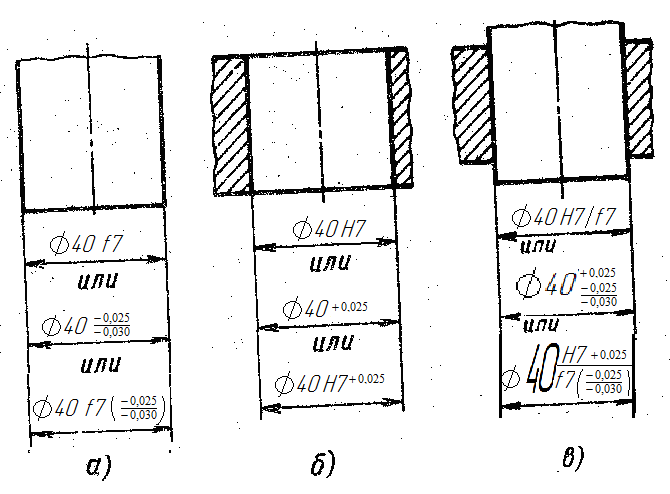
Рисунок 11 - Примеры обозначения полей допусков и посадок на чертежах: а- на валу; б- на отверстии.
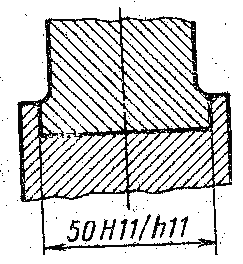
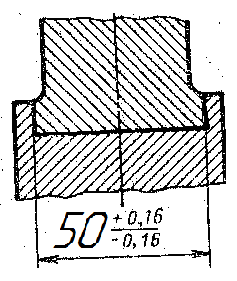
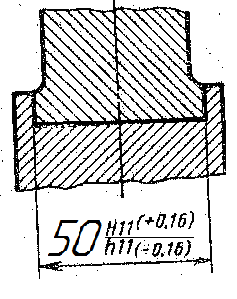
Предельные отклонения размеров деталей, показанных на чертеже в сборе, записывают в виде дроби, в числителе которой указывают числовое значение предельных отклонений отверстия, а в знаменателе – числовое значения предельных отклонений вала (рис. 12).
а) б) в)
Рисунок 12 - Примеры обозначения точности на чертежах: а- обозначение при поставке на чертеже деталей для крупносерийного или массового производства, б- обозначение при поставке на чертеже деталей для индивидуального или мелкосерийного производства, в- обозначение чертежей деталей, поставляемые для любого вида производства.
Первый способ используют при поставке на чертеже деталей для крупносерийного или массового производства, где детали в процессе их обработки измеряют предельными калибрами (рис. 12, а).
Второй способ рекомендуется при поставке на чертеже деталей для индивидуального или мелкосерийного производства, где детали в процессе их обработки измеряют универсальными средствами измерения (рис.12,б).
Третий способ применяют для чертежей деталей, поставляемые для любого вида производства, в том числе и ремонтного (рис.12,в).
4.2.2 Выбор системы посадок
Стандартами ГОСТ 25347-82 установлено две равноправные системы посадок: система отверстия и система вала. Система отверстия наиболее распространена как экономически выгодная в большинстве случаях, из-за конструктивных, технологических и других особенностей.
Вместе с тем иногда целесообразно применять систему вала. Ее обычно используют в следующих случаях:
-когда можно применять валы из чисто тянутой калиброванной стали без механической обработки посадочных мест;
-когда на валах или на их отдельных участках одного номинального размера необходимо обеспечить различные посадки нескольких деталей;
-когда в сопряжении применяют стандартные узлы или детали, изготовленные по системе вала (например, посадка наружных колец подшипников качения в корпусе).
4.2.3 Обозначение точности формы и расположения поверхностей
Допуски формы и расположения поверхностей указывают на чертежах условными обозначениями или текстом в технических требованиях. Применение условных обозначений предпочтительно. Обозначения на чертежах допусков формы и расположения поверхностей выполняют по СТСЭВ 368-76.
В таблице 1 приведены условные обозначения допусков формы и расположения поверхностей и суммарные допуски формы, и расположение поверхностей.
Таблица 1- Условные обозначения допусков на отклонения формы и расположения поверхностей
Группа допусков |
Вид допуска |
Знак |
Допуски форм |
Допуск прямолинейности Допуск плоскостности Допуск круглости Допуск цилиндричности Допуск профиля продольного сечения
|
|
Продолжение таблицы 1 |
||
Допуски расположения |
Допуск параллельности Допуск перпендикулярности Допуск наклона Допуск соосности* Допуск симметричености* Позиционный допуск* Допуск пересечения осей |
|
Суммарные допуски формы и расположения |
Допуск радиального биения Допуск торцевого биения Допуск биения в заданном направлении |
|
Допуск полного радиального биения Допуск полного торцевого биения |
|
|
Допуск формы заданного профиля Допуск формы заданной поверхности |
|
|
*Обозначения по ранее действующему стандарту соответственно: |
|
|

Условные обозначения допусков помещают в прямоугольную рамку, разделенную на две или три части. В первой проставляют условный знак допуска, во второй – числовое значение допуска в миллиметрах, в третьей – буквенные обозначения базы или другой поверхности, к которой относится отклонение.
Если допуск относится к поверхности или ее профилю, то рамку соединяют с контурной линией поверхности или ее продолжением. При этом соединительная линия не должна быть продолжением размерной рамки.
Если допуски формы не указаны на чертеже, то допускаются любые отклонения формы, в пределах поля допуска рассматриваемого элемента.
Если у элементов указаны допуски параллельности, перпендикулярности, наклона или торцевого биения, то в соответствии с ГОСТ 25069-81 неуказанный допуск плоскостности или прямолинейности равен указанному допуску расположения или торцевого биения.
4.2.4 Обозначение шероховатости поверхностей и правила нанесения на чертежах
Шероховатость поверхностей обозначают на чертеже по ГОСТ 2.309-73, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Структура обозначения шероховатости поверхности приведена на рисунке 13.
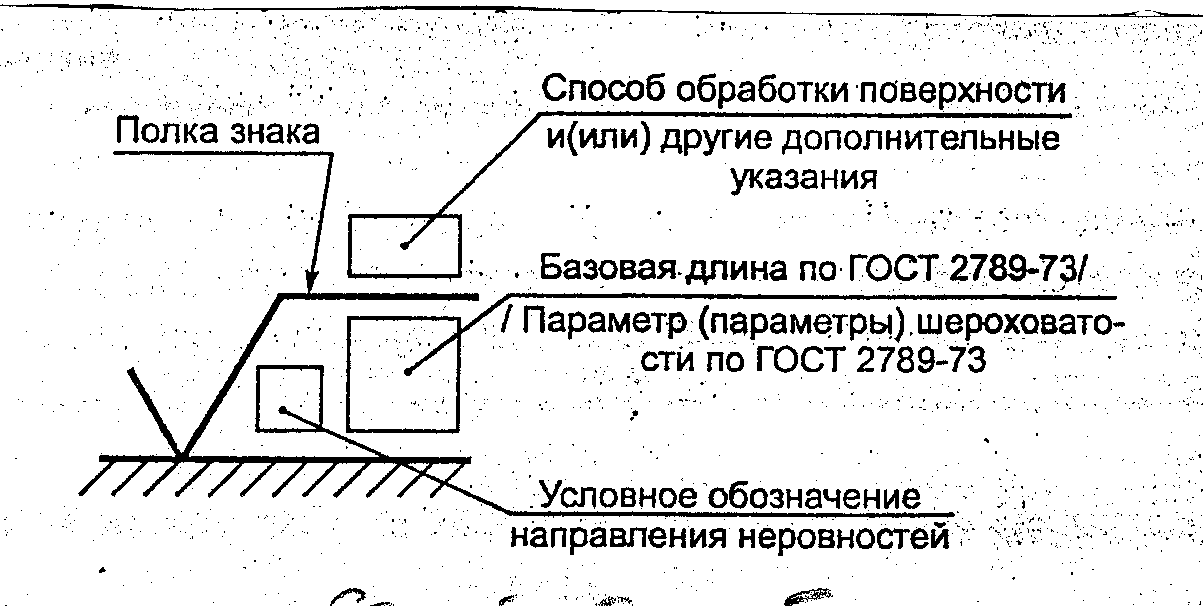
Рисунок13-Структура обозначения шероховатости.
На чертежах шероховатость поверхности обозначают одним из трех знаков:
- когда указывают
предельные значения параметров
шероховатости и не указывают вид
обработки;
- когда, кроме
значений параметром шероховатости,
указывают и вид обработки, например
точение, шлифование, полирование;
- когда шероховатость
поверхности сохраняется в состоянии
поставки и образуется без удаления
слоя металла, например литьем, ковкой,
штамповкой.![]()
Значение параметра шероховатости по ГОСТ 2789-73 указывают в обозначении шероховатости после соответствующего символа, например: Ra0,4; Rmax6,3; Sm0,63; t5070; S0,032; Rz50.
В примере t5070 указана относительная опорная длина tp=70% при уровне сечения профиля Р=50%.
В соответствии с
ГОСТ 2789-73, значение параметра шероховатости
указываются после соответствующего
символа, пример:
![]() ;
;
![]() ;
;
![]() .
.
При указании наибольшего значения параметра шероховатости в обозначении приводят параметр шероховатости без предельных отклонений.
При указании
наименьшего значения параметра
шероховатости обозначений следует
указать «min»,
например:
![]() ;
;
![]() .
.
При указании
диапазона погрешностей в обозначении
шероховатости приводят пределы значений
параметра, размещения их в две строки,
например:![]() ;
;![]() .
.
Требования к шероховатости поверхностей деталей следует устанавливать, исходя из функционального назначения заданного качества изделий.
При указании двух и более параметров шероховатости поверхности в обозначении шероховатости значения параметров записывают сверху вниз в следующем порядке (см.рис.14)
-параметры высоты
неровностей профиля
-параметр шага
неровностей профиля
-относительная
опорная длина профиля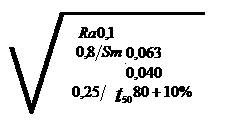
Рисунок 14 - Пример обозначений шероховатости, когда имеется несколько параметров.
Вид обработки указывают над полкой знака шероховатости только в случаях, когда он является, применимым для получения требуемого качества поверхности.
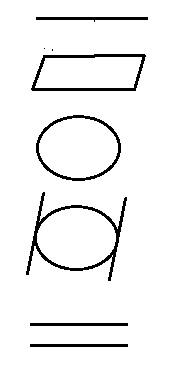
Условные обозначения направлений неровностей при необходимости указывают на чертежах, используя один из следующих знаков:
-параллельное,
-перпендикулярное,
-перекрещивающееся,
-произвольное,
-кругообразное,
-радиальное.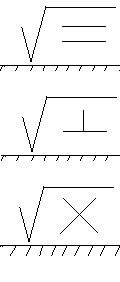
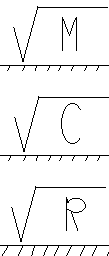
и располагают под полкой знака шероховатости.
Допускается упроченное обозначение шероховатости поверхности при помощи строчных букв русского алфавита с разъяснением его в технических условиях (рис.15)
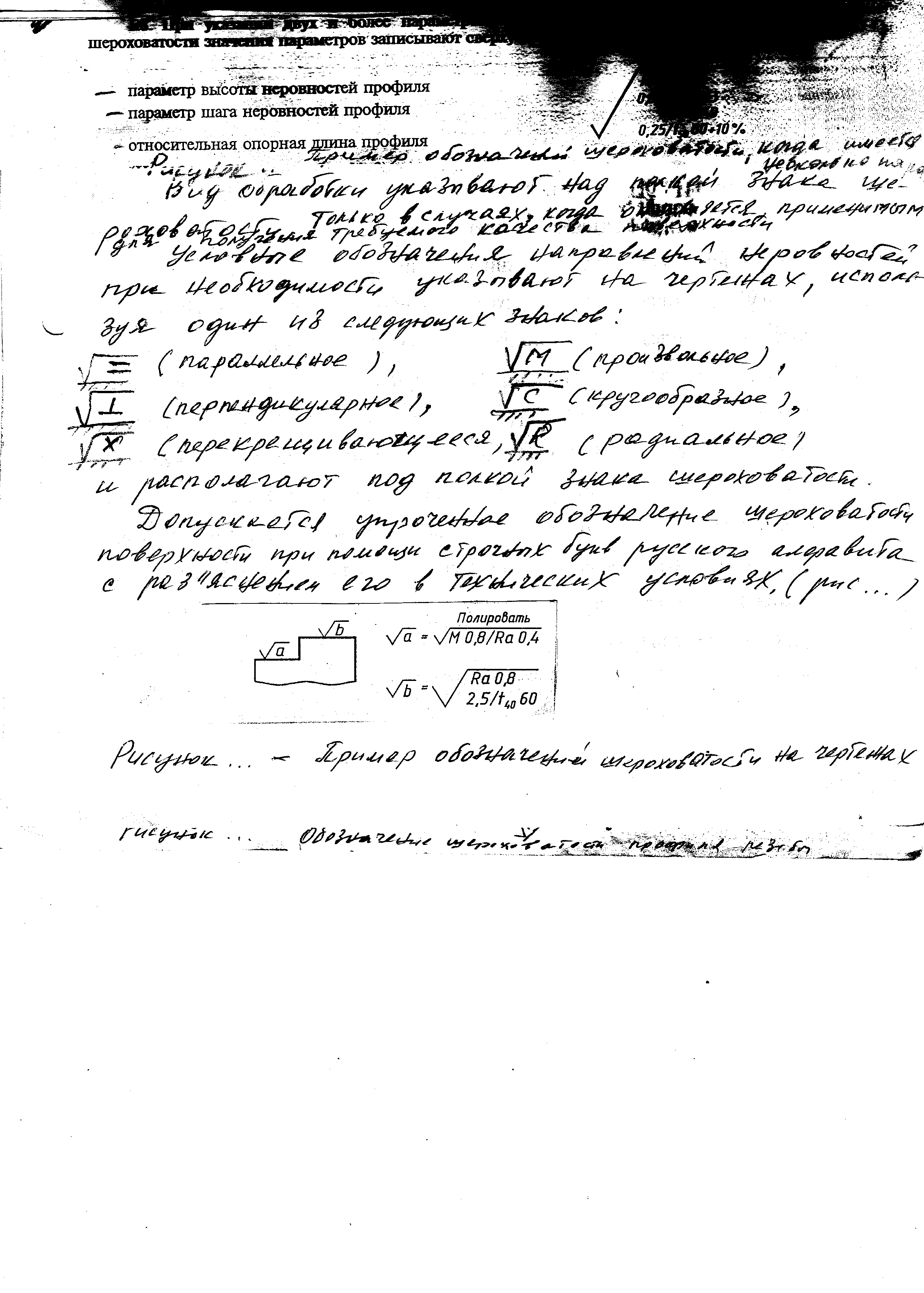
Рисунок 15-Пример обозначений шероховатости на чертежах
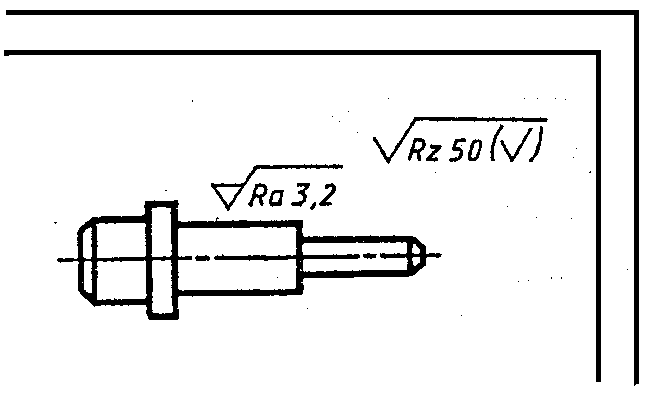
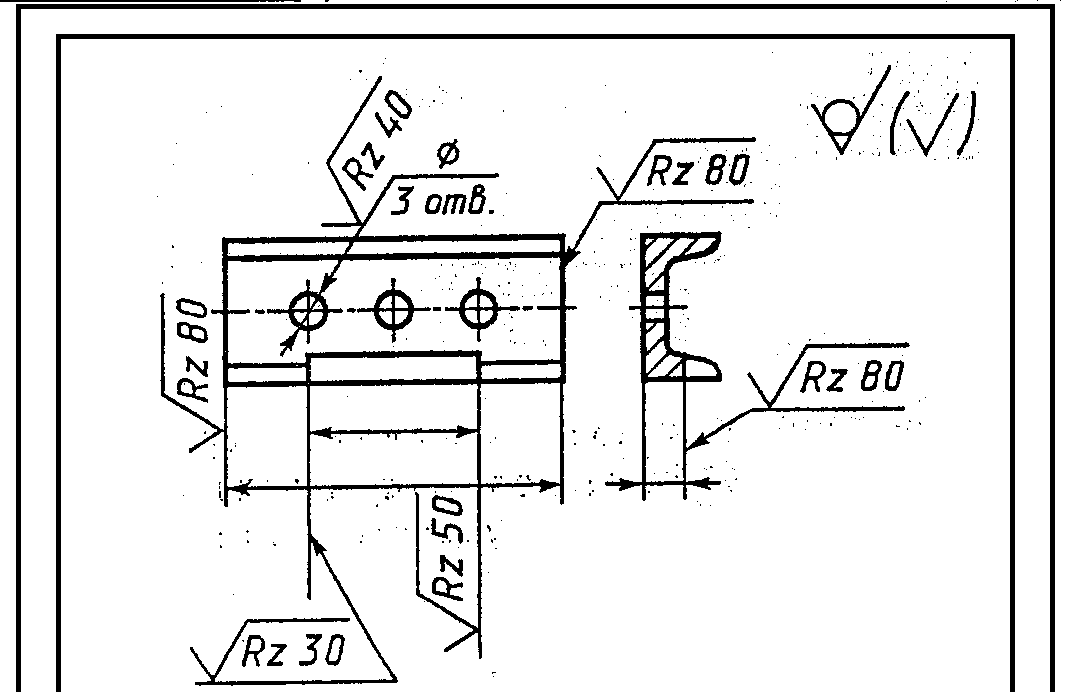
Рисунок 16 - Обозначение шероховатости, одинаковой для части поверхностей изделия.
Преобладающую шероховатость указывают в правом верхнем углу чертежа (рис.16) в месте с условным обозначением ( ). Это обозначает, что все поверхности, на которых на изображении не нанесены обозначения шероховатости или знак , должны иметь шероховатость, указанную перед условным обозначением ( ). Знак перед скобкой должен быть в 1,5 раза больше размера знака на нанесенных на изображении детали (рис.16).
Шероховатость поверхностей зубьев зубчатых колес, эвольветных шлицев указывают на делительной поверхности (рис.17, а, б, в), а для глобоидных червяков и сопряженных с ними колес – на линии расчетной окружности (рис.17,г).
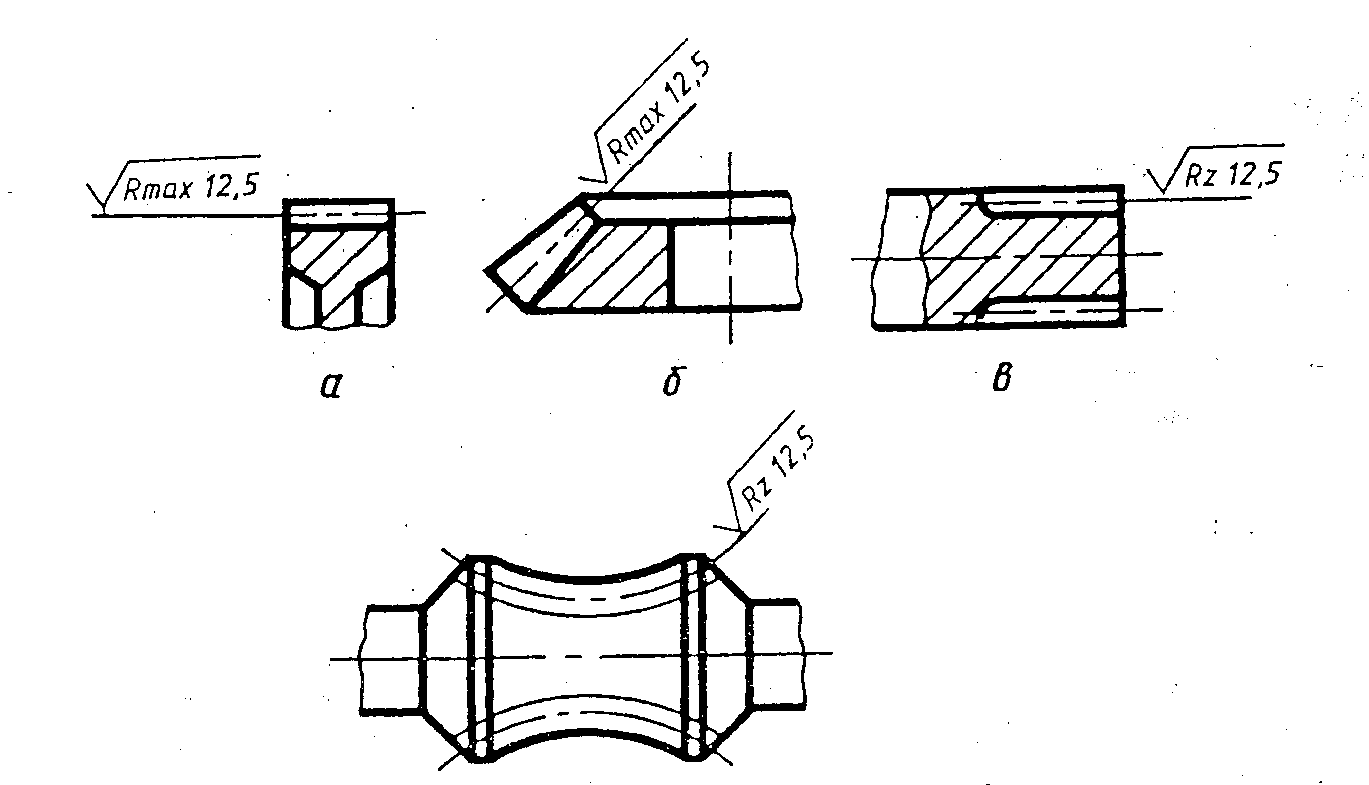
Рисунок 17 - Обозначение шероховатости рабочей поверхности зубчатых колес и эвольветных шлицев.
Обозначение шероховатости поверхности профиля резьбы наносят по общим правилам при изображении профиля (рис.18) или условно на выносной линии для указания размера резьбы (рис.18,б,в,г,д), на размерной линии или на ее продолжении (рис.18,е).
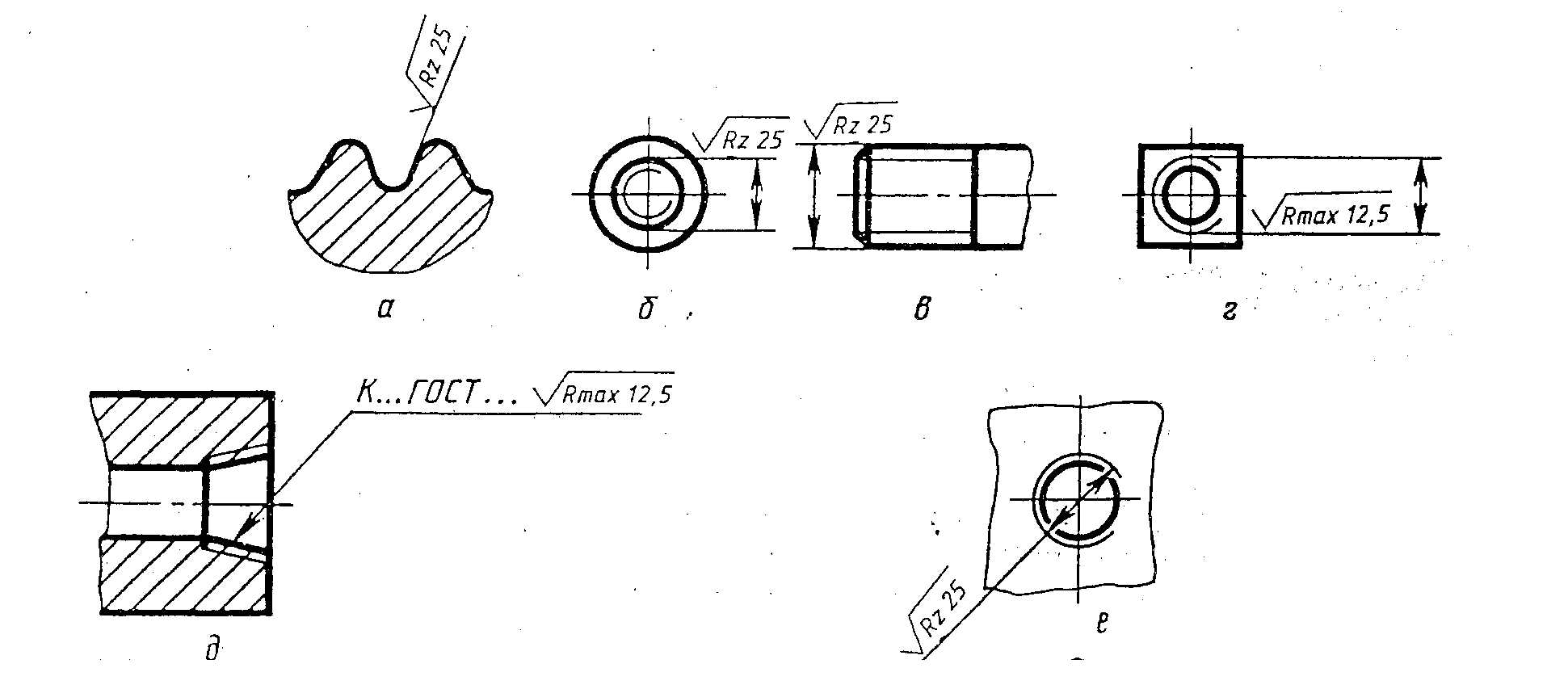
Рисунок 18- Обозначение шероховатости профиля резьбы
4.2.5 Выбор посадок и обозначения подшипников качения
По точности изготовления ГОСТ 520-71 подшипники делятся на пять классов точности – 0, 6, 5, 4 и 2 (в порядке повышения). Подшипники классов точности 6, 5, 4 и 2 используют в станкостроении, приборостроении.
В тракторах, автомобилях, дорожно-строительной техники и гидромелиоративных машинах применяют подшипники только класса 0.
Допуск на присоединительные размеры подшипника по точности изготовления ГОСТ 520-71 (dm –внутреннего кольца и Dm- наружного кольца), для класса 0 примерно соответствует JТ5, JТ6, шероховатость поверхности Ra=1,25…2,5 мкм по ГОСТ 2789-73.
Основную систему допусков и посадок применяют только для валов и корпусов, сопрягаемых с подшипниками качения. Для самих подшипников предусмотрены специальные допуски. Поэтому на чертежах (рис. 19) поля допусков колец подшипников обозначают соответственно: наружного кольца l0, внутреннего L0 для подшипников класса точности 0. для классов точности l6, l5, l4, l2 – соответственно L6, L5, L4, L2.
При ремонте и техническом обслуживании машин при небольшом износе шеек валов целесообразно использовать подшипники качения, изготовленные с уменьшенным диаметром отверстия, внутреннего кольца. За счет смещения поля допуска в минусовую сторону на величину допуска. Такие подшипники должны иметь впереди условного обозначения букву М (например: М 206).
При небольшом износе отверстия корпусов используют подшипники, изготовление с увеличением наружного диаметра кольца за счет смещения поля допуска в плюсовую сторону на величину допуска который имеет условное обозначение Б (например: Б 306)
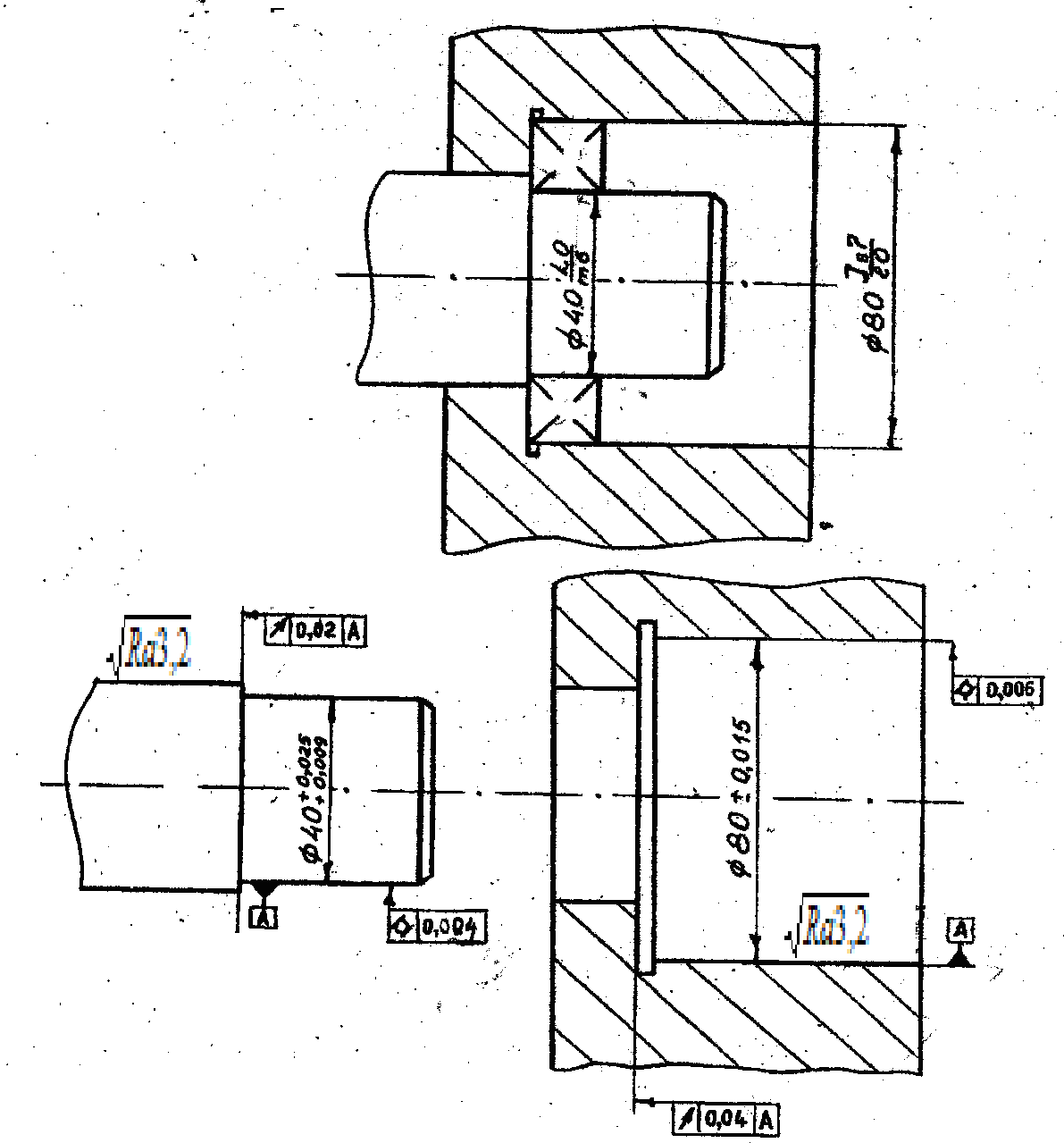
Рисунок 19- Обозначение точности подшипников качения на чертежах