

54.Классификация видов сборки. Общая и узловая сборка, рекомендации по их применению. Предварительная, промежуточная и окончательная сборка.
Классификация видов сборки. Сборка—это образование разъёмных и неразъёмных соединений составных частей, сборочных единиц или изделия. Сборка может производиться простым соединением деталей, их запрессовкой, свинчиванием, сваркой, пайкой, клёпкой. По объёму выполняемых работ сборка делится на общую (объём объявляется изделием в целом) и узловую.
По стадиям процесса сборка делится:
1. Предварительная — сборка заготовок составных частей или изделия в целом, которые в последующем подвергаются разборке.
2. Промежуточная — сборка отдельных заготовок, выполняемая для дальнейшей их совместной обработки.
3. Сборка под сварку — сборка заготовок под их последующую сварку.
4. Окончательная — сборка изделия или его основной части после которой не предусматривается его последующая разборка
Классификация по методу образования соединения следующая:
1. Слесарная сборка—сборка изделия или его составных частей с помощью слесарных сборочных операций.
2. Монтаж—установка изделия или его составных частей на месте.
3. Электромонтаж.
4. Сварка, пайка, клёпка и склеивание.
В различных типах и при разных условиях производство организация сборки приобретает различные формы:
П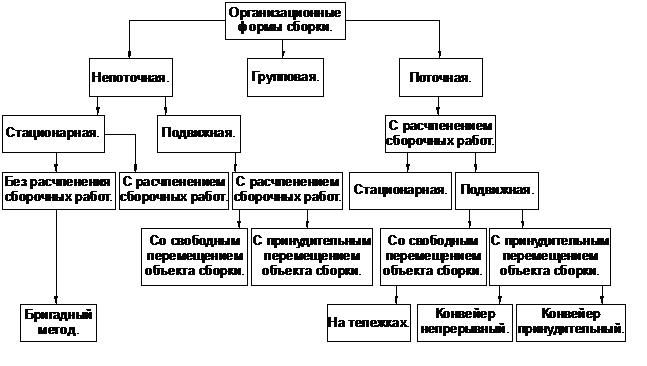 о
перемещению собираемого изделия сборка
делится на стационарную и подвижную.
По организации—на поточную, групповую
и непоточную. Непоточная—сборка, при
которой весь процесс сборки изделия
выполняется на одной сборочной позиции
(стенд, стол и т.д.). Непоточная стационарная
сборка с расчленением сборочных работ
предполагает дифференциацию процесса
на узловую и общую сборку. Узловая и
общая сборка выполняется в одно и то же
время разными сборщиками. Тем самым
время сборки резко сокращается. Сборка
с расчленением на узловую и общую
обладает следующими преимуществами: -
сокращение длительности общего цикла
сборки; - сокращение трудоёмкости
выполнения отдельных сборочных работ;
- снижение потребности в рабочей силе
высокой квалификации; - более рациональное
использование помещений и оборудования
сборочных цехов; - снижение себестоимости
сборки. Данный вид сборки используется
в серийном производстве средних и
крупных по размеру партий. Непоточная
подвижная сборка характеризуется
последовательным перемещением собираемого
изделия от одной позиции к другой.
Перемещение может быть свободным и
принудительным. Сборка со свободным
перемещением заключается в том, что
рабочий закончив свою операцию вручную
или с помощью специальных средств
перемещаем сборочную единицу на следующую
сборочную позицию. Сборка с принудительным
перемещением собираемого объекта
заключается в том, что объект перемещается
с помощью конвейера или тележек с
замкнутой ведомой цепью. Организация
подвижной сборки возможна только на
основе расчленения сборочных работ.
Она характерна при серийном изготовлении.
Поточная сборка—сборка, где при
построении технологического процесса
отдельные операции процесса выполняются
за одинаковые промежутки времени (такт)
или за время кратное такту. Главным
условием организации поточной сборки
является обеспечение взаимозаменяемости
собираемых узлов и отдельных деталей
входящих в поточную сборку. В случае
необходимости использования пригоночных
работ они должны выполняться за пределами
потока на операциях предварительной
сборки. Конструкция собираемого на
потоке изделия должна быть хорошо
отработана на технологичность. Поточная
сборка рентабельна для серийного
производства. Поточная стационарная
сборка характеризуется тем, что все
собираемые объекты остаются на рабочем
месте в течении всего процесса сборки.
Рабочие или бригады по сигналу все
одновременно переходят от одних
собираемых объектов к следующим через
периоды времени равные такту.
о
перемещению собираемого изделия сборка
делится на стационарную и подвижную.
По организации—на поточную, групповую
и непоточную. Непоточная—сборка, при
которой весь процесс сборки изделия
выполняется на одной сборочной позиции
(стенд, стол и т.д.). Непоточная стационарная
сборка с расчленением сборочных работ
предполагает дифференциацию процесса
на узловую и общую сборку. Узловая и
общая сборка выполняется в одно и то же
время разными сборщиками. Тем самым
время сборки резко сокращается. Сборка
с расчленением на узловую и общую
обладает следующими преимуществами: -
сокращение длительности общего цикла
сборки; - сокращение трудоёмкости
выполнения отдельных сборочных работ;
- снижение потребности в рабочей силе
высокой квалификации; - более рациональное
использование помещений и оборудования
сборочных цехов; - снижение себестоимости
сборки. Данный вид сборки используется
в серийном производстве средних и
крупных по размеру партий. Непоточная
подвижная сборка характеризуется
последовательным перемещением собираемого
изделия от одной позиции к другой.
Перемещение может быть свободным и
принудительным. Сборка со свободным
перемещением заключается в том, что
рабочий закончив свою операцию вручную
или с помощью специальных средств
перемещаем сборочную единицу на следующую
сборочную позицию. Сборка с принудительным
перемещением собираемого объекта
заключается в том, что объект перемещается
с помощью конвейера или тележек с
замкнутой ведомой цепью. Организация
подвижной сборки возможна только на
основе расчленения сборочных работ.
Она характерна при серийном изготовлении.
Поточная сборка—сборка, где при
построении технологического процесса
отдельные операции процесса выполняются
за одинаковые промежутки времени (такт)
или за время кратное такту. Главным
условием организации поточной сборки
является обеспечение взаимозаменяемости
собираемых узлов и отдельных деталей
входящих в поточную сборку. В случае
необходимости использования пригоночных
работ они должны выполняться за пределами
потока на операциях предварительной
сборки. Конструкция собираемого на
потоке изделия должна быть хорошо
отработана на технологичность. Поточная
сборка рентабельна для серийного
производства. Поточная стационарная
сборка характеризуется тем, что все
собираемые объекты остаются на рабочем
месте в течении всего процесса сборки.
Рабочие или бригады по сигналу все
одновременно переходят от одних
собираемых объектов к следующим через
периоды времени равные такту.
Подвижная поточная сборка экономически целесообразна при большом числе выпускаемых изделий. Данный вид сборки может быть осуществлён с непрерывно или периодически перемещаемыми собираемыми объектами. Преимуществами подвижной поточной сборки является выполнение работы с требуемым тактом и возможность почти полного совмещения времени, затраченного на транспортировку объектов со временем их сборки.