

3.2 Методы выполнения основных операций
Обработка наружных цилиндрических поверхностей - в основном производится одним резцом. Вершину резца устанавливают по высоте центров (при черновом обтачивании) или несколько ниже (при чистовом обтачивании). Вылет резца принимают не более 1,0-1,5 высоты его стержня. Настройку инструмента на заданный размер диаметра ведут методом пробных стружек. Отсчет размеров производят по лимбу (нониусу) станка. При последовательной обработке несколькими резцами (рис.2), каждый резец, установленный в резцедержателе, обрабатывает «свою» поверхность (1-3) детали. Для сокращения времени обработки используют многорезцовую головку, производящую одновременную обработку всех трех поверхностей.
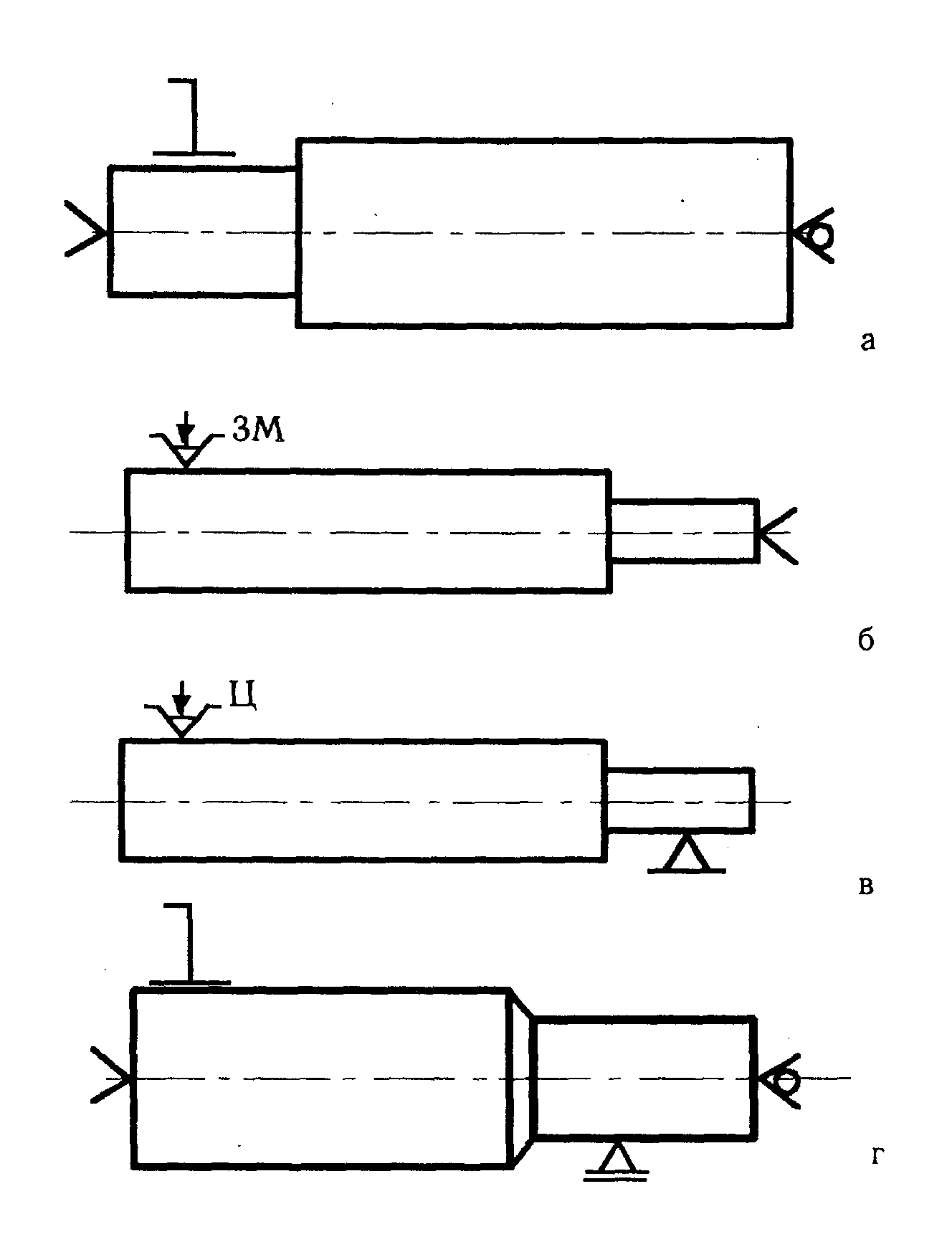
Рис. 1. Схемы установок при обработке валов точением:
а - в центрах и в поводковом патроне; б - в трехкулачковом патроне и заднем центре; в - в цанговом патроне и неподвижном люнете; г - в центрах с поводковым патронами на подвижном люнете.

Рис. 2. Последовательная обработка наружных цилиндрически поверхностей несколькими резцами
Прорезание канавок и отрезка выполняется с использованием одного резца. Резец устанавливается строго по высоте центров без перекоса к оси детали. Узкие канавки (шириной до 20 мм) невысокой точности прорезают за один проход поперечной подачей резца, более точные канавки за три прохода. Ответственные фасонные канавки прорезают сначала прорезным резцом, а затем фасонным. Отрезка деталей производится прямым отрезным резцом.
При точении конусных поверхностей фасонным резцом обрабатывают короткие наружные (рис.За) и внутренние (рис.Зб) конусы. Обработку можно вести с продольной и поперечной подачей. Точность обработки конуса существенно зависит от правильной установки фасонного резца. При высоких требованиях к точности инструмент устанавливают по шаблону. Внутренние конусы (центрирующие фаски) и конические отверстия обрабатывают конусным осевым инструментом. На (рис.4) показана обработка специальной зенковкой центрирующей фаски.
Обработка пологих наружных конусов невысокой точности производится смещением задней бабки (рис.5). Метод простой, так как не требует специальной технологической оснастки. При обработке возможно смятие центровочного отверстия детали, поэтому лучше применять шаровой центр. Необходимую величину смещения задней бабки устанавливают по шкале, нанесенной на бабке или по лимбу суппорта. Величина смещения задней бабки обычно не превышает 0,01 длины конусной поверхности детали.
3.3 Выбор режимов резания
Рекомендуемые режимы резания приведены в табл. 2-5. Исходя из условий обработки (материала детали, режущего инструмента, точности и шероховатости поверхности), по табл. 2-5 определяют необходимые скорости резания и подачи для каждого технологического перехода. В целях уменьшения вспомогательного времени на изменение режимов резания, желательно, чтобы большее количество технологических переходов имело одинаковые режимы резания.
По принятым табличным значениям скоростей определяют число оборотов шпинделя станка по формуле:
п
= ( 1 )
( 1 )
где n – число оборотов шпинделя, об/мин.
V – скорость резания, м/мин;
D- диаметр обрабатываемой поверхности, мм.
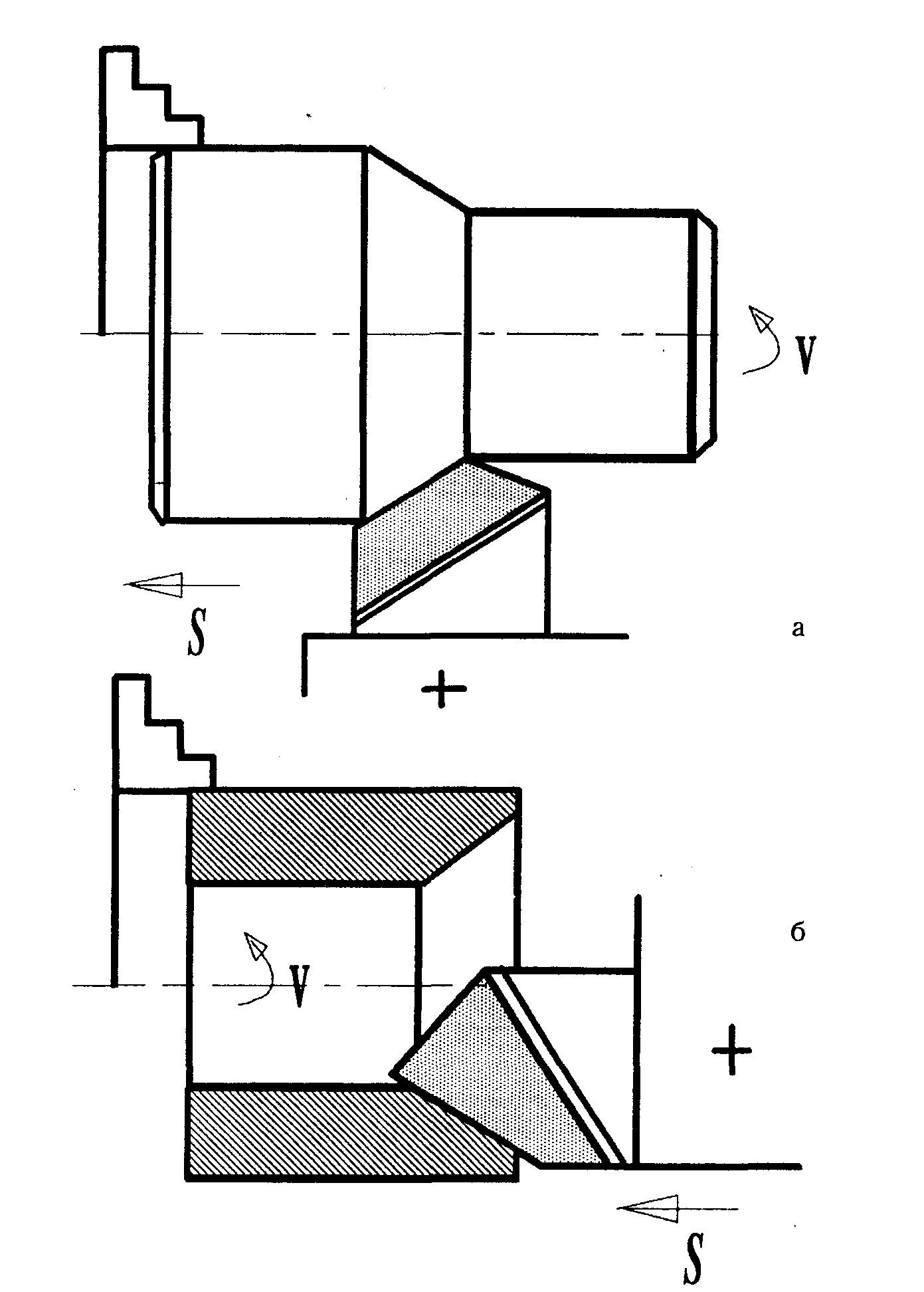
Рис. 3. Обработка конусных поверхностей фасонными резцам
а - наружной поверхности; б - внутренней поверхности
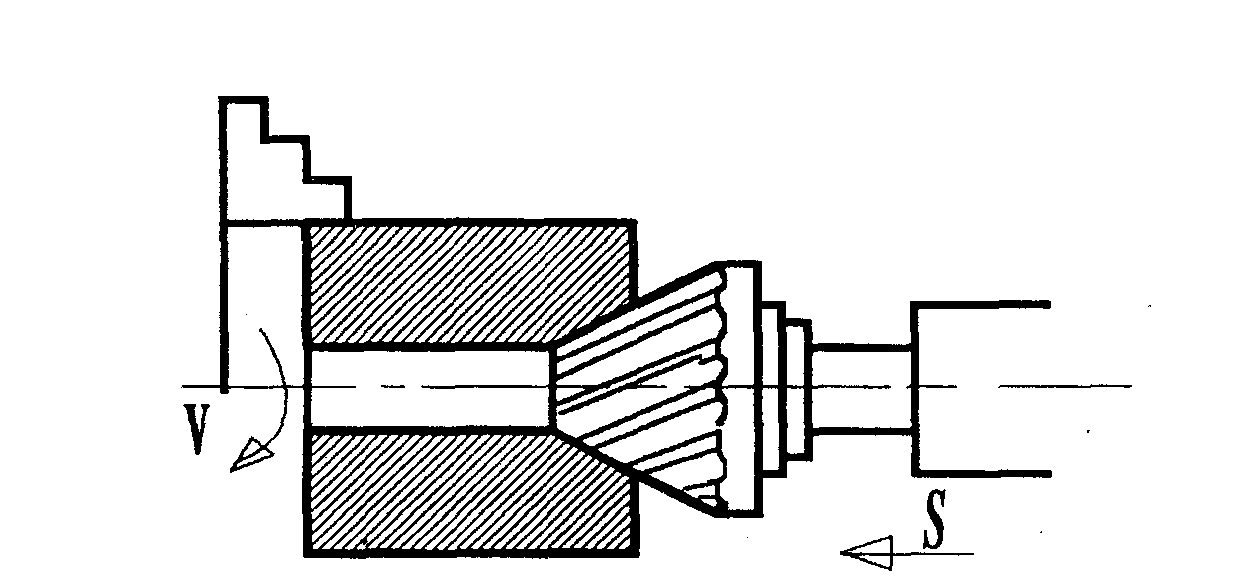
Рис. 4. Обработка центрирующей фаски специальной зенковкой
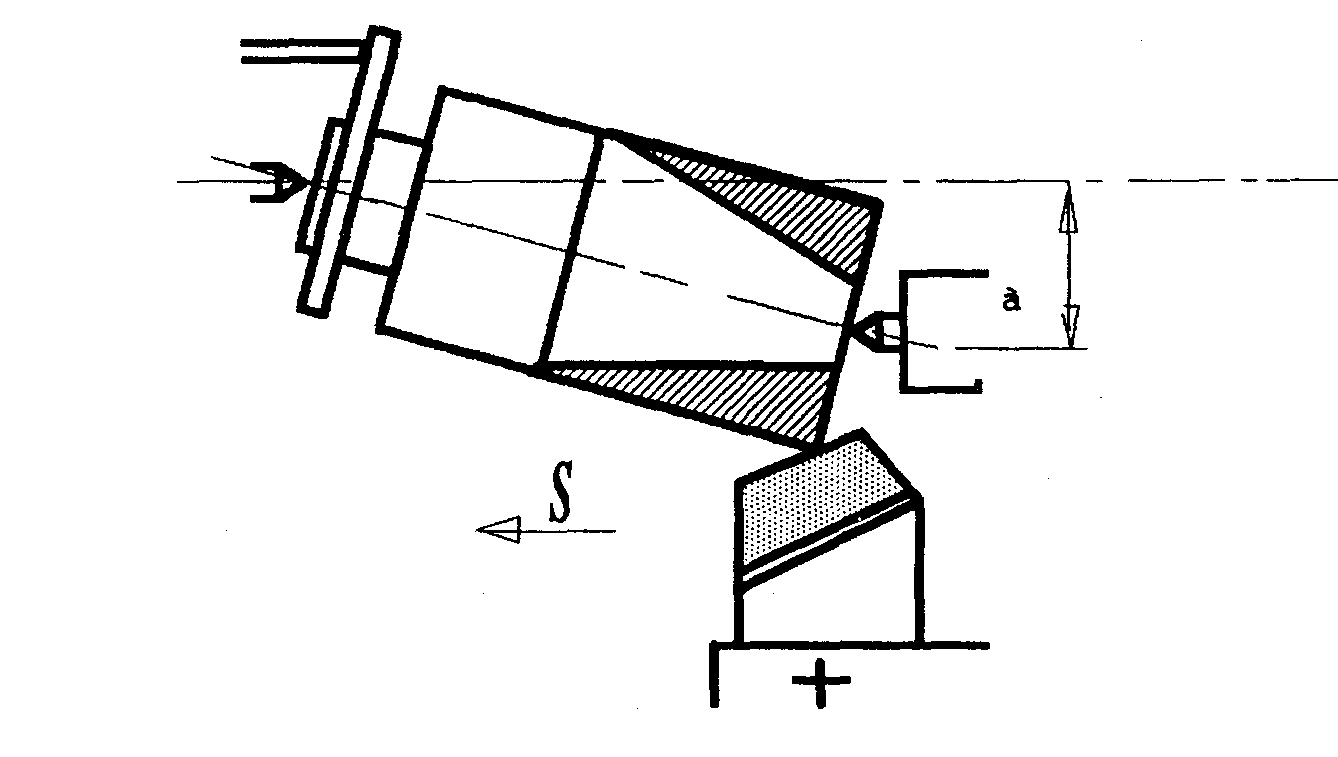
Рис. 5. Обработка пологой наружной конической поверхности
Полученное расчетное значение n корректируют до ближайшего паспортного значения, и уточняют фактическую скорость резания.
V= (2)
(2)
Глубина резания t определяется из выражения:
 (3)
(3)
где D – диаметр заготовки (или предварительно обрабатанный на предыдущем переходе), мм;
d – диаметр полученный на данном переходе, мм;
Таблица 2
Рекомендуемые величины подач при обтачивании стали твердосплавными резцами
Рамеры стержня резца, мм
|
Диаметр детали, мм до |
Подача, мм/об при глубине резания, мм до
|
|||
0,3
|
0,5
|
0,8
|
1,2
|
||
16 х 25
|
40 60 100 400
|
0,4-0,5 0,5-0,7 0,6-0,9 0,8-0,12
|
0,3-0,4 0,4-0,5 0,5-0,7 0,7-1,0
|
- 0,3-0,5 0,5-0,6 0,6-0,8
|
- - 0,4-0,5 0,5-0,6
|
25х25 20х32 20х32 20х32
|
40 60 100 600
|
0,4-0,5 0,6-0,7 0,8-1,0 1,2-1,4
|
0,3-0,4 0,5-0,7 0,7-0,9 1,0-1,2
|
- 0,4-0,6 0,5-0,7 0,8-1,0
|
- - 0,4-0,7 0,6-0,9
|
25х40 и более
|
60 100
|
0,6-0,9 0,8-1,2
|
0,5-0,8 0,7-1,2
|
0,4-0,9 0,6-0,9
|
- 0,5-0,8
|
Примечание: при обработке прерывистых поверхностей и работе с ударами табличные значения подач умножить на 0,75-0,85.
Таблица 3
Рекомендуемые скорости резания при чистовом обтачивании стали твердосплавными резцами.
Глубина резания, мм
|
Скорость резания, м/мин при подаче, мм/об
|
|||
0,2
|
0,3
|
0,4
|
0,5
|
|
0,5 1,0
|
161 - |
153 - |
- 119
|
- 115
|
Таблица 4
Рекомендуемые скорости резания при черновом обтачивании стали и твердосплавными резцами
Глубина резания, мм до |
Скорость резания, м/мин при подаче, мм/об
|
||||||
0,3 |
0,5 |
0,6 |
0,8 |
1,0 |
1,2 |
1,5 |
|
0,3 0,4 0,6 0,8 1,0 1,2
|
198 190 178 - - -
|
166 160 150 144 - - |
157 150 141 131 127 - |
140 134 126 121 117 113
|
127 122 113 110 106 103
|
- 117 112 105 100 98
|
- - 98 94 90 88
|
Примечание: скорости резания даны для периода стойкости резца 60 мин, при большем периоде стойкости скорости необходимо уменьшить.
Таблица 5
Рекомендуемые величины подач в зависимости от требуемой шероховатости поверхности при чистовом обтачивании стали твердосплавными резцами
Шероховатость поверхности, мкм
|
Диапазон скоростей резания м/мин
|
Глубина резания, мм
|
Подача, мм/об
|
RZ 20...40 RZ 1,25...2,5
|
>50 >100
|
1,0 0,4-0,6
|
до 5 2,0-3,0
|