

Содержание отчета
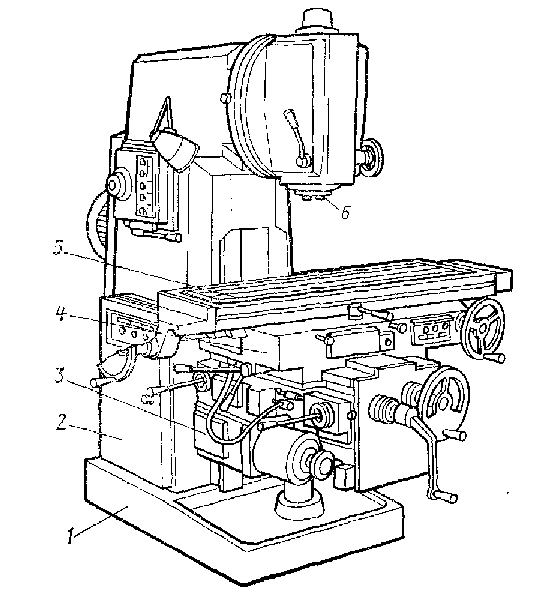
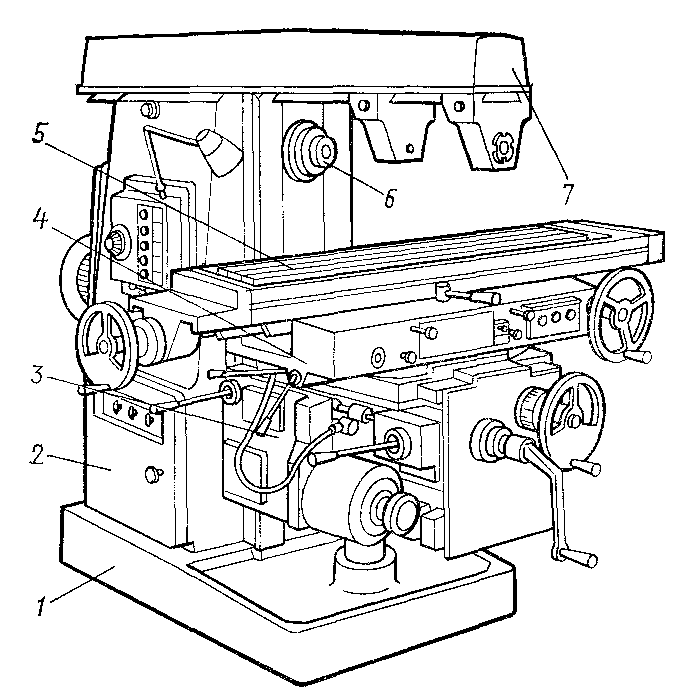
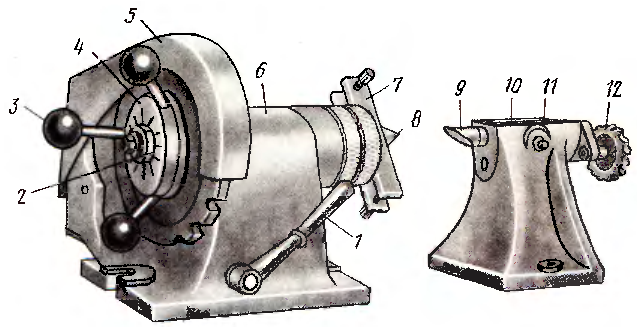
Конструкция фрезерного станка
1 2- 3- 4- 5- 6-
|
|
1 2- 3- 4- 5- 6- 7-
|
|
|
|
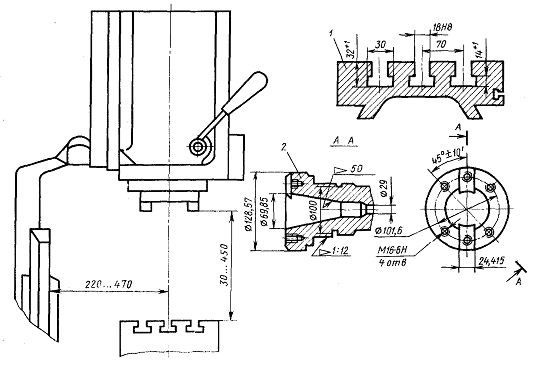
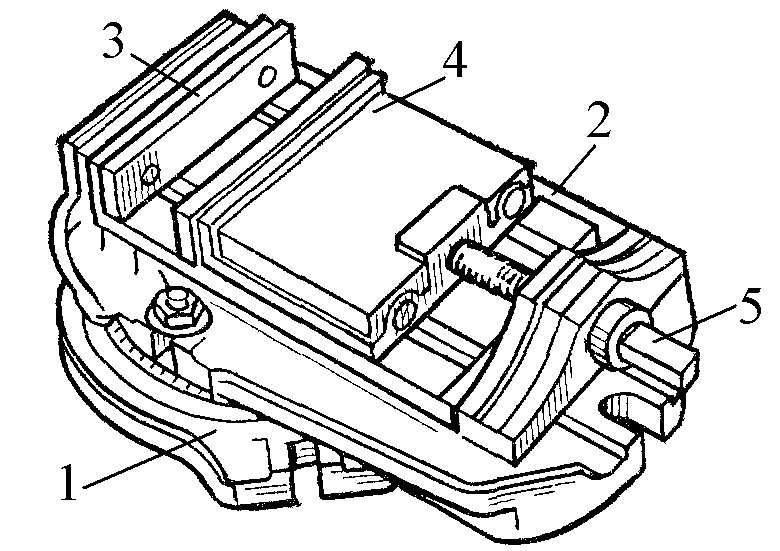
Станочные приспособления |
|
|
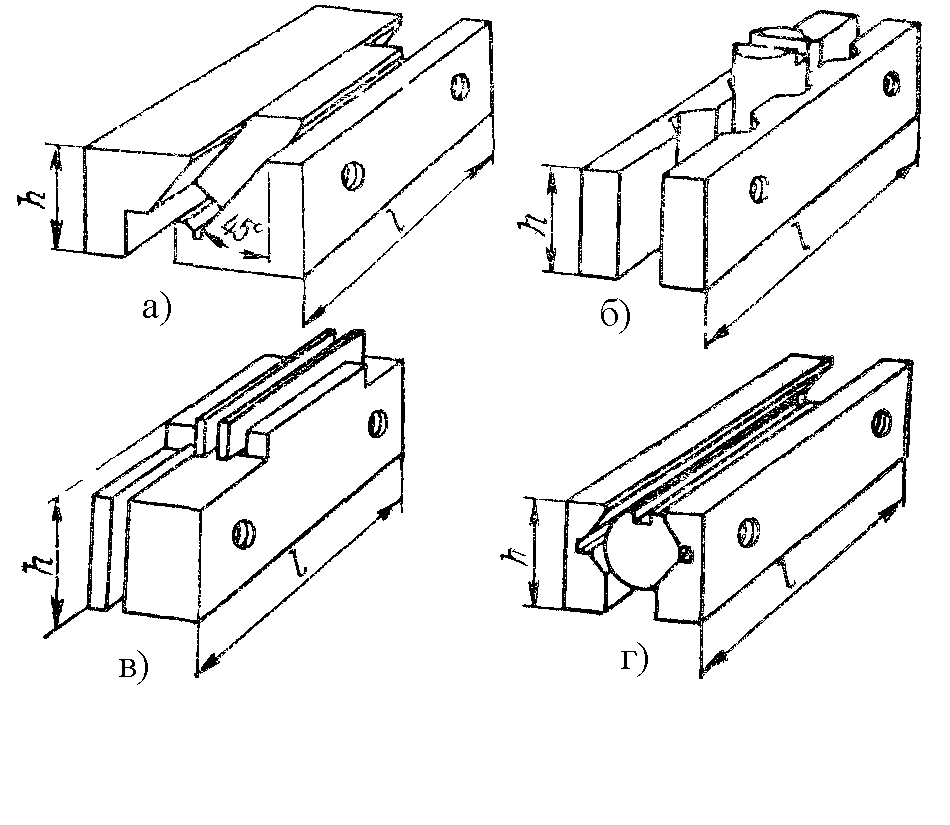
а) 1- 2- 3- 4- 5- |
|
а)
б)
в)
г) |
|
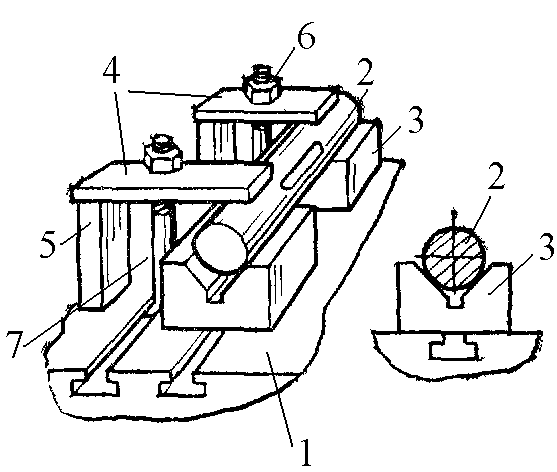
1- 2- 3- 4- 5- 6- 7- |
|
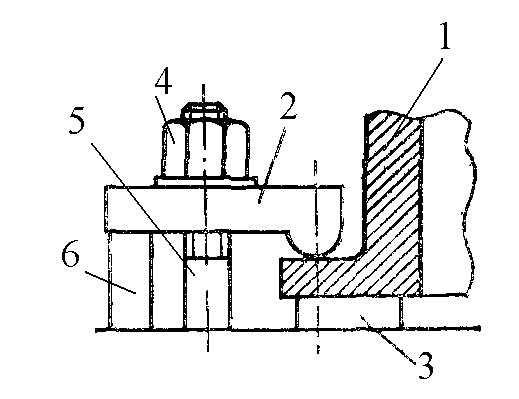
1- 2- 3- 4- 5- 6- |
|
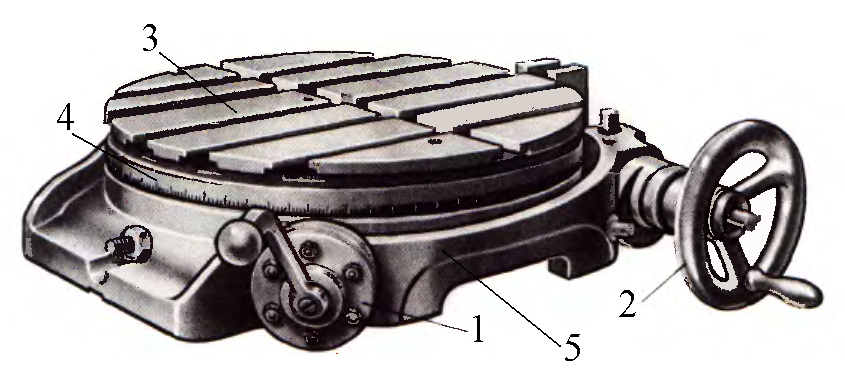
1-
2-
3-
4-
5- |
|
1- 2- 3- 4- 5- 6- 7- 8- 9- 10- 11 - 12- |
|
1- 2- 3-
|
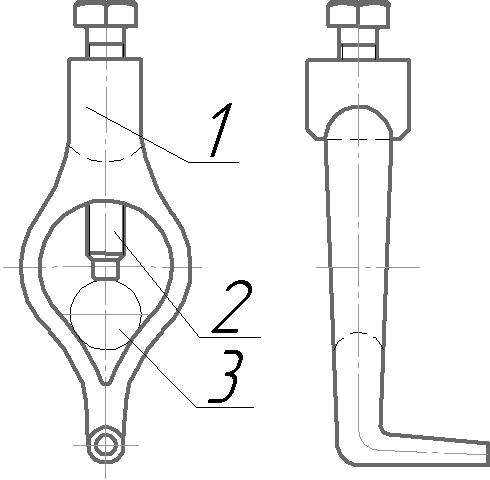
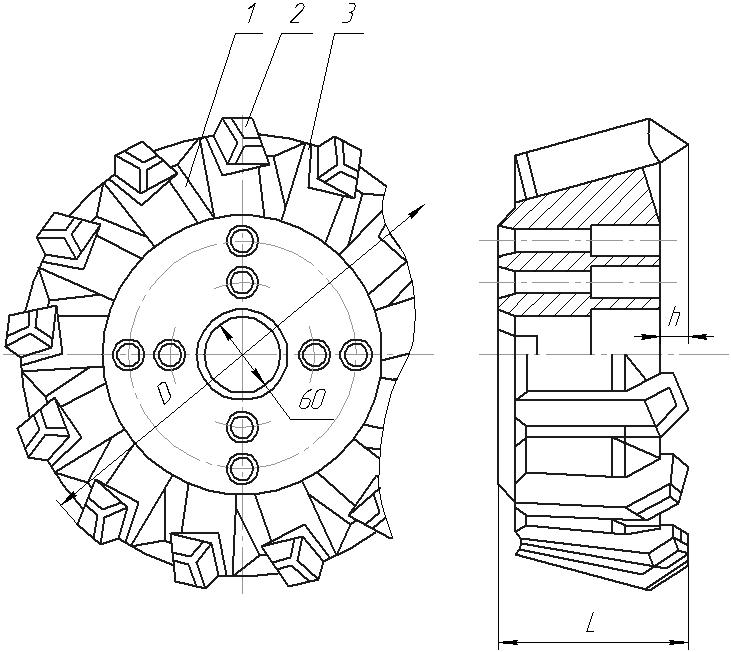
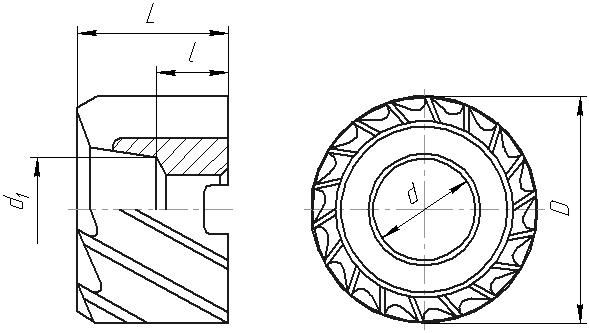
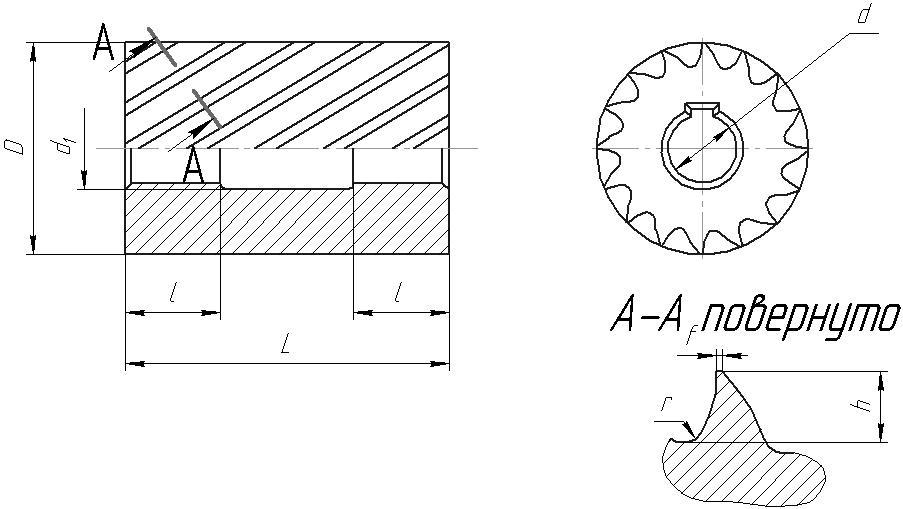
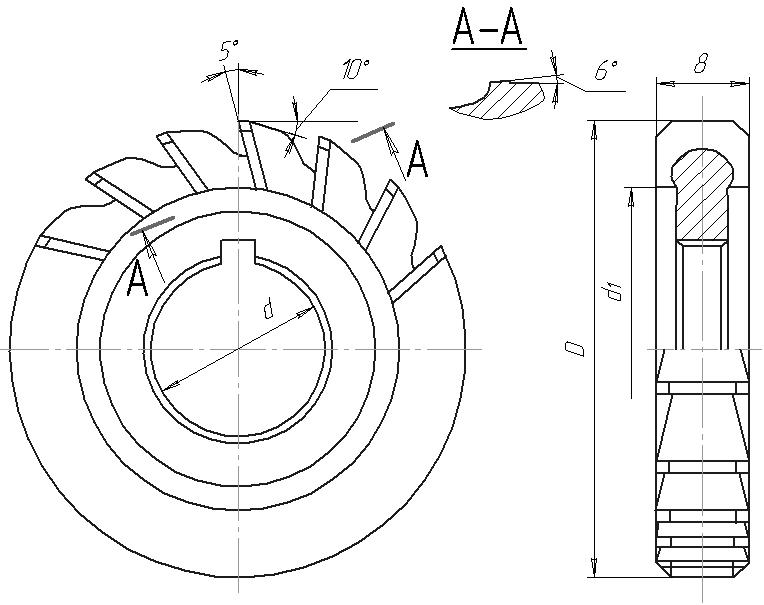
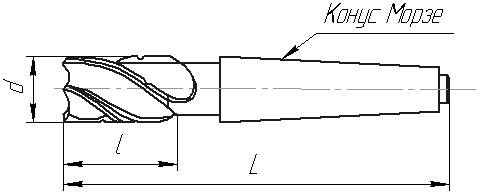
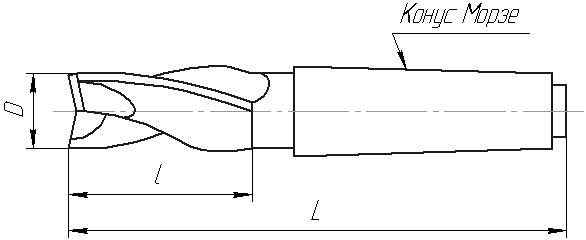
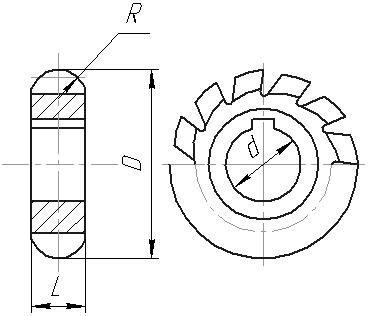
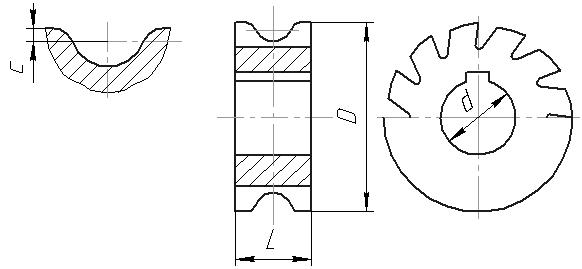
Фрезы |
|
|
1-
2-
3- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Выводы: |
|
 -
- -
-
ЛАБОРАТОРНАЯ РАБОТА №3
Изучение конструкции и технологических возможностей вертикально-сверлильного станка
Цель работы: Изучить конструкцию вертикально-сверлильного станка и технологическую оснастку, используемую при выполнении сверлильных операций.
Приборы и оборудование: станок вертикально-сверлильный 2Н135, станок настольно-сверлильный НС12, осевой инструмент, станочные приспособления, вспомогательный инструмент.
Содержание работы:
1. Изучить конструкцию вертикально-сверлильного станка.
2. Изучить конструкцию станочных приспособлений используемых на вертикально-сверлильном станке.
3. Изучить конструкцию осевого инструмента.
Теоретическая часть
Сверлильные станки подразделяются на три группы: универсальные (общего назначения), специализированные и специальные.
Универсальные станки являются самой многочисленной группой из всего парка сверлильного оборудования. На них можно производить все технологические операции, характерные для обработки отверстий (сверление, нарезание резьбы, зенкерование, развертывание и т. д.). К универсальным относятся вертикально- и радиально-сверлильные станки.
В свою очередь вертикально-сверлильные станки подразделяются на одношпиндельные и многошпиндельные, настольные, на колонне и др.
Радиально-сверлильные станки бывают с неподвижной и поворотной головками, переносные и др.
Вертикально-сверлильные станки называются так потому, что их характерной особенностью является вертикальное расположение шпинделя.
Одношпиндельные вертикально-сверлильные станки на колонне применяют для сверления отверстий диаметром до 75 мм. Отечественная станкостроительная промышленность выпускает различные модели указанных станков. Все они оборудованы коробкой скоростей и имеют механическую подачу. Узлы станка, как правило, монтируют на колонне, а сами станки устанавливают на фундаменте.
Радиально-сверлильные станки применяют для обработки нескольких отверстий, расположенных на значительном расстоянии друг от друга в крупных по весу и габаритам деталях. Эти станки в отличие от обычных сверлильных обеспечивают возможность, не меняя положения обрабатываемой детали, перемещать лишь сверлильный шпиндель и сверлить отверстия в любой точке поверхности детали.
Область применения сверлильных станков не ограничивается операцией сверления отверстий. На них, особенно на универсальных станках, можно производить дальнейшую обработку отвестий, а также ряд других технологических операций, не связанных с непосредственной обработкой отверстий.
На современных сверлильных станках могут выполняться следующие работы (рис.1):
Сверление сквозных и глухих отверстий (рис.1, а).
Рассверливание отверстий небольших диаметров на большие диаметры (рис.1, б).
Зенкерование отверстий, производимое в тех же случаях, что и рассверливание. При этом можно получить более высокие классы точности обработки и чистоты поверхности. Кроме того, зенкерование повышает производительность при изготовлении отверстий больших диаметров (рис.1, в).
Растачивание предварительно просверленных отверстий, осуществляемое резцом на сверлильных станках при обработке отверстий, расположенных на детали по точным координатам. Различают черновое и чистовое растачивание отверстий: черновое применяют в основном для снятия поверхностного слоя в отверстиях поковок или отливок, а чистовое — для придания отверстию правильной формы, требуемой точности и чистоты поверхности (рис.1, г).
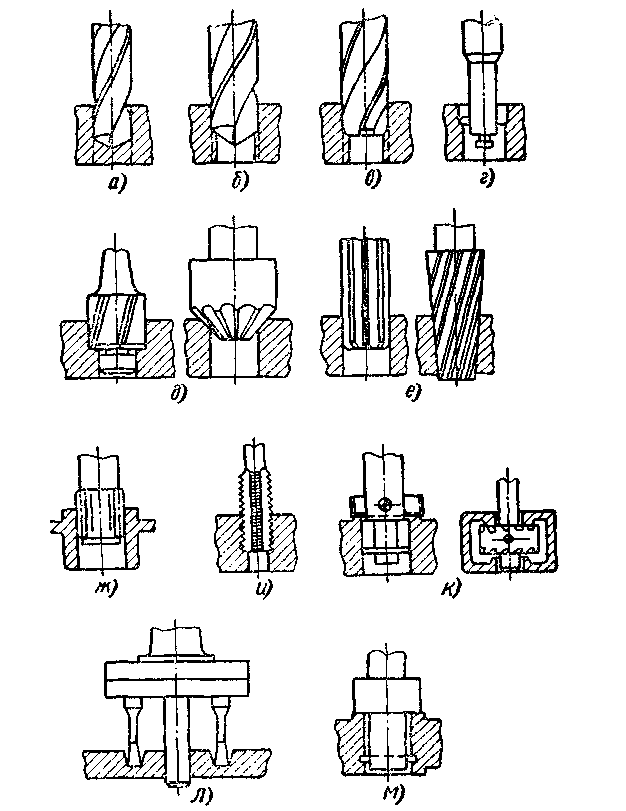
Рис. 1. Работы, выполняемые на сверлильных станках:
а - сверление, б - рассверливание, в - зенкерование, г - растачивание, д - зенкование, е - развертывание, ж - проглаживание (развальцовывание), и - нарезание внутренней резьбы, к - подрезка (цековка) торцов, л -вырезка дисков, .«--проточка внутренних канавок
Проглаживание или развальцовывание, предназначенное для уплотнения (сглаживания) гребешков на поверхности отверстия после его чистового развертывания в деталях из легких сплавов (алюминий, дюралюминий, электрон, магний и др-)- Проглаживание выполняется специальными роликовыми оправками, причем для этой операции припуски оставляют очень небольшие - 0,005- 0,01 мм в зависимости от диаметра отверстия (рис.1,ж).
Нарезание внутренних резьб метчиками на сверлильных станках, оборудованных дополнительными устройствами, которые изменяют направление вращения шпинделя станка (рис.1, и).
Подрезание (цековка) торцов наружных и внутренних бобышек и приливов с целью придания им ровной и чистой поверхности, перпендикулярной оси отверстия (рис.1, к).
Вырезание дисков из листового материала (или, что то же самое, высверливание в листовом материале отверстий больших диаметров), выполняемое резцами (одним, двумя, четырьмя), закрепленными в специальной оправке с направляющим стержнем. Вырезание отверстий больших диаметров в листовом (особенно тонком) материале более экономично, чем сверление, так как для этого требуется станок меньшей мощности (рис.1, л).
Протачивание внутренних канавок всевозможной формы специальными инструментами, преобразующими осевую подачу шпинделя станка в радиальную подачу расточного резца (рис.1, м).
Этими основными видами работ не исчерпываются технологические возможности сверлильных станков, на которых можно, например, еще формировать головки обычных заклепок, развальцовывать пустотелые заклепки, обрабатывать многогранные отверстия, а также выполнять другие операции.
Для правильной установки и закрепления обрабатываемых деталей на столе сверлильного станка применяют различные приспособления, наиболее распространенными из которых являются тиски машинные (винтовые, эксцентриковые и пневматические), призмы, упоры, угольники, кондукторы, специальные приспособления и др.