

Типы организации производства и их характеристика.
Типы производства – это классификационная категория производства , выделяемая по признакам широты номенклатуры, регулярности, стабильности и объёма выпуска продукции. В зависимости от этих параметров организация производства может быть разная. Различают три основных типа организации: Единичная, Серийная и Массовая. В серийном выделяют мелкосерийное, среднесерийное и крупносерийное. Теория типов производства даёт представление о сущности планируемого технологического процесса и использование типовых методов организации производства.
Единичное
производство
– производство, которое характеризуется
широкой номенклатурой и малыми объёмами
партий обрабатываемых деталей. Z
Серийное
производство характеризуется ограниченной
номенклатурой производства и серийностью
обрабатываемых партий

Массовое
производство характеризуется узкой
номенклатурой и большим объёмом. Изделия
изготавливаются в течение продолжительного
времени. Z
Кроме
основных типов производства различают
опытное производство – производство
образцов, партий, изделий с целью так
называемой доводки конструкции, с целью
исследований доводки конструкции,
обработки технологической документации.
Показателем является коэффициент
закрепления операций .

 Общий
объём технологических операций, которые
должны быть выполнены подразделением
Общий
объём технологических операций, которые
должны быть выполнены подразделением
 - Количество рабочих
мест.
- Количество рабочих
мест.




Структура производственного цикла
Производственный процесс - это совокупность технологических процессов, которые в свою очередь являются совокупностью операций. Рассматривая производственный процесс во времени мы будем говорить о производственном цикле, технологическом цикле и операционном цикле. Построение производственного процесса во времени характеризуется производственным циклом.
Производственный цикл - это отрезок календарного времени между запуском процесса производства изделий или партии изделий и выпуском его в виде готовой продукции. В общем случае производственный цикл состоит из двух частей: 1) рабочий период, когда происходит обработка, холостые хода, рабочий ход станка, уборка, отдых рабочих; 2) перерывы вызванные межоперационными перемещениями, межучастковыми перемещениями, режимом работы предприятия.
Операционный цикл – время обработки партии деталей на одной операции. Операционный цикл рассчитывается:

 подготовительно-заключительное
время, которое необходимо, для того
чтобы подготовить технологическую
систему к обработке очередной партии
деталей. При планировании это время,
которое затрачивается на всю партию
подготовительно-заключительное
время, которое необходимо, для того
чтобы подготовить технологическую
систему к обработке очередной партии
деталей. При планировании это время,
которое затрачивается на всю партию
 .
.
 время которое необходимо запланировать
на выполнение операции с учётом основного
времени, вспомогательного времени,
времени обслуживания рабочего места…
но без
время которое необходимо запланировать
на выполнение операции с учётом основного
времени, вспомогательного времени,
времени обслуживания рабочего места…
но без .
Поэтому вводится понятие калькуляционного
времени:
.
Поэтому вводится понятие калькуляционного
времени:


Через штучно-калькуляционное время цикл выглядит следующим образом:

Таким образом операционный цикл это калькуляционное время умноженное на объём партии. Если несколько станков, то операционный цикл:

 количество
станков, рабочих мест на операции
количество
станков, рабочих мест на операции
ПРИМЕР:
n=100;



Величина
технологического цикла рассчитывается
из операционных циклов, но зависит от
способов выполнения операций во времени.
Т.е.
 зависит не только от размеров операционных
циклов в него входящих, но и от структуры
этого технологического цикла. Различают
три способа построения технологического
цикла, три характера движения партии
деталей по операциям технологического
процесса: 1) последовательный; 2)
параллельно-последовательный; 3)
параллельный;
зависит не только от размеров операционных
циклов в него входящих, но и от структуры
этого технологического цикла. Различают
три способа построения технологического
цикла, три характера движения партии
деталей по операциям технологического
процесса: 1) последовательный; 2)
параллельно-последовательный; 3)
параллельный;
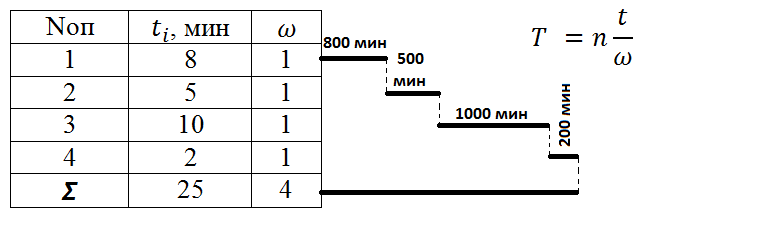
Технологический цикл простого процесса при последовательном виде движения партии деталей по операциям.
Рассмотрим на примере:
n=100
Nоп |
|
|
1 |
8 |
1 |
2 |
5 |
1 |
3 |
10 |
1 |
4 |
2 |
1 |
𝞢 |
25 |
4 |
 ,
мин
,
минСущность последовательного вида движения партии изделий по операциям следующая:
Каждая последующая операция начинается после обработки всей партии деталей на предыдущей операции.
Обработка всей партии деталей n на любой операции ведётся непрерывно.

Приемущества: простота процесса, непрерывность процесса
Недостатки: низкий коэффициент параллельности, в больших партиях изделий появляются перерывы партионности.
Область применения: мелкосерийное производство.