

Тема 4.
ТРЕБОВАНИЯ К ИСТОЧНИКАМ ПИТАНИЯ ДУГИ ОБЩЕПРОМЫШЛЕННОГО НАЗНАЧЕНИЯ
Источник питания должен обеспечивать легкое и надежное возбуждение дуги, устойчивое ее горение в установившемся режиме, регулирование мощности (тока). Источник питания должен быть рассчитан на конкретные режимы работы, т. е. на определенную нагрузку и определенные условия эксплуатации (температуру, влажность, давление, пространственное положение сварного шва), при которых все его свойства проявляются оптимально.
Для возбуждения дуги в атмосфере воздуха даже при небольшом расстоянии между электродом и свариваемым изделием, измеряемом несколькими миллиметрами, требуется очень высокое напряжение, порядка тысяч вольт. Если газы в дуговом промежутке частично ионизировать, то для возбуждения дуги требуется напряжение, близкое к напряжению стабильного горения дуги. При горении в атмосферных условиях это напряжение составляет 20—30 В. В момент возбуждения дуги кратковременным замыканием электрода на изделие или высокочастотным разрядом в дуговом промежутке появляются пары металла и ионизированный газ. При наличии напряжения, близкого к напряжению зажигания дуги, произойдет ее возбуждение (рис. 4.1). Время восстановления напряжения В от короткого замыкания UK до напряжения, равного напряжению возбуждения UЗ, должно быть минимальным, не более 0,05 с.
Надежное возбуждение дуги связано также с оптимальной скоростью нарастания тока короткого замыкания в начальный момент до пикового Iпк , а затем до установившегося Iк значения. При больших скоростях нарастания тока короткого замыкания наблюдается взрывной характер оплавления электрода; при малых скоростях затрудняется образование ионизированного промежутка между электродом и свариваемым изделием.
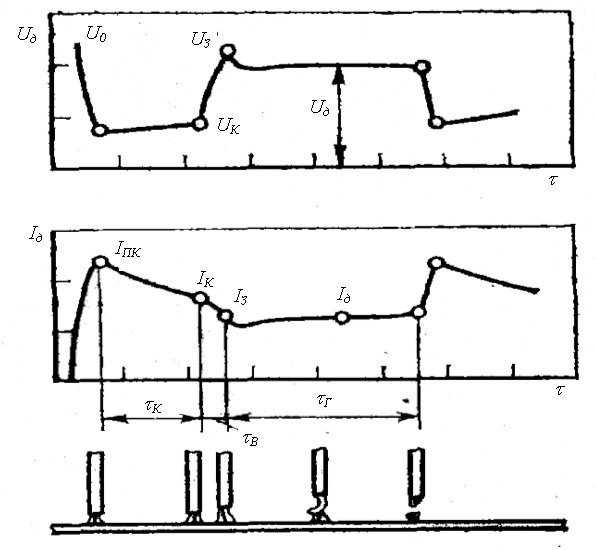
Рис. 4.1. Характерные изменения напряжения и тока дуги при сварке плавящимся электродом (к — время короткого замыкания; в — время возбуждения; г — время устойчивого горения дуги)
Источник питания при определенных режимах работы должен удовлетворять двум группам требований: технологическим и технико-экономическим.
Технологические требования. Эти требования определяются техническими возможностями достижения технологических свойств, которые определяются, в свою очередь, статическими и динамическими свойствами источника питания и свойствами нелинейных участков — разрядного промежутка и ванны.
Прежде всего источник должен легко настраиваться на требуемый режим сварки. Для этой цели в источниках необходимы регулирующие устройства, позволяющие получать семейство внешних вольт-амперных характеристик (рис 4.2). Для некоторых способов сварки большое значение имеет возможность дистанционной настройки режима работы источника.
Совершенствование способов и технологии дуговой сварки предъявляет к источникам разнообразные и многочисленные требования. Например, источники питания для сварки вольфрамовым электродом целесообразно снабжать осцилляторами для зажигания дуги без применения короткого замыкания, устройствами для плавного регулируемого во времени нарастания тока при зажигании дуги и гашения ее при окончании автоматической сварки.
При выборе внешней вольт-амперной характеристики источника прежде всего необходимо соблюдать условия устойчивого горения дуги. Однако даже при соблюдении этих условий стабильность горения дуги может быть повышена при выборе наиболее рациональной формы вольт-амперной характеристики источника, определяемой из рассмотрения конкретных условий ведения процесса сварки.
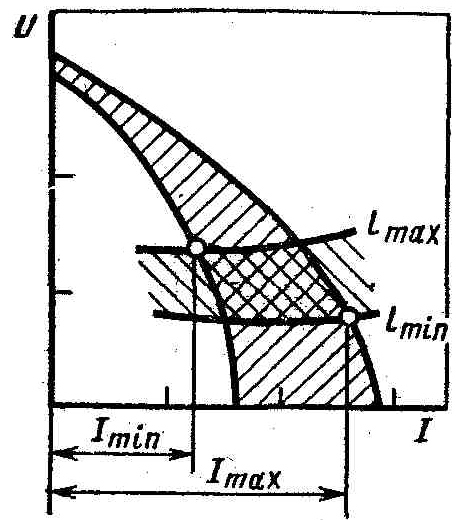
Рис. 4.2 - Граничные падающие внешние вольт-амперные характеристики источника питания дуги
При дуговой сварке покрытыми электродами и вольфрамовым электродом часто происходит изменение длины дуги. При ручной сварке эти изменения связаны с выполнением швов в труднодоступных местах и квалификацией сварщика. При сварке вольфрамовым электродом удлинение дуги возможно за счет его оплавления.
Колебания длины дуги при названных способах сварки должны приводить к незначительным изменениям сварочного тока. В противном случае будет наблюдаться существенная разница в геометрических размерах сварочной ванны и шва.
Сварку покрытыми электродами и вольфрамовым электродом выполняют на небольших плотностях тока. Статическая вольт-амперная характеристика дуги имеет падающую форму. Для горения дуги необходимы источники только с падающими вольт-амперными характеристиками. Наименьшее изменение тока обеспечивается при применении источников с крутопадающими вольтамперными характеристиками (рис. 4.3):
I1К<I1П ; I2К<I2П ,
где IК и IП— изменение тока соответственно при крутопадающей и пологопадающей вольт-амперной характеристике источника.
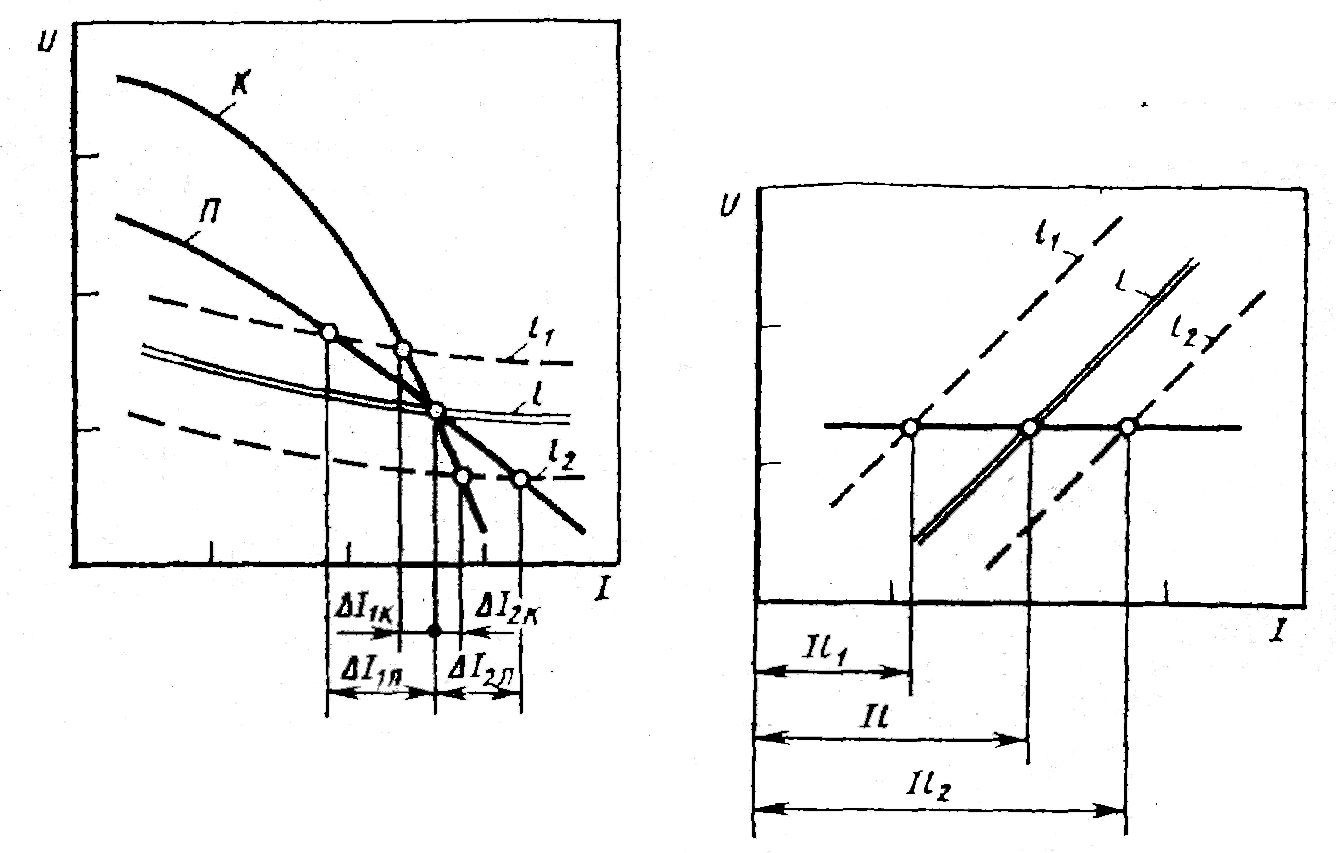
Рис. 4.3 - Влияние крутизны падения вольт-амперной характеристики источника на изменение сварочного тока (l, l1, l2 — длины дуг; l2 < l, l1> l К-крутопадающая; П-пологопадающая |
Рис. 4.4 - Зависимость изменения тока от колебаний длины дуги (сплошная линия — вольтамперная характеристика источника)
|
При механизированной сварке плавящимся электродом под флюсом {по флюсу) и в среде защитных газов требуется автоматическое поддержание основных параметров дуги — тока и напряжения. Для этих целей используют саморегулирование дуги. Оно заключается в изменении скорости плавления электродной проволоки при колебаниях длины дуги. Сущность процесса саморегулирования ясна из графической зависимости, приведенной на рис. 4.4. Длина дуги при сварке изменяется от l1 до l2. Скорость подачи электродной проволоки постоянна.
В установившемся режиме (при lд = l) скорость подачи проволоки равна скорости ее плавления. При уменьшении длины дуги (lд = l2 и l2 <l) возрастает сварочный ток (Il 2 > Il). Благодаря этому увеличивается скорость плавления электрода, и заданная длина дуги восстанавливается l2 l. При увеличении длины дуги (lд = l1 и l1 >l) будет наблюдаться обратный процесс. Произойдет уменьшение сварочного тока (Il 1 < Il) и соответственно скорость плавления электрода. Длина дуги сократится l1 l.
Саморегулирование дуги особенно эффективно при сварке на больших плотностях тока и протекает тем активнее, чем больше изменения тока при колебаниях длины дуги.
При механизированной и автоматической сварке порошковой проволокой, а также в среде защитных газов под флюсом тонкой проволокой статическая характеристика дуги возрастающая. Для питания дуги принципиально пригодны источники с падающими П, жесткими Ж и возрастающими В вольтамперными характеристиками. Однако наибольшее изменение сварочного тока при колебаниях длины дуги, необходимое для активизации процесса саморегулирования, будет наблюдаться при выборе источника питания с возрастающими вольт-амперными характеристиками (рис. 4.5).

Рис. 4.5 – Влияние формы внешней характеристики источника на изменение тока при колебаниях длины дуги
I1В>I1Ж>I1П ; I2В>I2Ж>I2П,
На практике применяют главным образом источники питания с пологопадающими и жесткими вольтамперными характеристиками.
Статические свойства источника отражены в его внешней статической характеристике и ее соответствии вольт-амперной характеристике дуги, так как способность энергетической системы источник — дуга — ванна поддерживать устойчивое горение дуги и заданный режим зависит от видов и взаимного расположения этих характеристик.
О динамических свойствах источника можно судить по характеру и скорости протекания переходных процессов в системе источник—дуга — ванна, сопровождающихся резкими изменениями сварочного тока при ступенчатых изменениях проводимости разрядного промежутка, которые вызываются резкими переходами из одного установившегося режима в другой (например, при переходе от холостого хода к короткому замыканию при первоначальном возбуждении дуги). Кроме того, при сварке могут наблюдаться относительно небольшие колебания напряжения на дуге и тока дуги, вызываемые процессами в разрядном промежутке (изменением длины дуги, переносом капель расплавленного металла, перемещением активных пятен на поверхностях электрода и изделия, возникновением в столбе дуги потоков ионизированного газа, колебаниями напряжения сети, неравномерностью скорости подачи сварочной проволоки и т. д.).
Технико-экономические показатели. К этим показателям относятся коэффициент полезного действия (к.п.д.), коэффициент мощности (соs ), габаритные размеры, массы, показатели надежности, эргономические (размещение) и технологические показатели конструкции источников, соответствие правилам безопасности и т. п.
Коэффициент полезного действия характеризует потери энергии в самом источнике
И = NД 100/ NC,
где NД – мощность дуги, NC – мощность, потребляемая из сети.
Для различных источников питания дуги И находится в широких пределах и составляет 45 – 98%.
Коэффициент мощности и к.п.д.
Большие индуктивные сопротивления обмоток трансформаторов с усиленными магнитными полями рассеяния приводят к большим индуктивным падениям напряжения, низкому коэффициенту мощности и большому потреблению реактивной мощности из сети. Практически при нагрузках, близких к номинальным, коэффициент мощности cos 0,50,55, а при холостом ходе cos 0,10,12.
Для увеличения cos и компенсации реактивной мощности параллельно первичной обмотке в некоторых типах трансформаторов включают емкости в виде конденсаторных батарей, обеспечивающих cos 0,8. На рисунке 9 приведена зависимость cos от коэффициента нагрузки :
![]() I2H=500А
(6)
I2H=500А
(6)
К.п.д. сварочного трансформатора:
![]() (7)
(7)
где PД - мощность сварочной дуги, a P1 = U1 I1 cos = S1 cos — активная мощность, потребляемая трансформатором из сети. Произведение действующих значений первичного напряжения и первичного тока называют полной первичной мощностью трансформатора S1 . Полная мощность измеряется в киловольт-амперах. Из выражения (7) следует, что
![]() S1=U1I1
(8)
S1=U1I1
(8)
![]()
Коэффициент с = cos 1 называют коэффициентом использования полной мощности трансформатора.
Выражение для к.п.д. (8) можно написать иначе если подставить вместо РД и Р1 их значения. Мощность сварочной дуги равна
PД = UД I2 Д (9)
P2 = U2 I2 Д
где д = 0,850,95 учитывает снижение активной мощности дуги из-за искажения форм кривых тока и напряжения на дуге по сравнению с синусоидой. Коэффициент д тем меньше, чем сильнее искажение. Активная мощность, потребляемая из сети:
P1 = U1 I1 cos 1 = PД + PОБМ + PC + PДОБ (10)
где PОБМ = I12 R1 + I22 R2 — потери на нагрев обмоток; PC —потери на нагрев стали сердечника трансформатора от вихревых токов и от перемагничивания; PДОБ — добавочные потери на нагрев кожуха и других конструктивных элементов трансформатора из-за вихревых токов, индуктируемых усиленными полями рассеяния. Эти потери составляют около 3% от РД. С учетом сказанного выражение (7) примет вид
![]() (11)
(11)
На рисунках 4.6, 4.7 приведены зависимости к.п.д. и cos 1 от коэффициента нагрузки . Наибольшее значение имеет при 0,5. При некотором дальнейшем увеличении нагрузки мало изменяется, а затем резко снижается.
|
Рис. 4.6 - Зависимость cos 1 трансформатора от коэффициента нагрузки |
|
Рис. 4.7 - Зависимость к.п.д. трансформатора от коэффициента нагрузки |
Режимы работы источников питания. Источник питания для дуговой сварки рассчитывается на определенную нагрузку, при которой он работает, не перегреваясь выше установленных норм, т. е. рассчитывается по нагреву на определенный режим работы, определяемый характером изменения нагрузки во времени P = f(t). Источник питания рассчитывается также на заданную величину напряжения, которая определяет класс применяемых изоляционных материалов.
Ток, напряжение, мощность и режим работы источника питания, на которые он рассчитан, называются номинальными(IН, UH, PH).
При эксплуатации источника питания происходит нагрев его обмоток, ферромагнитных сердечников и ряда конструктивных элементов (кожуха, стяжных болтов и т. д.). Под перегревом понимают превышение температуры Т источника питания над температурой окружающей среды:
= T - T0,
где —температура перегрева; Т — температура источника питания; Т0 — температура окружающей среды. После включения источника питания температура Т повышается и температура перегрева нарастает, пока не достигнет установившегося значения у, при котором повышение температуры Т прекращается. При изменениях нагрузки происходит изменение Т и .
Различают три режима работы источников питания для дуговой сварки: продолжительный, перемежающийся и повторно-кратковременный.
Продолжительным режимом называется такой режим, при котором источник успевает за время работы нагреться до температуры у (рис. 4.8).
Уравнение кривой нагрева T=f(t) для продолжительного режима работы
![]()
Величина подкасательной НАГР называется постоянной времени нагрева. Она характеризует скорость возрастания во времени температур и Т данного источника. За время t, равное НАГР, температура перегрева достигает 63% от У.

Рис. 4.8. Характеристики продолжительного режима работы: а график изменения нагрузки источника питания во времени P = f(t); б —кривая нарастания температуры во времени T = f(t) для продолжительного режима работы.
Перемежающийся режим характерен тем, что время tp работы (сварки) чередуется со временем перерывов работе tn (пауз). На рис. 4.9, а дан график изменения нагрузки во времени при перемежающемся режиме работы.
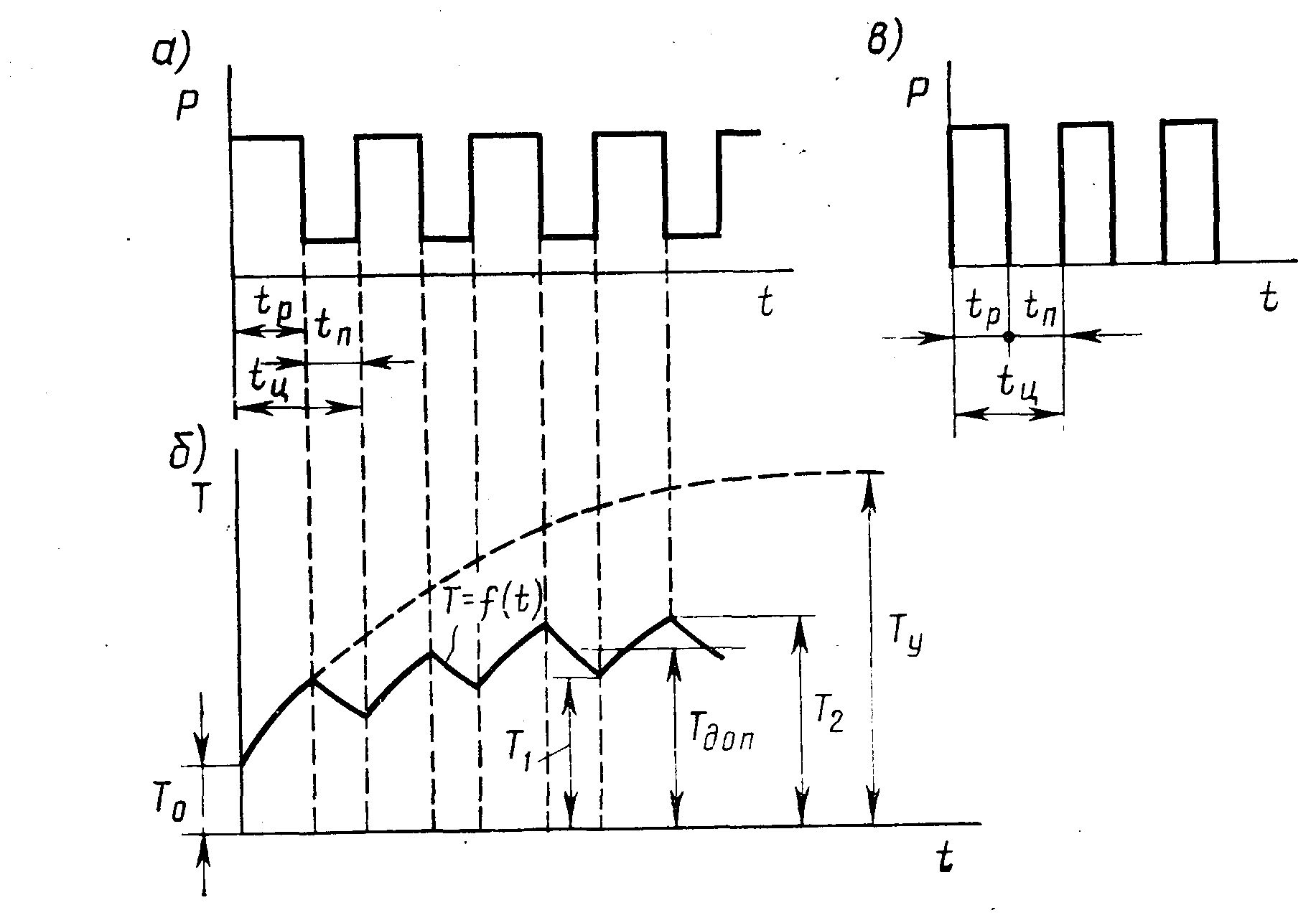
Рис. 4.9. Характеристики перемежающегося и повторно-кратковременного режима работы: а – график изменения нагрузки во времени при перемежающемся режиме; б – кривая нарастания температуры при перемежающемся режиме; в – график изменения нагрузки во времени при повторно-кратковременном режиме
При этом режиме за время работы tp температура источника не успевает достигнуть значения установившейся температуры Ту, а за время перерывов в работе tn источник не успевает охладиться до температуры окружающей среды Т0 (рис. 4.9, б). Время tП соответствует режиму холостого хода источника. Процесс охлаждения, так же как и процесс нагрева, описывается экспоненциальной кривой. По истечении некоторого промежутка времени температура источника колеблется между некоторым максимальным значением Т2 и минимальным Т1. Среднее значение этих двух температур Тдоп обычно выбирается как расчетное. У реальных источников питания постоянная времени охлаждения несколько больше постоянной времени нагрева.
Перемежающийся режим для нагрузки циклического типа характеризуется относительной продолжительностью нагрузки за время цикла tц= tР + tП .
![]()
Повторно-кратковременный режим отличается от перемежающегося тем, что источник питания, получающий энергию от силовой сети, во время пауз в работе отключается от сети (рис. 4.9, в) Повторно-кратковременный режим характеризуется продолжительностью включения:
![]()
Если величина ПН% (или ПВ%) отличается от номинальной приведенной в паспорте установки, то величину сварочного тока соответствующую другому значению ПН% (или ПВ%), можно найти, пользуясь формулой
![]()
При этом максимальная величина тока ограничивается расчетными данными установки.