

3.2. Начальное зажигание дуги
Под начальным зажиганием дуги понимают процесс возбуждения дуги в начале сварки. От него нужно отличать повторное зажигание после случайных обрывов дуги, которое выполняется теми же способами, что и начальное, но происходит в более благоприятных условиях при уже разогретых электродах. Практическое применение при дуговой сварке нашли два способа начального зажигания: высоковольтным искровым разрядом и разрывом цепи короткого замыкания электрода на изделие.
Зажигание дуги высоковольтным разрядом иллюстрирует рис. 3.1. При этом параллельно основному источнику подключается вспомогательный высоковольтный источник малой мощности. По соображениям безопасности он выполняется импульсным или высокочастотным (частота f > 100 кГц). Назначение высоковольтного источника — пробить искрой, т. е. ионизировать межэлектродный промежуток, по которому затем пойдет сварочный ток.
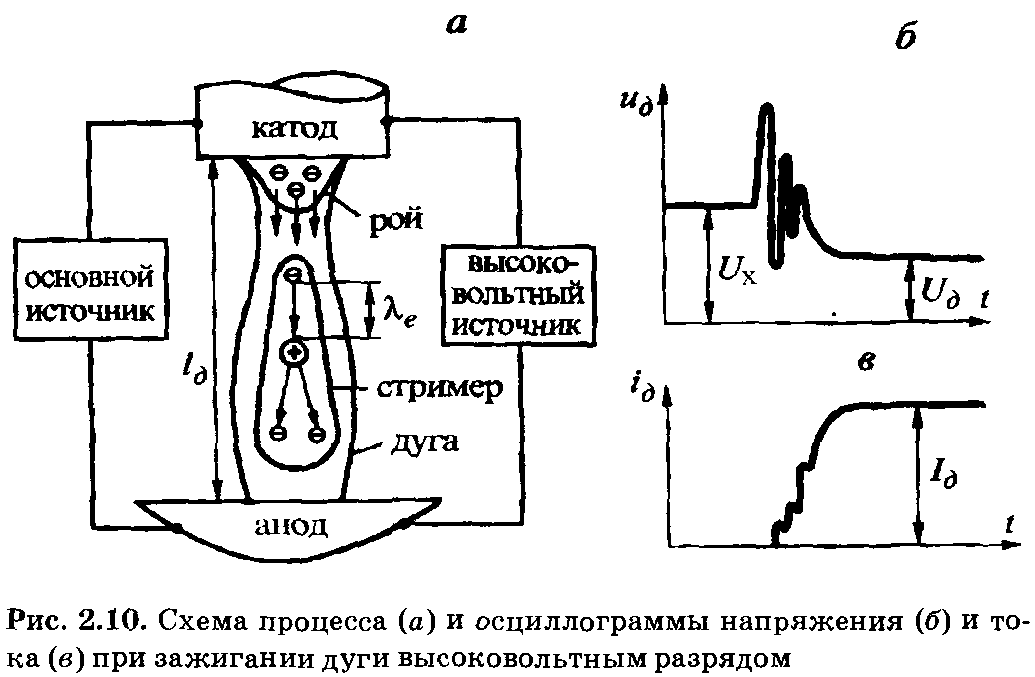
Рис. 3.1. Схема процесса (а), осциллограммы напряжения (б) и тока (в) при зажигании дуги высоковольтным разрядом
Механизм высоковольтного пробоя газового промежутка можно представить следующим образом. Высоковольтный источник создает между электродами мощное электрическое поле напряжением в несколько тысяч вольт. При любой температуре в межэлектродном промежутке имеется небольшое количество свободных электронов. Такой электрон разгоняется полем и при столкновении с нейтральными частицами ионизирует их. При этом образуется лавина электронов, быстро несущихся к аноду, и облако положительных ионов, медленно движущихся к катоду. Другие свободные электроны, а также электроны, образованные фотоионизацией от возбужденных атомов, вызывают новые короткие лавины, вливающиеся в первую. В результате образуется стример — плазменный канал, состоящий из заряженных частиц. Головка стримера, состоящая из положительно заряженных ионов, постепенно прорастает по направлению к катоду, из которого в результате вырывается рой электронов. Рой многократно усиливает ионизацию в стримере и увеличивает его проводимость. Происходит пробой газового промежутка, между электродами образуется ионизированный плазменный мостик, по которому начинает протекать ток от основного источника.
Под действием тока основного и вспомогательного источников происходит разогрев электродов и развитие термоэлектронной эмиссии с катода. Если ток и напряжение основного источника достаточны для существования самостоятельного дугового разряда, вспомогательный источник отключают.
Зажигание дуги разрывом цепи короткого замыкания внешне выглядит довольно просто (рис. 3.2). При замыкании электрода на изделие сопротивление нагрузки составляет всего 0,01-0,2 Ом, поэтому ток короткого замыкания достигает сотен ампер. С начала короткого замыкания (т. 1) напряжение источника резко уменьшается до сравнительно низкой величины UИК = 2 – 5 В, включающей в себя падения напряжения в контакте, на вылете электрода и в проводах. Ток короткого замыкания быстро возрастает до установившегося значения Iк. Разрыв цепи короткого замыкания (т. 2) происходит через tK = 0,01-1 с после начала процесса в результате отвода электрода или разрушения перемычек между электродом и изделием. Дело в том, что площадь таких перемычек сравнительно мала, поэтому плотность тока в них настолько велика, что наблюдается их мгновенное расплавление и даже испарение.

Рис. 3.2. Стадии процесса (а) и осциллограммы напряжения (б) и тока (в) при зажигании дуги разрывом цепи короткого замыкания
После разрыва цепи короткого замыкания (т.2) наступает стадия развития дугового разряда. Напряжение источника скачком увеличивается до значения Uдн , равного сумме приэлектродных падений напряжения Uдн = Uкат + Uан), а затем более плавно в течение времени tдy = 0,05-0,2 с по мере отвода электрода достигает установившегося значения Uи = Uд , соответствующего начальной длине lдн (т. 3). Ток после короткого замыкания резко снижается и достигает установившегося значения Iд. На стадии дугового разряда ток создается движением первичных носителей (электронов и ионов), возникших в результате разрыва цепи короткого замыкания. Источником первичных электронов может служить автоэлектронная эмиссия с катода. Установлено, что на ранней стадии разведения электродов при расстоянии между ними около 10-9 мм даже относительно низкое напряжение источника обеспечивает высокую напряженность электрического поля около 1011 В/мм, достаточную для вырывания электронов из катода. Возможным источником первичных электронов является и термоэлектронная эмиссия с катода, поскольку при плавлении и испарении перемычки металл на поверхности электрода достигает температуры 2000-6000 К. Наконец, пар металла, образовавшийся между электродами при такой температуре, достаточно электропроводен благодаря частичной ионизации. При последующем увеличении числа носителей возникает самостоятельный дуговой разряд.
Оценим условия надежного зажигания. На первой стадии необходимо обеспечить энергичный разрыв цепи короткого замыкания. При недостаточной плотности тока в электроде (менее 20 А/мм2) жидкие перемычки между электродом и изделием не взрываются, а, наоборот, застывают. «Примерзание» или «прилипание» электрода можно предотвратить его резким отводом или кратковременным изменением тока. Заметный эффект от увеличения тока, горячий пуск, наблюдается лишь при Iк 1,5 Iд. Результат дает и прием противоположного смысла, холодный пуск, т. е. начальное снижение тока до 0,1-0,3 от установленного значения. В этом случае металл в перемычках вообще не плавится, и поэтому прилипания не наблюдается. Естественное превышение тока короткого замыкания над сварочным в несколько раз, наблюдающееся при механизированной сварки плавящимся электродом, также гарантирует отсутствие прилипания.
На второй стадии важно, чтобы напряжение источника было достаточным для питания дуги (Uи Uд). У малоинерционных источников, таких как диодные выпрямители, восстановление Uи происходит практически мгновенно. Поэтому для них справедливо соотношение, из которого следует, что для надежного зажигания следует увеличивать напряжение холостого хода источника Uх и снижать его сопротивление ZИ. Длину дуги с этой же целью снижают. Действительно, при чрезмерном удлинении возникшая дуга может оборваться.
![]()
Проблема осложняется для источников с большой электромагнитной инерцией – тиристорных выпрямителей с обратными связями. У них восстановление ЭДС после короткого замыкания идет сравнительно медленно, что может привести к опасному провалу тока до Idmin и даже обрыву дуги.
При субъективной оценке по ГОСТ 25616-83 у источников для ручной сварки покрытым электродом непосредственным критерием надежности начального зажигания принято считать количество попыток до первой успешной. Близким смыслом обладает критерий в виде доли успешных попыток. В качестве объективного критерия надежности начального зажигания можно принять предельную начальную длину дуги. Это расстояние, до которого удается отвести электрод от детали при начальном зажигании без обрыва дуги. У большинства источников для ручной сварки покрытым электродом lдн = (2 – 5)dэ она увеличивается с ростом напряжения холостого хода и установленного тока. При оценке источника по этому критерию следует иметь в виду, что lдн зависит также от свойств электрода. Поэтому при испытании источника постоянного тока рекомендуется использовать электроды с основным покрытием, например марки УОНИ-13/55. Источники же переменного тока испытывают при сварке электродами с рутиловым покрытием, обеспечивающим более легкое зажигание.