

Конструкторская часть
Разработка и выбор оборудования
При выборе основного технологического оборудования следует руководствоваться конструктивно-технологическими особенностями изготавливаемого изделия. Разработка конструкции электрического скутера производилась с помощью программы «Компас-3D»
Система «Компас-3D» предназначена для создания трёхмерных ассоциативных моделей отдельных деталей и сборочных единиц, содержащих как оригинальные, так и стандартизованные конструктивные элементы. Параметрическая технология позволяет быстро получать модели типовых изделий на основе однажды спроектированного прототипа. Многочисленные сервисные функции облегчают решение вспомогательных задач проектирования и обслуживания производства.
Ключевой особенностью «Компас-3D» является использование собственного математического ядра и параметрических технологий, разработанных специалистами компании «Аскон».
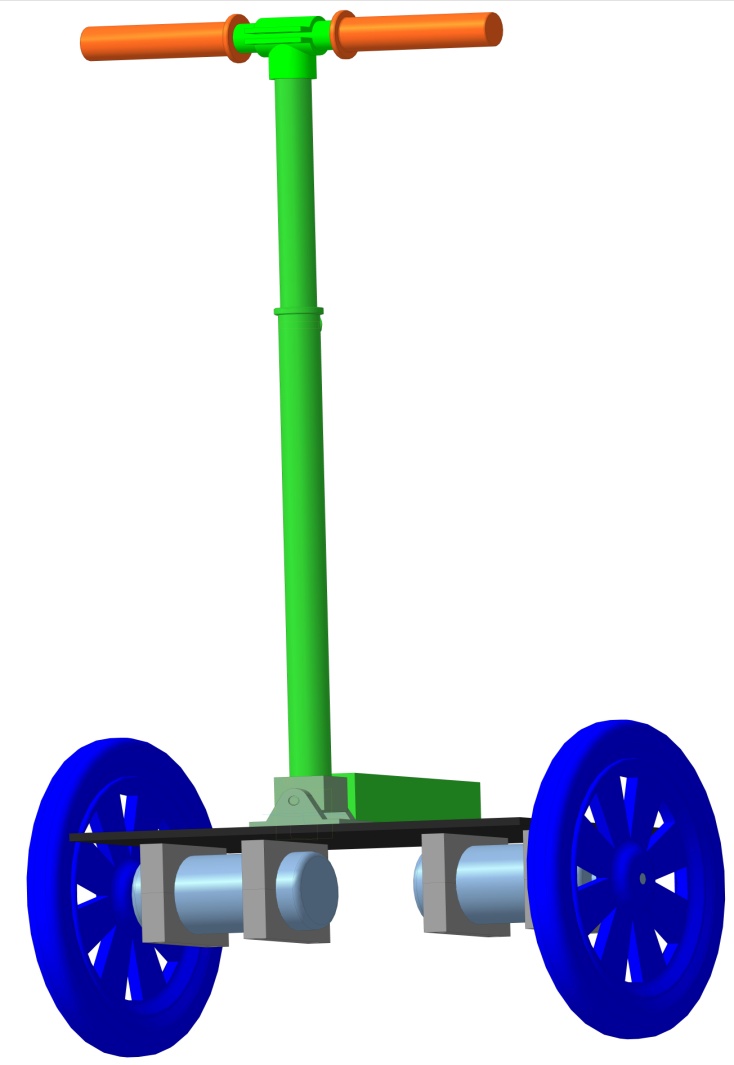
Рисунок 2.1-.Вид электрического скутера.
Изначально в пакете «Компас-3D» была разработана трехмерная модель электрического скутера, на которой были отражены основные элементы и идеи (особенности) конструкции робота.
Для обеспечения высокой проходимости и маневренности были выбраны колеса диаметром-360мм.В итоге получившийся клиренс составит-12 см.и даст возможность подниматься на склоны до 35градусов.Смена направления осуществляется путем отклонение рулевой колонки в лево и в право. Для этого была разработана деталь крепления рулевой колонки к раме скутера. Которая передает угол поворота руля на подстрочный потенциометр.
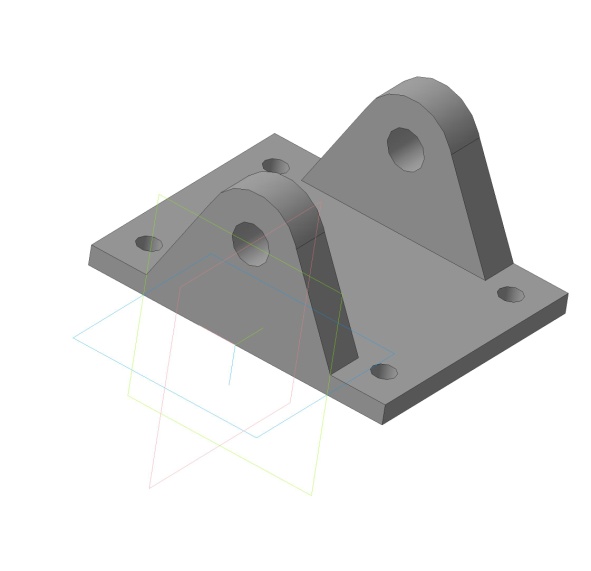
Рисунок 2.2- .Шарнирный механизм руля деталь 1
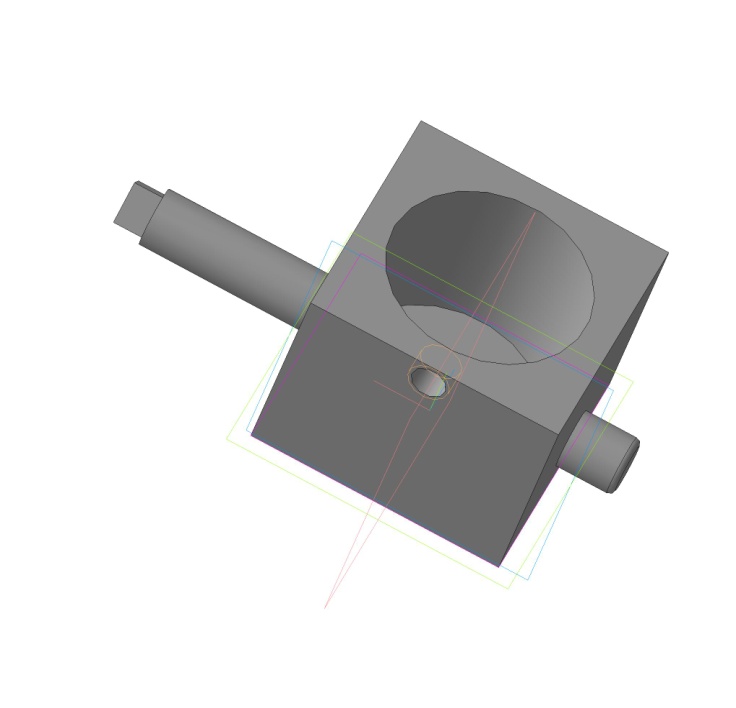
Рисунок 2.3- .Шарнирный механизм руля деталь 2
Учитывая высокую нагрузку на эту деталь. А также долгую эксплуатацию. Решено изготавливать деталь из стали марки 45
Марка: 45 (заменители 40Х, 50, 50Г2) Класс: Сталь конструкционная углеродистая качественная Вид поставки: сортововй прокат, в том числе фасонный: ГОСТ 1050-88, ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006, ГОСТ 8509-93,ГОСТ 8510-86, ГОСТ 8239-89, ГОСТ 8240-97, ГОСТ 10702-78 Калиброванный пруток ГОСТ 1050-88, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78. Шлифованный пруток и серебрянка ГОСТ 14955-77. Лист толстый ГОСТ 1577-93, ГОСТ 19903-74. Лист тонкий ГОСТ 16523-97. Лента ГОСТ 2284-79. Полоса ГОСТ 103-2006, ГОСТ 1577-93, ГОСТ 82-70. Проволока ГОСТ 17305-91, ГОСТ 5663-79. Поковки и кованые заготовки ГОСТ 8479-70,ГОСТ 1133-71. Трубы ГОСТ 8732-78, ГОСТ 8733-74, ГОСТ 8734-75, ГОСТ 8731-74, ГОСТ 21729-76. |
|
Использование в промышленности: вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной термообработке детали, от которых требуется повышенная прочность. |
|
Удельный вес: 7826 кг/м3
Термообработка: Состояние поставки
Твердость материала: HB 10 -1 = 170 МПа
Температура критических точек: Ac1 = 730 , Ac3(Acm) = 755 , Ar3(Arcm) = 690 , Ar1 = 780 , Mn = 350
Свариваемость материала: трудносвариваемая. Способы сварки: РДС и КТС. Необходим подогрев и последующая термообработка.
Температура ковки, °С: начала 1250, конца 700. Сечения до 400 мм охлаждаются на воздухе.
Обрабатываемость резанием: в горячекатаном состоянии при HB 170-179 и σв=640 МПа, К υ тв. спл=1 и Кυ б.ст=1
Флокеночувствительность: малочувствительна.
Склонность к отпускной хрупкости: не склонна.
Изготавливать деталь решено на токарном Станке Optimum D280x700G (220 В) с ЧПУ и ШВП 3427001KS
Технические характеристики |
|
Электропитание |
|
Двигатель |
850 Вт ~50 Гц |
Станочные данные |
|
Высота центров, мм |
140 |
Наибольший диаметр обрабатываемой детали, мм |
266 |
Наибольшая длина обрабатываемой детали, мм |
700 |
Ширина станины, мм |
180 |
Частота вращения шпинделя, об/мин |
150 - 2000 |
Количество ступеней |
6 |
Внутренний конус шпинделя |
МК 4 |
Ход верхней каретки суппорта, мм |
60 |
Ход поперечной каретки суппорта, мм |
160 |
Диаметр проходного отверстия шпинделя, мм |
26 |
Внутренний конус пиноли задней бабки |
МК 2 |
Перемещение пиноли задней бабки, мм |
85 |
Продольная подача, мм/об |
0,07 - 0,2 |
Пределы шага нарезаемых метрических резьб, мм |
0,2 - 3,5 |
Пределы шага нарезаемых дюймовых резьб, ниток на дюйм |
8 - 56 |
Высота державки резца, мм |
13.5 |
Габаритные размеры, мм |
1370 x 640 x 535 |
*Габаритные размеры DC Vario, мм |
1370 x 660 x 440 |
Масса станка, кг |
180 |
|
|
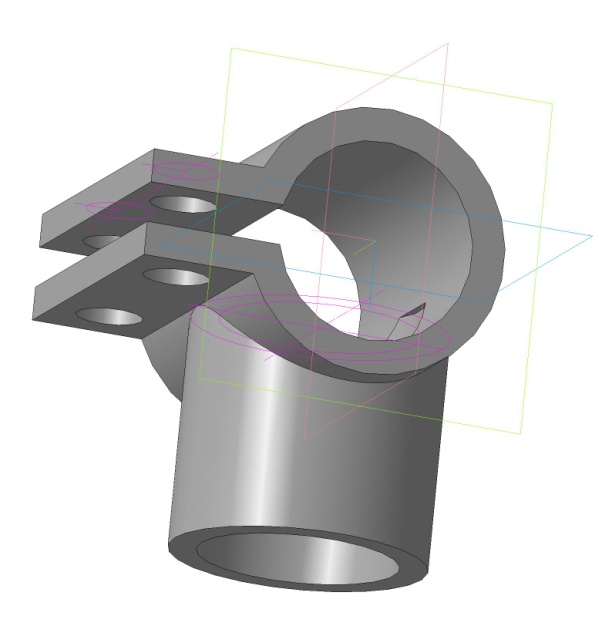
Рисунок 2.4-Крепление руля.
Крепление руля. Разработано для соединения рулевой колонки с ручкой.Материал для изготовления был выбран ПВХ-С-6388-Ж ГОСТ 14332-78.деталь будет изготавливаться на термопласт автомате, методолм литья под давлением. Термопластавтомат (ТПА) — инжекционно-литьевая машина, применяемая для изготовления деталей из термопластов методом литья под давлением. В настоящее время более трети штучных изделий из полимерных материалов в мире производится с использованием термопластавтоматов. Более половины номенклатуры оборудования, применяемого в переработке полимеров, предназначено для литья под давлением. Технология литья идеально соответствует массовому производству изделий сложной формы, важным требованием к которым является точное соответствие размерам. Промышленное литье (промлитье) осуществляется по ГОСТам.
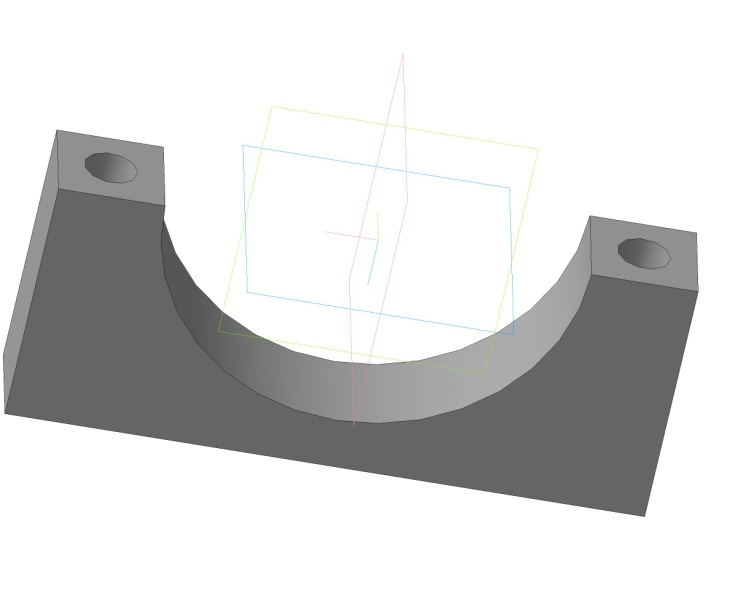
Рисунок 2.5 .Крепление электродвигателя.
Крепление двигателя. Разработано для соединения двигателей с рамой.Материал для изготовления был выбран ПВХ-С-6388-Ж ГОСТ 14332-78.деталь будет изготавливаться на термопласт автомате, методом литья под давлением.
Краткое описание термопластавтоматов и рекомендации для оптимального подбора термопластавтомата для производства
1. Усилие запирания формы. Это основной критерий для выбора ТПА в настоящее время в России. Величина усилия смыкания обычно выносится производителем термопласт автоматов в маркировку каждого конкретного ТПА. Усилие запирания - усилие, необходимое для запирания формы, определяется площадью литья и распределением давления в форме в процессе ее заполнения или выдержки полимера под давлением. Это усилие должно быть равным усилию, возникающему в форме при литье, или быть больше него. Несоблюдение этого условия приводит к тому, что форма раскрывается, образуется облой и масса, а также размеры изделий увеличиваются, что недопустимо в свете современных требований к качеству и экономичности процесса литья. При увеличении площади литья возникает необходимость в повышении усилия, требуемого для запирания формы. Необходимое усилие запирания формы зависит от технологии литья, технологических свойств полимера и многих других факторов процесса литья. При работе на машинах с небольшим усилием запирания можно получать детали высокого качества только при наличии специальных режимов (со сбросом давления) и при высокой культуре производства, а также при применении специальных технологий литья под давлением, таких как литье со вспенивателями, литье с газом. Усилие запирания формы определяет конструкцию механизма смыкания термопластавтомата.
2. Объем впрыска ТПА. Объем впрыска (и как следствие масса впрыскиваемого полимерного материала) - также важнейшая техническая характеристика для выбора ТПА. В настоящее время выпускают литьевые машины с самым разнообразным объемом впрыска - от долей куб см до нескольких десятком дм куб. Несмотря на то, что сотни различных по типоразмерам литьевых машин выпускаются большим количеством производителей термопластавтоматов, трудно установить предпочтительный объем впрыска за цикл. Каждый изготовитель производит литьевые машины нескольких типоразмеров, отличающихся между собой объемом впрыска (ряд машин, линейка ТПА).
3. Расстояние между плитами и ход подвижной плиты. Расстояние между плитами и ход подвижной плиты зависят от ассортимента отливаемых изделий. Максимальное расстояние между плитами и ход подвижной плиты определяют максимальную высоту формы и, следовательно, высоту изделия, которую можно получить на данной машине.
Расстояние между плитами можно регулировать в достаточно широких пределах, которые выбираются производителем литьевых машин. Как правило, на современных ТПА, максимально возможная величина высоты прессформы больше минимальной высоты примерно в 2,5 раза. При оптимальных значениях расстояний между плитами ТПА снижается масса формы, облегчается ее эксплуатация, отпадает необходимость в использовании специальных дополнительных плит в формах и т. д.
Ход подвижной плиты и максимальное расстояние между плитами связаны между собой; от их значения в определенной степени зависит конструкция термопластавтомата. Например, ход влияет на длину рычагов и условия их работы в гидромеханических конструкциях механизма смыкания и запирания ТПА; от хода плиты зависят длина гидроцилиндра, размеры некоторых вспомогательных механизмов. Для регулирования расстояния между плитами можно использовать различные механизмы. Выбор конструкции этих механизмов зависит от этого расстояния и от предпочтений производителей термопластавтоматов и их ноу-хау.
4. Расстояние между колоннами. Эти расстояния, а особенно горизонтальное расстояние между колоннами термопластавтомата, также немаловажны при правильном выборе необходимого ТПА. Прежде всего, эти расстояния лимитируют максимальные размеры литьевых форм, а также наличие некоторых элементов их конструкций (например наличие гидростержней).
Конструкции узлов смыкания литьевых машин отличаются по числу и расположению колонн. На машинах с небольшим объемом впрыска за цикл прессовые узлы иногда имеют две колонны, расположенные по горизонтали или по диагонали. Установка литьевых форм и обслуживание машины в этом случае облегчаются. Однако, как правило, узлы смыкания современных ТПА имеют четыре колонны.
На современных машинах с номинальным объемом впрыска до 1000 см3 соотношение между площадью литья и площадью плиты между колоннами (рабочей площадью) составляет в среднем 30-60 %. Отношение полезной площади (площади литья) к общей площади плит колеблется от 12 до 25 %.
5. Объемная скорость впрыска. Значение объемной скорости впрыска материала определяет скорость, с которой полимер заполняет форму, а следовательно, гидродинамику (потери давления) и термодинамику (величину охлажденного слоя, образующегося при заполнении полимером формы, понижение температуры текущего полимера) процесса литья под давлением. Объемная скорость впрыска - важнейший параметр для получения качественных изделий при литье пластмас. Этот параметр влияет также на механодеструкцию полимера, протекающую при заполнении формы. В связи с этим объемная скорость впрыска должна быть такой, чтобы:
1) для заполнения литниковой системы (при наличии такой системы) и полости формы требовались сравнительно небольшое давление литья (для этого скорость впрыска не должна быть, с одной стороны, слишком большой, чтобы при заполнении не возникали большие напряжения сдвига и, следовательно, большие потери давления, и, с другой стороны, слишком малой, чтобы при заполнении не образовался большой охлажденный слой полимера и значительно понизилась температура текущего расплава, так как в противном случае возникают большие потери давления), причем форма должна заполняться с постоянной объемной скоростью течения;
2) формировалась структура полимерного материала изделий, обеспечивающая удовлетворительные показатели качества;
3) не произошла существенная механодеструкция полимера.
Для изготовления тонкостенных изделий (толщиной 0,2-1 мм) требуются высокие скорости впрыска. Регулирование объемной скорости впрыска осуществляется при помощи современных систем автоматики изменением расхода рабочей жидкости в гидросистеме ТПА (при применении гидравлических термопластавтоматов).
На технико-экономические показатели машины и, особенно, на ее технические возможности существенно влияет конструкция привода узла впрыска. Однако, конструкция привода узла впрыска зависит от заданной объемной скорости впрыска. Объемная скорость впрыска - один из важных факторов, определяющих энергоемкость машины.
6. Давление литья. Давление литья, необходимое для заполнения полости формы и литниковой системы (при наличии), устанавливают в гидроприводе гидравлического термопластавтомата. Его значение определяют в каждом конкретном случае, учитывая конструкцию формы и изделия, свойства перерабатываемого полимерного материала, технологические особенности переработки. Давление литья оказывает влияние на качество получаемых изделий.
Давление, необходимое для заполнения формы, зависит от времени впрыска. Высокие давления впрыска требуются при литье тонкостенных изделий из полимеров большой вязкости. Однако давление выдержки (при выдержке полимера в форме под внешним давлением), при котором получают изделия хорошего качества, как правило намного меньше давления литья. Для основных крупнотоннажных полимеров оно равно примерно 25-50 МПа.
Параметром машины служит максимальное давление (давление литья), необходимое для заполнения формы, а не для последующей выдержки под давлением, хотя бывают исключения. На современных машинах давление литья равно 60-200 МПа.
Существенные различия в давлениях литья на современных литьевых машинах определяются многообразием используемых конструкций форм и различием в свойствах перерабатываемых полимеров. Для переработки большинства полимеров на термопластавтоматах с предварительной пластикацией достаточным является давление до 100 МПа, для переработки высоковязких полимеров в тонкостенные детали, а также для формования реактопластов как правило необходимо давление 120-200 МПа.
7. Площадь литья. Площадью литья называют проекцию поверхности детали на плоскость разъема прессформы. Для многогнездных (многоместных) литьевых форм это - сумма площадей проекций всех деталей в форме плюс площадь проекции литниковой системы (для холодно канальных прессформ). Площадь литья является одним из основных параметров термопластавтомата. Этот параметр оказывает влияние на усилие, необходимое для запирания форм, на габаритные размеры плит ТПА, а, следовательно и, на цену литьевой машины.
Увеличение площади литья повышает универсальность термопластавтомата, но ухудшает его экономические показатели.Площадь литья определяет размеры плит, которые оказывают заметное влияние на массу машины.
Формы закрепляют на плитах с помощью резьбовых отверстий или продольных пазов, различным образом расположенных на плитах. Пазы являются устаревшим элементом конструкции, широко использовавшимся на ТПА марки КуаСи (ГДР). Они, как правило, создают большие удобства для закрепления форм и, кроме того, уменьшают размеры плит. Однако при наличии пазов увеличивается толщина плит приблизительно на 40-50 мм и повышается их масса, особенно на крупных машинах. Поэтому в настоящее время для крепления форм к плитам ТПА применяют резьбовые соединения. Расположение крепежных отверстий, пазов и размеры центрирующих отверстий должны быть такими, чтобы была возможность перестановки форм на различные машины. Расположение колонн определяет способ установки форм и возможность более полного использования площади плит.
8. Пластикационная способность. Под пластикационной способностью ТПА понимают производительность, которую может обеспечить инжекционный цилиндр по расплавленному полимеру (как правило по полистиролу). Задаваемая продолжительность пластикации в реальных производственных условиях зависит от продолжительности времени охлаждения детали в прессформе до заданной температуры, которое, в свою очередь, зависит от свойств перерабатываемого полимера, толщины изделия, режима переработки, задаваемых параметров качества изделия. Поэтому фактическая пластикационная способность машины - величина условная и переменная. В технической документации для термопластавтоматов и каталогах на ТПА обычно приводят пластикационную способность по полистиролу при максимальной частоте вращения шнека и температуре инжекционного цилиндра 190-220 °С.
Под производительностью литьевых машин понимают количество полимера, переработанного в изделия за единицу времени. На производительность влияют длительность цикла литья, эффективный фонд времени работы машины и объем впрыска за цикл.
9. Быстроходность. Быстроходность машины определяется количеством холостых (сухих) циклов в единицу времени. Параметр определят сравнительную способность ТПА конкретного производителя и модели к использованию в условиях необходимости производства тонкостенных изделий с короткими циклами (2-10 сек). Быстроходные термопластавтоматы применяются как правило в индустрии упаковки. В современных условиях производства упаковочных материалов именно такие стадии литьевого цикла, как смыкание, размыкание формы и выталкивание изделий, являются определяющими.
На основе критериев был выбран Термопластавтомат SM серия 50-450(рисунок 2.6)
Описание:
Компактность устройства впрыска достигается использованием двухцилиндрового дизайна.
Для увеличения продолжительности срока службы трущиеся детали, такие как шнек и ствол, подвержены азотированию.
Функции многоступенчатого регулирования давления и скорости впрыска адаптированы для удобного регулирования пользователем.
Стальные втулки износоустойчивы и имеют прочность HV800.
Автоматическая система смазки в коленно-рычажном механизме позволяет работу в круглосуточном режиме без дополнительно контроля.
Гидравлическая система выталкивания имеет несколько ступеней и позволяет контролировать выталкивание готового изделия с или без использования робота-манипулятора.
Дифференциальная гидравлика сокращает время цикла и реально экономит ваши энергозатраты.
Система защиты низкого давления обеспечивает безопасность вашей пресс-формы.

Рисунок 2.6 .Термопластавтомат SM серия 50-450.
Технологическая карта сборки.
Технологическая карта сборке электрического скутера приведена в приложении