

2.7.3. Обработка плоскостей на шлифовальных станках
Плоское шлифование является наиболее распространенным способом обработки плоскостей и фасонных линейных поверхностей, к которым предъявляются высокие требования по точности и шероховатости поверхности. Плоское шлифование производится периферией или торцом шлифовального круга. Как в одном, так и в другом случае обработка может быть осуществлена на станках с прямолинейным и вращательным движением стола с обрабатываемой деталью. Шлифование периферией круга можно осуществить при возвратно-поступательном движении стола станка с обрабатываемой заготовкой. Шлифовальный круг при этом совершает вращательное движение и движение поперечной подачи на каждый двойной ход стола, а также радиальную подачу для перемещения его на глубину шлифования.
Шлифование периферией круга можно осуществить и при закреплении обрабатываемой заготовки на круглом вращающемся столе. В этом случае шлифовальный круг совершает вращательное и одновременно возвратно-поступательное движение параллельно шлифуемой поверхности.
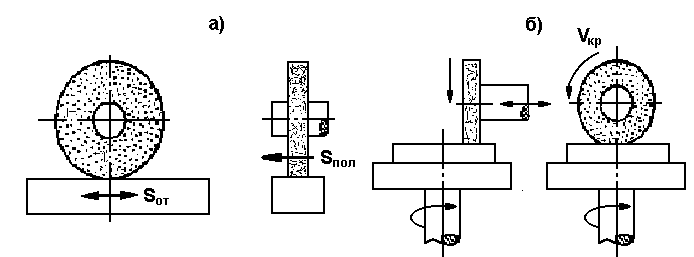
Рис.34.Основные схемы шлифования плоскостей периферией круга:
а-при возвратно-поступательном движении стола станка с обрабатываемой заготовкой; б-при закреплении обрабатываемой заготовки на вращающемся столе
При шлифовании периферией круга точность обработки достигает 0,005 мм на 500 мм длины, а шероховатость поверхности - 9 - 10-го классов чистоты. Шлифование торцом круга более производительный способ, так как он допускает обработку плоскостей большой ширины или одновременно у группы деталей, при этом торец круга перекрывает обычно всю ширину плоскости, и потому все движения в процессе шлифования сводятся к вращению круга со скоростью резания Vкр., к поступательному и вращательному движению детали и к осевой подаче круга после каждого хода или оборота стола. При шлифовании торцом круга точность обработки составляет 0,02 мм для станков с круглым столом и 0,015 мм - для станков с прямоугольным столом на 1000 мм длины, шероховатость поверхности до 9-го класса чистоты.
а) б)

Рис.35.Шлифование торцом круга
Фасонные поверхности шлифуют специально заправленными шлифовальными кругами.
2.7.4. Обработка плоскостей в протяжных станках
В массовом производстве широко распространено протягивание наружных плоскостей. Выполняется оно на протяжных станках горизонтального и вертикального типов с помощью специальных протяжек. Плоские протяжки работают по двум схемам: профильной и прогрессивной.
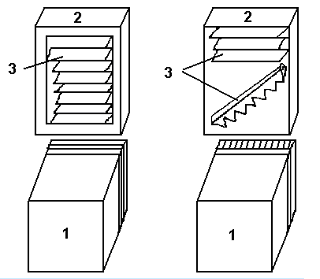
Рис.36.Схема протягивания плоскостей:
а - по профильной схеме; б - по прогрессивной схеме;
1-заготовка;2-ползун станка;3-протяжки
По профильной схеме протягивают предварительно обработанные строганием или фрезерованием поверхности. По прогрессивной схеме протягивают черные поверхности штамповок, поковок и литых заготовок, имеющих на поверхности корку, окалину и другие включения. При протягивании черных плоскостей корка разрезается в поперечном направлении, что не может повредить режущие кромки протяжки. При прогрессивном протягивании снимается припуск от 2 до 6 мм. Шероховатость поверхности - 7-го класса чистоты.
2.8. Обработка резьбовых поверхностей
2.8.1. Виды резьб, их назначение и классификация
Резьбы подразделяют на цилиндрические и конические. Конические резьбы применяют обычно в тех случаях, когда требуется плотность резьбового соединения.
Основным видом цилиндрической резьбы в России является метрическая резьба. По величине шага эта резьба подразделяется на резьбу с крупным и мелким шагом. Таким образом, одному и тому же номинальному диаметру резьбы соответствует несколько шагов разной величины.
Кроме указанных резьб, используют специальные цилиндрические резьбы: трубную, трапецеидальную, упорную, круглую.
Трубная резьба представляет собой измельченную по шагу дюймовую резьбу с закругленными впадинами.
Трапецеидальную резьбу обычно применяют в резьбовых соединениях, передающих движение (ходовые и грузовые винты). В резьбовых соединениях, предназначенных для передачи движения, иногда используют прямоугольную резьбу с квадратным профилем.
Упорную резьбу применяют в резьбовых соединениях, испытывающих большое одностороннее давление (в винтовых прессах, специальных нажимных винтах).
Круглую резьбу используют в соединениях с повышенными динамическими нагрузками или в условиях, загрязняющих резьбу.
Конические резьбы, как правило, применяют в трубных соединениях, если необходимо обеспечить плотность соединения без специальных уплотняющих материалов. Наиболее распространенным видом является трубная коническая резьба, которая соответствует по профилю закругленному профилю трубной цилиндрической резьбы.
В зависимости от назначения и характера работы резьбовые сопряжения разделяют на неподвижные и кинематические. К первым относятся резьбовые соединения типа болт-гайка, соединения труб. К кинематическим резьбовым соединениям относятся ходовые винты, микрометрические пары, грузовые винты и др.