

2.7.2. Обработка плоских поверхностей на фрезерных станках
Наиболее распространенный метод обработки плоскостей - фрезерование их на горизонтально-, вертикально- и продольно-фрезерных, барабанно-фрезерных и других станках фрезерной группы. В качестве режущих инструментов применяются цилиндрические, торцовые, дисковые, концевые и другие фрезы. Плоскости небольшой ширины обрабатывают цилиндрическими фрезами на горизонтально-фрезерных станках - наиболее распространенных и более универсальных, чем вертикально-фрезерные. Фрезерование цилиндрическими, а также дисковыми фрезами может быть выполнено по двум схемам:
1. Направление движения подачи направлено против вращения фрезы.
2.Направление движения подачи совпадает с направлением вращения фрезы. Фрезерование по первой схеме называют встречным, а по второй - попутным.
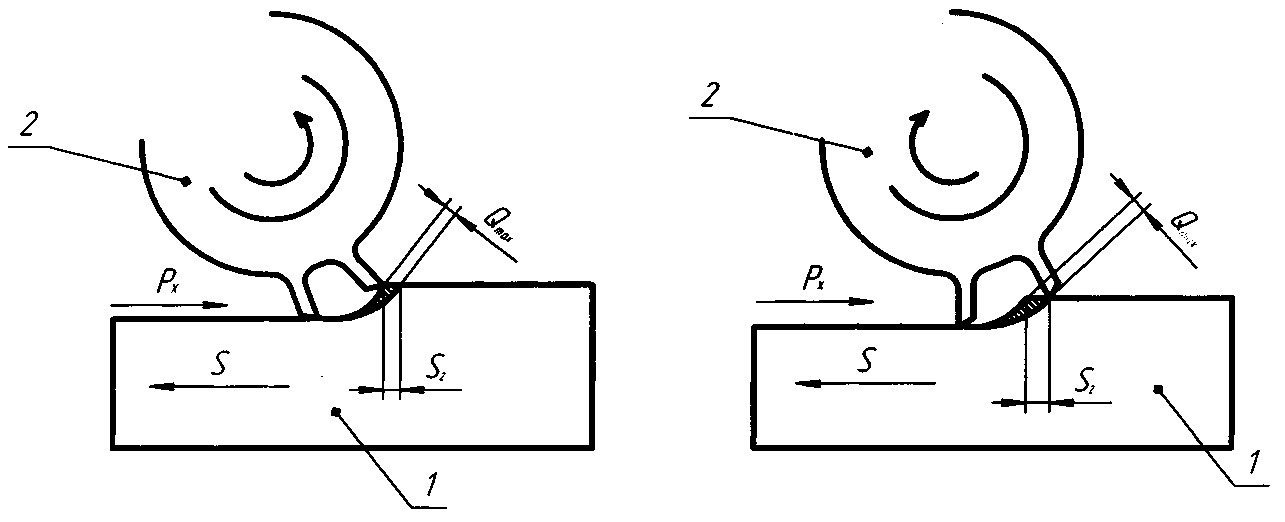
Рис.33.Схемы фрезерования плоскостей:
а - встречное; б - попутное;
1) Обрабатываемая деталь;2) цилиндрическая фреза
При встречном фрезеровании сечение среза и нагрузка на зуб увеличиваются постепенно - от нуля при врезании зуба до максимума при его выходе из контакта с деталью. Горизонтальная составляющая усилия резания Pх направлена в сторону, противоположную подаче. Преодоление этой составляющей в процессе работы приводит к устранению зазора, имеющегося в механизме подачи, и резание проходит плавно и спокойно. При попутном фрезеровании зуб фрезы начинает работу со срезания слоя наибольшей толщины, которая в конце работы уменьшается до нуля. Горизонтальная составляющая Pх совпадает по своему направлению с подачей и стремится затянуть обрабатываемую деталь под фрезу. При обработке заготовок с черной поверхностью попутное фрезерование применять не следует, так как при врезании зуба фрезы в твердую корку происходит преждевременный износ и выход из строя фрезы. При обработке заготовок с чистыми поверхностями попутное фрезерование имеет преимущества перед встречным в отношении как стойкости инструмента, так и шероховатости поверхности. При попутном фрезеровании необходимо, чтобы станок был в хорошем состоянии и имел устройство для устранения зазора в механизме подачи.
При попутном и встречном фрезеровании можно работать при движении стола в обоих направлениях, что позволяет при необходимости выполнять черновое и чистовое фрезерование за одну операцию.
Цилиндрические фрезы широко используются в единичном и серийном производстве. Торцовыми фрезами можно обрабатывать и ступенчатые плоские поверхности, имеющие свободный вход и выход для фрезы. Фрезерование плоскостей торцовыми фрезами осуществляется на вертикально- и продольно-фрезерных станках, а также и на горизонтально-фрезерных станках с установкой фрезы непосредственно в шпинделе станка. Точность фрезерования зависит от типа станка, режущего инструмента, режима резания и других факторов. В обычных условиях точность обработки достигает 3 - 4-го классов, а шероховатость поверхности – 6 - 7-го классов. Чистовое фрезерование обеспечивает шероховатость стальных и чугунных деталей до 7 - 8-го классов, а деталей из бронзы и алюминиевых сплавов - до 9-го класса и отклонение от плоскостности 0,02 - 0,03 мм на 1 пог. м.