

2.5.5. Обработка отверстий на шлифовальных станках
Внутреннее шлифование является одним из основных способов обработки отверстий, при котором может быть достигнута точность обработки по 1 - 3-му классам и шероховатости поверхности по 7 - 9-му классам чистоты. Оно используется во всех типах производства, а также в поточно-массовом производстве и на автоматических поточных линиях. Внутреннее шлифование применяют при обработке цилиндрических и конических сквозных и глухих отверстий в деталях, изготовленных из незакаленной и закаленной стали, чугуна, цветных металлов и неметаллических материалов, а также в случаях, когда по каким-либо причинам невозможно применять другие, более производительные методы точной обработки отверстий, например, алмазное растачивание, хонингование и др. Существуют две основные разновидности внутреннего шлифования:
1. Шлифование отверстий во вращающейся заготовке.
2. Шлифование отверстия в неподвижной заготовке.
Первый способ применяют при шлифовании отверстий в небольших по размерам заготовках, большей частью представляющих собой тела вращения, например, отверстий в зубчатых колесах, в кольцах подшипников и др., а второй - при шлифовании отверстий в заготовках корпусных деталей, которые неудобно или невозможно закрепить в патроне станка.
В первом случае заготовку зажимают в патроне и приводят во вращение.
Во втором случае заготовка не вращается, а устанавливается на столе станка, а шпиндель шлифовального круга, помимо вращательного движения, соответствующего окружной скорости шлифовального круга, имеет и планетарное движение со скоростью, соответствующей скорости вращения заготовки при шлифовании.
а) б)
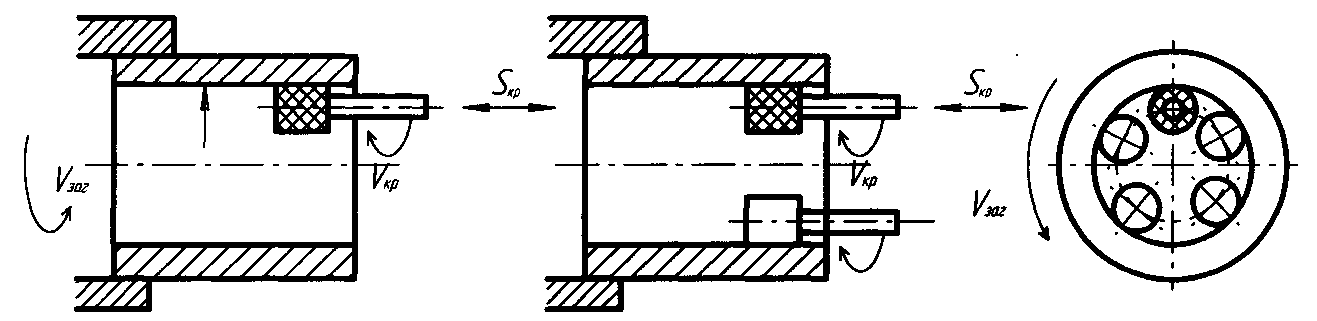
Рис.31.Методы шлифования отверстий: а-с вращением обрабатываемой заготовки; б-с планетарным движением шлифовального круга
В обоих случаях осуществляется продольная подача шлифовального круга вдоль оси шлифуемого отверстия: в первом случае - движением шпиндельной головки, во втором - движением стола. Обычно диаметр круга при внутреннем шлифовании составляет 0,7 - 0,9 диаметра шлифуемого отверстия. Окружная скорость круга при шлифовании отверстий малого диаметра большей частью не превышает 10 м/сек. С увеличением диаметра шлифуемых отверстий свыше 30 мм скорость круга доходит до 30 м/сек. Относительно малая жесткость шпинделя шлифовального круга ограничивает величину глубины резания, составляющей (в зависимости от диаметра шлифуемого отверстия) при предварительном шлифовании стали и чугуна 0,005 - 0,02 мм и при чистовом шлифовании - 0,0020,01 мм на один двойной ход. Величина продольной подачи составляет 0,40,8 ширины круга при предварительном шлифовании и 0,25 - 0,4 ширины круга - при чистовом на один оборот детали. Для внутреннего шлифования нужно выбирать более мягкие круги, чем в аналогичных условиях для наружного шлифования, так как при значительной длине дуги контакта круга с обрабатываемой поверхностью возможен более сильный нагрев обрабатываемой заготовки.
При внутреннем бесцентровом шлифовании обрабатываемую заготовку устанавливают между поддерживающим и ведущим роликом. Универсальные станки: 3В225, 3А227, 3А229 и др. Станки-полуавтоматы: 3А22Б, 3А226Б, 3А227Б, 3А230Б.
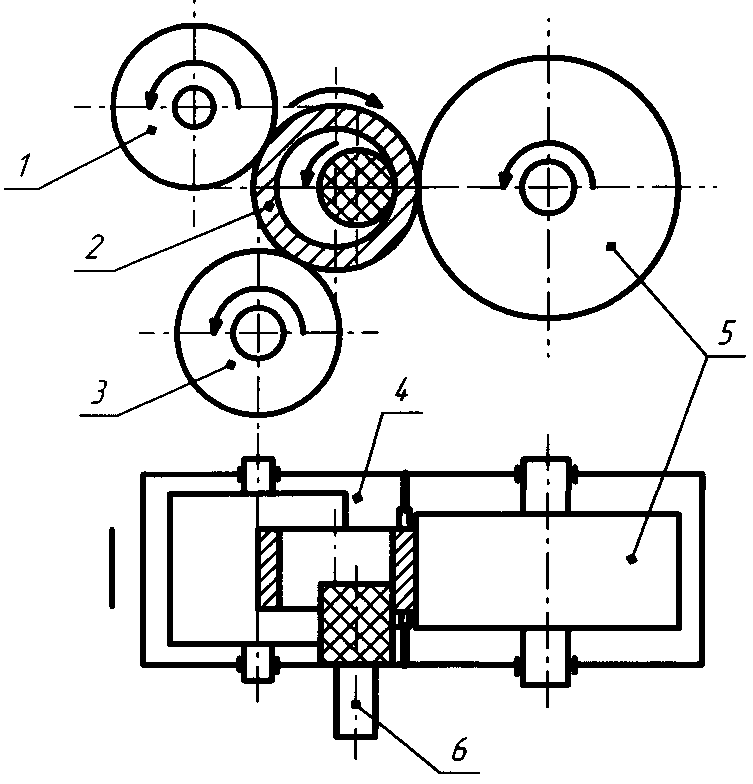
Рис.32.Схема внутреннего бесцентрового шлифования:
1,3-поддерживающие ролики;2-обрабатываемая заготовка;
4-общий корпус;5-ведущий ролик;6-шпиндель