

2.4.2. Суперфиниш - тонкая доводка
Этот вид обработки предназначен для отделки поверхностей любых форм. Обработку осуществляют абразивным бруском, совершающим колебательные возвратно-поступательные движения с большой частотой и малым ходом по поверхности вращающейся заготовки. В результате колебательного движения абразивного бруска по обрабатываемой поверхности гребешки неровностей срезаются и поверхность становится более гладкой и ровной.
Абразивная головка с двумя брусками совершает возвратно-поступательное движение с частотой 400-450 колебаний в минуту.
Суперфиниширование - один из наиболее совершенных и высокопроизводительных процессов, позволяющих получать поверхности 10 - 12- го, а в отдельных случаях и 13- го классов чистоты. Этот метод
а)

б)
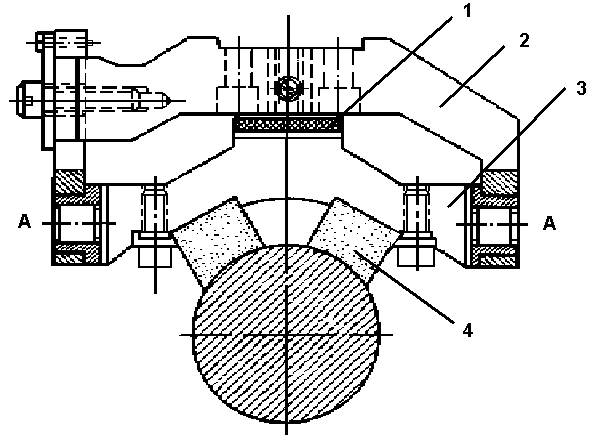
Рис.29.Державка с брусками для суперфиниширования цилиндрической (а) и плоской (б) поверхностей:1-гайка; 2-рамка;
3-корпус державки; 4-брусок; 5-пружины
обработки целесообразно применять в условиях массового производства. При суперфинишировании цилиндрических поверхностей осуществляются следующие рабочие движения: вращение детали, короткие колебательные движения брусков и продольное перемещение головки с брусками вдоль обрабатываемой детали. Производительность процесса суперфиниширования и качество получаемой детали зависят от рационального выбора основных параметров:
1. Удельное давление на абразивный инструмент. Удельное давление при суперфинишировании чугуна и стали составляет от 0,5 до 6 кг/см2. Тонкое суперфиниширование выполняют при удельном давлении для стали 13 кг/см2, для чугуна 1кг/см2, для легких металлов 0,5-16 кг/см2. При увеличении давления от 1 до 4 кг/см2 съем металла возрастает в 3,5 - 4 раза. Однако при дальнейшем повышении давления съем металла не только не увеличивается, но даже снижается, а на бруски начинает налипать металл.
2. Скорость колебательного и вращательного движения. Частота колебаний бруска составляет 500 - 3000 движений ход/мин, а среднее увеличение амплитуды колебаний 1,5 – 6,0 мм. Качество поверхности улучшается при повышении частоты колебаний и ухудшается при увеличении амплитуды колебаний, например, выгоднее работать с частотой колебаний 1000 дв. ход/мин и амплитудой 2 мм, чем с частотой колебаний 500 дв. ход/мин и амплитудой 4 мм.
Окружная скорость детали обычно составляет 2,5 - 10 м/мин. При обработке очень твердых деталей скорость увеличивается до 120 м/мин. Для обеспечения более интенсивного съема металла в начале цикла и получения поверхности меньшей шероховатости в конце его окружную скорость детали рекомендуется принимать ступенчатой - меньшей вначале и в 2 - 3 раза увеличивающейся в конце процесса.
Скорость возвратно-поступательного движения находится в пределах 1 - 3 м/мин.
3. Высота микронеровностей на обрабатываемой поверхности обычно не превышает 2 - 3 мкм, так как при суперфинишировании съем металла небольшой, микрогеометрические погрешности с помощью этого процесса исправить нельзя.
4. Характер абразивного инструмента. В зависимости от обрабатываемого материала применяют бруски из белого электрокорунда (ЭБ) или зеленого карбида кремния (КЗ) на бакелитовой и керамической связке. Рекомендуемая твердость брусков - СТ1-Т1 для предварительной обработки и М3-СМ2 для окончательной.
5. Смазочно-охлаждающая жидкость. В качестве охлаждающей жидкости применяют либо чистый керосин, либо смесь керосина с веретенным маслом.
6. Оборудование. Универсальные станки ВС-22, ВС-23 предназначены для обработки наружных цилиндрических деталей. Станок модели ХШ-136 служит для суперфиниширования конических и цилиндрических поверхностей. Специальные станки МШ-80, МШ-112 предназначены для обработки шейки коленчатых валов.