

2.4.Отделочные виды обработки наружных поверхностей тел вращения
2.4.1. Притирка
Притирку производят притирами, изготовленными из мягких материалов (чугуна, меди, свинца), поверхности которого покрывают абразивным порошком, смешанным с маслом. Притирку (доводку) широко используют в качестве отделочной операции для получения поверхностей шероховатостью 14-го класса и точности размеров и геометрической формы 1-го класса. Зерна абразива свободно распределяются в доводочной пасте или суспензии. Обработка осуществляется с большими скоростями и малыми удельными давлениями. Относительное перемещение детали и притира должно быть таким, чтобы абразивное зерно при каждом ходе перемещалось по новой траектории.
Различают абразивную, химико-механическую и электро-химико-механическую доводку. Абразивная доводка широко распространена в промышленности. Она применяется при обработке инструмента и деталей машин с закаленными твердосплавными поверхностями и производится с помощью паст и суспензий.
Химико-механической доводке подвергаются инструменты и детали машин из стальных, медных и алюминиевых сплавов и чугунов. Доводочным материалом служат пасты на основе окиси хрома.
Электро-химико-механическая обработка используется главным образом для обработки твердосплавного режущего инструмента.
При изготовлении доводочных паст, суспензий, брусков и кругов для доводки твердых материалов, сталей и чугуна применяют корунд, электрокорунд, карбид кремния, карбид бора и алмаз.
Для доводки мягких материалов (меди, алюминиевых сплавов и др.) используют окись хрома. В зависимости от размера зерна абразивные материалы для доводки делят на три группы:
1. Шлифпорошки зернистостью от 5 до 3 - для грубой доводки.
2. Микропорошки от М28 до М14 - для предварительной обработки.
3. Микропорошки от М10 до М5 - для окончательной доводки.
Доводочные пасты также делятся на три группы:
1. Абразивные на основе электрокорунда, карбида кремния и карбида бора.
2. Алмазные на основе синтетических алмазов.
3. Химико-механические на основе окиси хрома. Алмазные пасты изготовляют 4-х сортов: крупная, средняя, мелкая и тонкая и 20-и степеней зернистости - от 100 до 1 мкм и мельче.
Припуски для притирки поверхностей тел вращения составляют 0,050,1 мкм по диаметру.
Доводку деталей машин осуществляют на универсальных и специальных станках. Универсальные станки предназначены для доводки плоских и цилиндрических наружных поверхностей и отверстий. Промышленность выпускает станки с вертикально и горизонтально расположенными дисками - притирами, а также бесцентрово-доводочные.
Наибольшее распространение получили доводочные станки модели 3А814, 3816 и 3Б816 с двумя горизонтально расположенными дисками притирами.
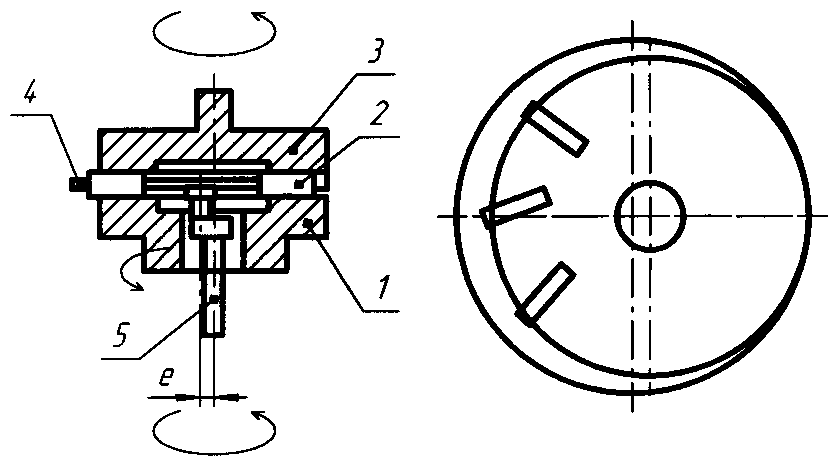
Рис.28.Схема работы притирочных станков:
3- верхний диск, 4 - сепаратор, 1- нижний диск, 2 - обрабатываемая деталь, 5 - шпиндель станка, e = 515 мм, =5150
Различают ручную, полумеханическую и механическую доводку. Ручная доводка применяется в единичном производстве, а также в тех случаях, когда из-за сложности формы детали невозможно осуществить механическую доводку. В серийном производстве производится полумеханическая доводка. Она обычно выполняется на станках токарной группы. В этом случае главное движение осуществляется станком, а движение подачи - от руки.
В крупносерийном и массовом производстве используется механическая доводка. При механической доводке наружных поверхностей оптимальные скорости притира составляют для предварительной обработки - 15 - 20 м/сек, для окончательной - 4 м/сек, давление - до 3 кг/см2.