

2.3.2. Шлифовальные станки и схемы шлифования
Шлифовальные станки подразделяют на станки для круглого шлифования - центровые и бесцентровые для наружного и внутреннего шлифования, станки для плоского шлифования, станки для доводочно-притирочных работ, которые подразделяются еще на 3 группы в зависимости от применяемых абразивных материалов: станки, работающие шлифовальным кругом, порошком и полировочными пастами.
При круглом наружном шлифовании поверхностей применяют разнообразные методы обработки. Наиболее распространенными являются:
1. Шлифование методом продольной подачи.
2. Шлифование методом поперечной подачи круга.
3. Шлифование методом глубокой подачи, т. е. шлифование при совмещении большой поперечной и малой продольной подачи.

Рис.26.Методы шлифования круглых наружных поверхностей:
а - с продольной подачей круга; б - с поперечной подачей круга;
в - с глубокой подачей круга
При наружном бесцентровом шлифовании обрабатываемую заготовку 2, лежащую на направляющем ложе 4, пропускают между двумя абразивными кругами: шлифующим (рабочим) 1 и ведущим 3. Поворот оси ведущего круга на определенный угол вертикальной плоскости обеспечивает перемещение обрабатываемой заготовки вдоль оси шлифующего круга при одновременном вращении заготовки вокруг своей оси.
Применяют также метод бесцентрового шлифования с поперечной подачей шлифовального круга. В этом случае оси шлифующего и ведущего круга строго горизонтальны.
К станкам для наружного шлифования относятся также фасонно-шлифовальные, заточные для режущего инструмента, специальные станки для шлифования шеек, распределительных коленчатых валов, желобо-шлифовальные для колец и шарикоподшипников.
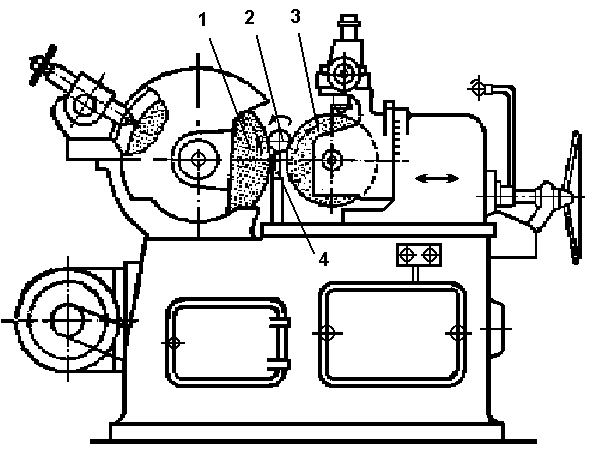
Рис.27.Бесцентровое шлифование
2.3.3. Шлифование абразивными лентами
В последнее время все больше применяется обработка поверхностей шлифованием абразивными лентами. Такому шлифованию подвергают не только поверхности тел вращения, но и плоские фасонные (криволинейные) поверхности.
Преимуществом шлифования абразивными лентами являются: уменьшение тепловыделения, что повышает стойкость абразивной ленты и почти полностью исключает коробление обрабатываемых деталей; более однородная поверхность абразивной ленты по сравнению с поверхностью шлифовального круга - в результате равномерного нанесения зерен с вертикальным их расположением на поверхности ленты методом осаждения в электростатическом поле; повышенное число режущих зерен на единицу поверхности по сравнению со шлифовальным кругом, что способствует повышению производительности; отсутствие вибраций и ударной нагрузки, что обеспечивает более высокую чистоту обработанной поверхности.
Абразивными лентами можно обрабатывать как черные, так и цветные металлы, а также неметаллические материалы. Абразивные ленты изготовляют из ткани (например, саржи) или бумаги, на поверхность которой наносят с помощью клея слой абразивных зерен: нормальный и белый электрокорунд для обработки стали, ковкого чугуна и бронзы и карбид кремния для обработки серого чугуна, латуни и алюминиевых сплавов.
Многослойные ленты применяют редко из-за сложности изготовления и высокой себестоимости.
Толщина ленты обычно не превышает (со слоем абразива) 2 мм. Ширину ленты выбирают обычно в зависимости от длины обрабатываемой поверхности, в частности при шлифовании поверхностей тел вращения (валиков) ширину принимают равной их длине.