

2.3. Шлифовальная обработка валов
2.3.1.Шлифовальные абразивные круги
Шлифованием достигается высокая точность и чистота поверхностей обрабатываемых заготовок. Режущим инструментом на шлифовальных станках является шлифовальный абразивный круг. Шлифовальные абразивные круги состоят из мелких зерен абразивных материалов, сцементированных между собой связкой. Шлифовальные абразивные круги изготовляют из следующих искусственных абразивных материалов: нормального и белого электрокорунда, черного и зеленого карбида кремния. Электрокорунд - это кристаллическая окись алюминия (Al2O3), получаемая плавкой в электрических печах бокситовой руды. Белый электрокорунд содержит несколько больше окиси алюминия; его режущая способность выше, чем у нормального электрокорунда. Карбид кремния - химическое соединение кремния и углерода, получаемое плавлением в электрических печах кварцевого песка с угольным порошком. Зеленый карбид кремния имеет большую твердость и является более качественным абразивом по сравнению с черным карбидом кремния. Для заточки твердосплавного инструмента применяют зеленый карбид кремния. Указанные абразивы получили преимущественное распространение в машиностроении. Естественный корунд и наждак (естественный абразив) засорены посторонними примесями и малопроизводительны. Для стандартизации шлифовальных кругов применяют три вида связки: керамическую, бакелитовую и вулканитовую. Наибольшее распространение в машиностроении получила керамическая связка, которую изготовляют из огнеупорной глины, полевого шпата и кварца. Достоинства керамической связки: огне- и водостойкость, большая производительность. Круги на бакелитовой связке (синтетическая смола) прочны и упруги, но плохо переносят воздействие охлаждающей жидкости. Круги на вулканитовой связке (из резины и серы) прочны и водостойки, позволяют работать с большей окружной скоростью, но сравнительно быстро засаливаются.
В России для шлифовальных кругов установлены следующие номера зернистости групп: 16, 24, 36, 46, 60, 80, 100, 120, 150, 180, 220, 240, 280, 320, М28, М20 (индексом М обозначают микропорошки). Для шлифования твердой стали применяют мягкие круги, так как затупившиеся зерна их легко вырываются из связки, обнажая нижележащие зерна с острыми кромками - круг как бы самозатачивается. При шлифовании мягкой стали применяют твердые круги, так как их стойкость больше. Для шлифования меди и латуни применяют мягкие крупнозернистые круги, так как мелкозернистые круги быстро засаливаются.
В России приняты семь классов твердости абразивных кругов, причем каждый класс подразделяется по степени твердости.
Таблица 2.1
Класс твердости круга |
Обозначение класса твердости |
Подразделений |
Мягкий |
М |
М1, М2, М3 |
Среднемягкий |
СМ |
СМ1, СМ2 |
Средний |
С |
С1,С2 |
Среднетвердый |
СТ |
СТ1, СТ2, СТ3 |
Твердый |
Т |
Т1,Т2 |
Весьма твердый |
ВТ |
ВТ1, ВТ2 |
Чрезвычайно твердый |
ЧТ |
ЧТ1, ЧТ2 |
По форме абразивные круги подразделяют на следующие основные виды: плоские (а), чашечные конические (б), цилиндрические (в), тарельчатые (г), дисковые (д). Для шлифования резьб применяются специальные профильные круги.
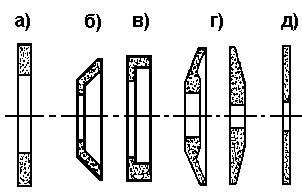
Рис.25.Основные виды абразивных кругов
Выбор шлифовального круга зависит от обрабатываемого материала и способа шлифования. Шлифовальные круги подвергают правке для восстановления их режущей способности, потерянной в результате засаливания и затупления, для восстановления геометрической формы изношенного круга и правильного расположения рабочей поверхности круга относительно оси его вращения после установки на шлифовальном станке. Правка абразивных кругов производится техническими алмазами: алмазно-металлическим карандашами или кристаллами алмаза, запаянными в стальные оправки. Применяют также твердосплавные диски, специальные абразивные диски, металлические диски и звездочки.