1.7.2. Способы установки детали при обработке
Установка детали для обработки может быть осуществлена различными способами.
1. Установка детали на столе станка по разметке. Такой способ установки требует выполнения разметки, которая представляет собой нанесение на заготовку осей и линий, определяющих положение обрабатываемых поверхностей. Пользуясь разметкой, производят установку детали на станке. Установка по разметке не обеспечивает высокой точности обработки. Поэтому этот способ применяют при
обработке крупных отливок сплошной формы и крупных поковок в единичном и мелкосерийном производстве.
2. Установка детали с выверкой непосредственно на столе станка или в универсальном приспособлении. Этот способ требует много времени, и его применяют в единичном и мелкосерийном производстве, когда экономически нецелесообразно изготовлять специальное приспособление вследствие малой производственной программы.
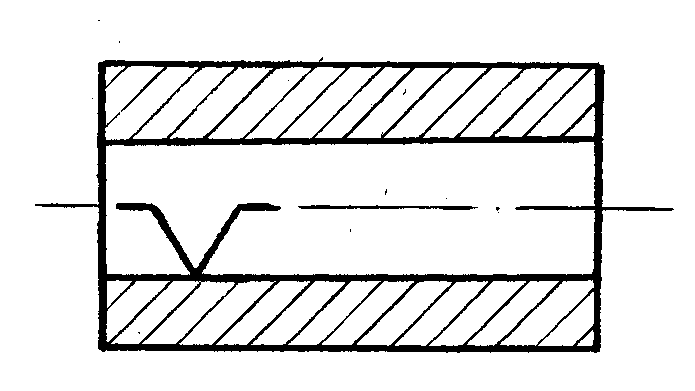
3. Установка детали в специальном приспособлении. В специальном приспособлении установка детали в требуемое положение производится без выверки благодаря наличию в приспособлении соответствующих установочных элементов, которые не только придают обрабатываемой детали требуемое положение, но и не позволяют ей изменять это положение в процессе выполнения операции. Неизменность положения детали в приспособлении достигается не только за счет установочных элементов. Для этого еще используются и зажимные устройства. Они прижимают деталь к установочному элементу, обеспечивая между ними постоянный контакт. Схематически это можно показать рисунком:
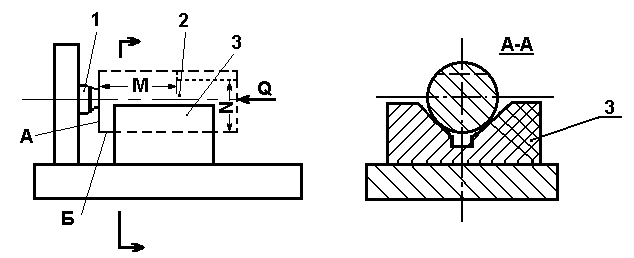
Рис.16. Установка детали в специальном приспособлении
Обрабатываемая деталь 2 устанавливается в приспособлении двумя установочными базами: цилиндрической поверхностью на призму 3 и торцом на опору 1. Положение детали в приспособлении в направлении оси Х определяется опорой 1, которая лишает деталь возможности перемещаться по оси Х. С помощью зажимного устройства деталь также можно прижать к опоре 1 с усилием Q.
Будучи закрепленной, она не имеет возможности перемещаться по оси Х в обе стороны: в одну сторону опорой 1, а в противоположном - зажимным устройством.
Четыре опорные точки, расположенные на цилиндрической поверхности вала, образуют двойную направляющую установочную базу. Опорная точка, расположенная на торце вала, определяет поверхность, которая служит упорной базой. Торцовая поверхность вала А, прижатая к упору 1 приспособления, является базой, а шестая степень свободы ограничивается приложенной силой зажима Q.
Таблица 1.4
Примеры нанесения обозначений опор, зажимов и установочных устройств |
НАИМЕНОВАНИЕ |
|
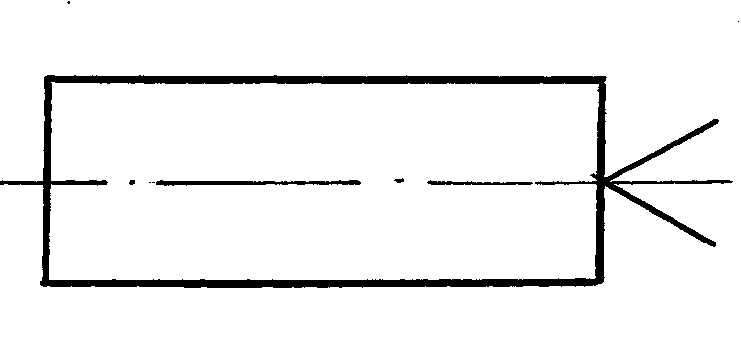
1.Центр неподвижный (гладкий) |
|
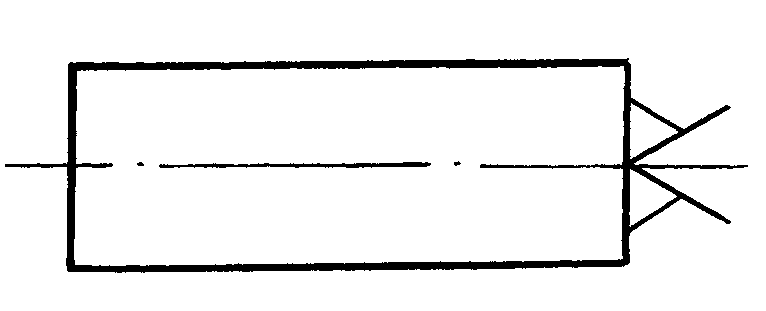
2.Центр рифленый |
|
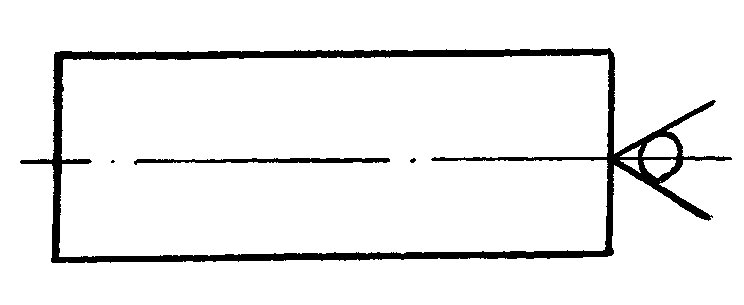
3.Центр вращающийся |
Продолжение табл. 1.4 |
|
|
4.Центр плавающий |
|
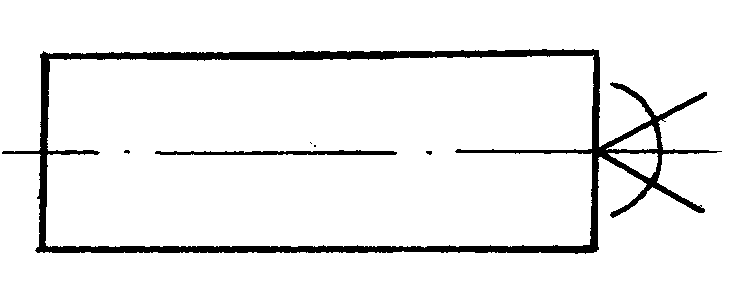
5.Центр обратный вращающийся с рифленой поверхностью |
|
6.Патрон поводковый |
|
7.Люнет подвижный |
|
8.Люнет неподвижный |
Продолжение табл. 1.4 |
|
|
9.Оправка цилиндрическая |
|
10.Оправка коническая, роликовая |
|
11.Оправка резьбовая, цилиндрическая с наружной резьбой |
|
12.Оправка шлицевая |
|
13.Оправка цанговая
|
Продолжение табл. 1.4 |
|
|
14.Опора регулируемая со сферической выпуклой рабочей поверхностью |
|
15.Зажим пневматический с цилиндрической рифленой поверхностью |