

1.6.5. Влияние технологических параметров на качество поверхности
На качество поверхности в процессе механической обработки оказывают влияние свойства обрабатываемого материала, режимы резания, геометрические параметры инструмента и другие факторы.
Обрабатываемый материал. Шероховатость поверхности зависит от структуры и деформации обрабатываемого материала, состояния его поверхностного слоя. После обработки у вязких металлов шероховатость при прочих равных условиях получается больше, чем у хрупких металлов. Шероховатость поверхности уменьшается, если стальные заготовки предварительно подвергаются термической обработке. Наклеп на поверхностном слое металла способствует уменьшению шероховатости поверхности. В результате деформаций, возникающих в поверхностном слое металла в процессе резания, дно впадины и вершина выступа после прохода инструмента поднимаются. Это приводит к различной шероховатости поверхности в отдельных местах детали.
Режимы резания. Шероховатость поверхности и глубина наклепа резко возрастают с увеличением подачи. При точении резцами с широкой режущей кромкой продольная подача не влияет на шероховатость поверхности. При малых подачах уменьшение подачи незначительно сказывается на снижении шероховатости поверхности. Поэтому при чистовом точении практически бесцельно уменьшать подачи ниже 0,050,15 мм/об. Глубина резания не влияет на шероховатость поверхности. На шероховатость поверхности оказывает воздействие скорость резания. При низких скоростях резания нарост отсутствует и шероховатость бывает незначительной. При скоростях резания порядка 20 - 30 м/мин, когда нарост достигает наибольшей величины, шероховатость возрастает. При дальнейшем повышении скоростей резания шероховатость поверхности уменьшается. Она станет стабильной, когда скорость резания достигнет более 100150 м/мин.
На рисунке приведен график зависимости шероховатости поверхности Rz от скорости резания.
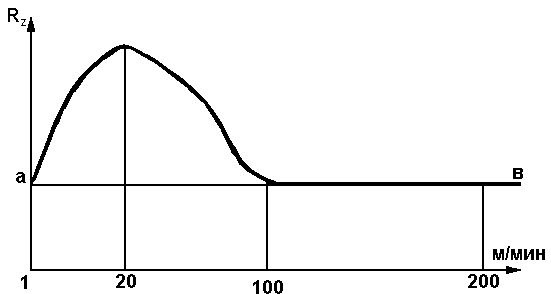
Рис.13. Влияние скорости резания на шероховатость
Высота неровностей до линии ab образуется в результате действия других причин, а увеличение шероховатости выше ab происходит из-за наростообразования. Глубина наклепа возрастает с увеличением скорости резания, но при скоростях резания выше 200 м/мин она уменьшается. Шероховатость поверхности увеличивается при сверлении со скоростями резания v = 15 - 25 м/мин, а при зенкеровании - 20 - 30 м/мин. Наименьшая шероховатость поверхности при развертывании получается при 4 - 8 м/мин.
Геометрические параметры режущего инструмента. С увеличением радиуса при вершине резца шероховатость поверхности уменьшается. Эта зависимость наблюдается особенно резко в области малых радиусов (1-4мм). Углы в плане оказывают влияние на шероховатость поверхности в том случае, если резец работает не только закругленной вершиной, но и прямолинейными участками главной и вспомогательной режущих кромок.
При уменьшении вспомогательного угла в плане шероховатость уменьшается, причем при малых углах более резко. Главный угол в плане влияет на шероховатость поверхности аналогично вспомогательному. Широкие резцы даже при подачах 6 мм/об. и более при чистовом точении дают весьма чистую поверхность - не ниже 7-го класса.
Величина переднего угла в небольшой степени влияет на шероховатость поверхности. Но это влияние не связано с геометрическими соображениями, а происходит главным образом за счет изменения условий деформации металла. Задний угол также оказывает некоторое влияние на шероховатость поверхности. При малых значениях заднего угла шероховатость поверхности меньше, чем при больших. Чистота обработанной поверхности зависит от качества доводки резца. Особенно это заметно при чистовой обработке инструментами с широкой режущей кромкой - развертками, протяжками, широкими резцами. Затупление режущего инструмента также неблагоприятно отражается на чистоте обрабатываемой поверхности.
Жесткость технологической системы оказывает существенное влияние на шероховатость поверхности. При недостаточной жесткости системы в процессе резания возникают вибрации, которые усиливают шероховатость поверхности. При неизменной характеристике жесткости станка и инструмента шероховатость поверхности зависит от формы и размеров заготовки, а также от способа ее закрепления. При консольном закреплении шероховатость увеличивается на свободном конце заготовки: при обработке в центрах с вращающимся центром шероховатость поверхности возрастает у заднего центра при длине заготовки l до 15d. А при большей длине заготовки шероховатость поверхности увеличивается от заднего центра к середине ее длины и затем уменьшается по мере приближения к переднему центру. Шероховатость изменяется также при креплении заготовки в патроне с поддержкой задним вращающимся центром.
Смазочно-охлаждающая жидкость. Значительное влияние на процесс образования неровностей поверхности оказывает применяемый при ее обработке состав охлаждающей жидкости. Наилучшие результаты получаются, если в охлаждающей жидкости содержатся минеральные масла и другие вещества, повышающие ее смазочные свойства.
1.7. Базирование деталей