

1.6.1. Понятие о качестве поверхности
После механической обработки режущий инструмент оставляет на обработанной поверхности неровности в виде гребешков и впадин. Высота и форма, а также характер расположения и направления неровностей обрабатываемых поверхностей зависят от режима обработки, условий охлаждения и смазки, геометрических параметров режущего инструмента, обрабатываемого материала, жесткости технологической системы.
Одновременно с образованием неровностей изменяется и структура поверхностного слоя. Поверхностный слой испытывает пластические деформации и приобретает наклеп, твердость его повышается, возникают внутренние напряжения. Следовательно, качество поверхностей деталей машин характеризуется шероховатостью поверхности (чистотой или гладкостью), а также физико-механическими свойствами поверхностного слоя. Каждая совокупность микронеровностей поверхности, образующих ее рельеф, называется шероховатостью поверхности. Шероховатость поверхности определяется высотой и характером микронеровностей, или так называемой микрогеометрией поверхности. Микрогеометрия и рассматривается как геометрическое представление о форме реальной поверхности на ее малом участке. Для мирогеометрии характерно наличие сравнительно небольших неровностей, расположенных в определенной более или менее закономерной последовательности. Это позволяет на основе результатов измерения небольшого участка поверхности судить о степени шероховатости всей обработанной поверхности.
Ориентировочно можно считать, что отношение шага шероховатости L1 к их высоте h1 не превышает 50.
![]()
Поверхности, обработанные металлорежущим инструментом, имеют продольную шероховатость - в направлении главного движения инструмента и поперечную - в направлении движений подачи.
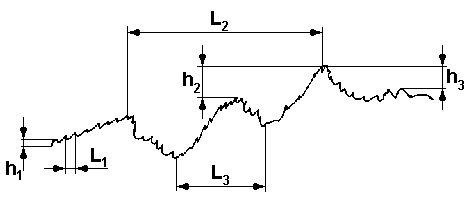
Рис.11.Микрогеометрия обработанной поверхности
Различные способы обработки образуют различную ориентацию и характер получающихся микронеровностей. Для большинства способов характерно то, что поперечная шероховатость всегда больше продольной. Поэтому поперечная шероховатость и является основным критерием микрогеометрии поверхности. Профиль реальной поверхности характеризуется также макрогеометрическими отклонениями от правильной геометрической формы (овальности, конусности и т. д.). У макрогеометрических отклонений значительна величина соотношения между протяженностью поверхности L2 и соответствующим отклонением h2, определяемая неравенством
![]()
Между погрешностями микро- и макрогеометрического характера промежуточное положение занимает волнистость. Она заключается в наличии на поверхности многократно и закономерно повторяющихся более или менее одинаковых волн. В большинстве случаев эти волны имеют близкий к синусоидальному характер и соотношение между шагом L3 и высотой h3 обычно в пределах
![]() .
.
1.6.2. Критерии оценки и классификация шероховатости поверхностей
Шероховатость поверхности - это совокупность неровностей с относительно малыми шагами, образующими рельеф поверхности и рассматриваемыми в пределах участка, длина которого выбирается в зависимости от характера поверхности и равна базовой длине L. Шероховатость образуется в результате обработки независимо от метода и может представлять собой сочетание наложенных друг на друга неровностей с различными шагами.
Средняя линия профиля m - это линия, имеющая форму геометрического профиля и делящая измеренный профиль таким образом, что в пределах базовой длины сумма квадратов расстояний (y1, y2 . . . yn) точек профиля для этой линии минимальная. Средняя линия профиля служит базовой для определения числовых значений шероховатости.
Для оценки шероховатости поверхности установлены следующие два параметра:
1. Среднее арифметическое отклонение профиля Ra есть среднее значение расстояний (y1, y2 . . . yn) точек измеряемого профиля до его средней линии m-m
![]() ,
,

Рис.12. Оценка шероховатости поверхности
где: yi - абсолютное расстояние до средней линии (без учета алгебраического знака);
n - число измеренных отклонений.
При определении положения средней линии на профилограмме можно использовать следующее условие: средняя линия должна иметь направление измеренного профиля и делить его таким образом, чтобы в пределах базовой длины (l) и площади (F) по обеим сторонам этой линии до линии профиля были равны между собой
F1 + F3 + . . .+ Fn-1 = F2 + F4 + . . .+ Fn.
Высота неровностей Rz характеризует среднее расстояние между находящимися в пределах базовой длины пятью высшими точками впадин, измеренное от линии, параллельной средней линии
![]() мк,
мк,
где h1, h3, . . . h9 - расстояние от высших точек выступов до линии, параллельной средней линии;
h2, h4, . . . h10 - расстояние от низших точек впадин до линии, параллельной средней линии.
ГОСТом 2789-73 установлены следующие значения базовых длин: 0,01, 0,03, 0,08, 0,25, 0,8, 2,5, 8 и 25 мм, а также 14 классов шероховатости поверхности. Классы шероховатости поверхности 6-14 дополнительно разделяются на разряды (а, б, в).
Этим же ГОСТом для всех отраслей машиностроительной промышленности шероховатость поверхности определяется одним из следующих параметров:
1. Ra – среднее арифметическое отклонение профиля.
2. Rz – высота неровностей профиля по 10 точкам.
3. Rmax – наибольшая высота неровностей профиля.
4. Sm – средний шаг неровностей.
5. S - средний шаг неровностей по вершинам.
6. tp – относительная опорная длина профиля.
Шероховатость устанавливается по одному или нескольким параметрам. Для 6-12–го класса основным параметром является шкала Ra, а для 1-5 и 14 классов - шкала Rz. Можно рекомендовать следующие соотношения между средней высотой шероховатости Rz и полями допуска δ на изготовление детали:
при диаметре сопряжения свыше 50 мм
![]() мкм;
мкм;
при диаметре сопряжения от 18 до 50мм
![]() мкм;
мкм;
при диаметре сопряжения менее 18 мм
![]() мкм.
мкм.
В таблице 2 приведены усреднённые данные, характеризующие взаимосвязь между классами точности и шероховатостью поверхности при обработке деталей различными методами.
Таблица 1.2
Виды обработки
|
Класс точности |
Шероховатость поверхности Ra мкм |
Точение и строгание черновое Чистовое точение Тонкое точение Фрезерование черновое Фрезерование чистовое Фрезерование тонкое Сверление и зенкерование Предварительное развёртывание Окончательное развёртывание Протягивание отверстий Шлифование чистовое Шлифование тонкое Хокингование Притирка |
5 3 2-1 5 3 2 4-5 3 2 3 3-2 2 1-2 1 |
10 20 0,32 10 20 0,63-0,32 5-2,5 2,5 0,63 2,5 0,63-0,32 0,32-0,05 0,04-0,02 0,02-0,01 |
Для того, чтобы установить рациональные методы обработки с учётом качества выпускаемой продукции и её надёжности, необходимо проведение расчётов стоимости её изготовления.