

1.5.4. Неточность и износ инструмента
Точность обработки непосредственно связана с точностью изготовления режущего инструмента в двух случаях:
1) при работе мерным инструментом, когда размер инструмента непосредственно передается детали (протяжки, развертки, метчики и т. д.).
2) при работе фасонным инструментом, когда его профиль переносится на деталь. В промышленности применяют большое количество немерных режущих инструментов - проходные резцы, торцовые фрезы и т. д.
Погрешности в изготовлении этих инструментов непосредственного влияния на точность обработки не оказывают. Существенно влияет на точность обработки износ режущего инструмента. В процессе обработки режущие инструменты изнашиваются как по задней поверхности, так и по передней.

Рис.8. Износ резца
Следствием износа резца по задней поверхности на величину U является изменение размера детали на величину 2U. Такое изменение получило название размерного износа.
В технологии машиностроения размерный износ инструмента принято выражать в зависимости от пройденного им пути резания L , определяемого по формуле
 (м),
(м),
где - L длина пути резания, в м;
D - диаметр обрабатываемой детали, в мм;
l - длина обрабатываемой детали, в мм;
S - подача, в мм/об.
Размерный износ инструмента протекает неравномерно.
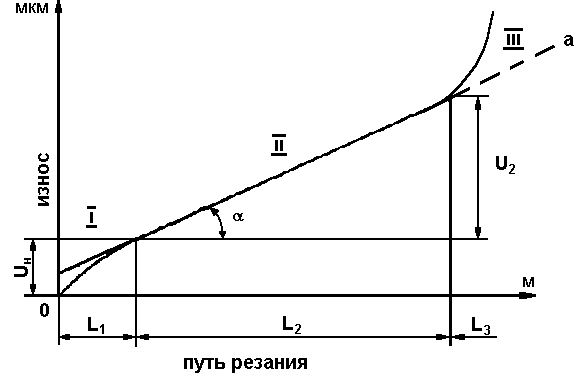
Рис.9.Размерный износ резца
В первый период работы инструмента происходит повышенный износ, называемый первоначальным износом. Время работы на этом участке небольшое, а путь резания L1 не превышает 1000 м.
Во второй период работы инструмента происходит нормальный износ. Путь резания L2 на этом участке достигает 30000м.
Интенсивность размерного износа на участке 2 можно охарактеризовать тангенсом угла наклона этого участка к оси абсцисс. Данную величину принято называть относительным (удельным) износом U0:
![]() мкм/км,
мкм/км,
где U2 - размерный износ, полученный за время второго периода работы инструмента.
Третий период, когда происходит интенсивный износ инструмента, непродолжителен. На протяжении этого периода вершина резца разрушается, поэтому в конце участка 3 прибегают к замене инструмента. Заменив кривую износа прямой а-а, можно упростить расчет для определения размерного износа. Прямая а-а совпадет с кривой на участке 2 и отсекает на оси ординат отрезок Uн, называемый начальным износом. Зная для конкретных условий обработки значения U0 и Uн, можно определить размерный износ и на длине пути резания L по формуле:
![]() мкм.
мкм.
Величина относительного износа U0 зависит от способа обработки и обрабатываемого материала, материала режущего инструмента, режима резания и геометрии режущего инструмента.
1.5.5. Неточность и износ приспособлений
Приспособления, применяемые для установки деталей, также являются источником погрешностей. Дело в том, что сами приспособления имеют неточность изготовления. Кроме того, увеличивается их износ с течением времени и деформацией в процессе обработки. Возникают также погрешности в результате неточного ориентирования обрабатываемой детали в приспособлении. Точность изготовления приспособления должна быть выше точности обрабатываемой детали. При точных работах (2 - 3-й классы) обычно допуски на приспособления берутся равными 1/2 - 1/3 допусков на соответствующие размеры детали. При грубых работах (4-ый класс и ниже) относительная точность приспособлений составляет 1/5 - 1/10 допуска на деталь.