

Контрольные вопросы
Образование каких видов стружки возможно при нарезании материалов?
Что влияет на образование того или иного типа стружки?
Какие существуют методы оценки деформации стружки?
Как влияют на усадку стружки параметры режима резания – скорость, подача, глубина резания?
Охарактеризовать процессы, происходящие в зонах LOM и FPK.
2. Силы резания
В процессе резания на лезвие инструмента действуют силы сопротивления перемещению его по траектории относительного рабочего движения. Результирующая этих сил называется силой резания. Сила есть результат глубокой пластической деформации металла, превращаемого в стружку, а также трения сходящей стружки о переднюю поверхность инструмента, трения между инструментом и обрабатываемой деталью.
Силы резания определяют не только нагрузку технологической системы резания (станок – приспособление – инструмент - заготовка), но и температуру резания, стойкость режущего инструмента, точность обработки, производительность и потребную мощность.
Под
действием силы
![]() ,
направленной вдоль оси режущего клина,
последний внедряется в материал (рис.
2.1).
,
направленной вдоль оси режущего клина,
последний внедряется в материал (рис.
2.1).
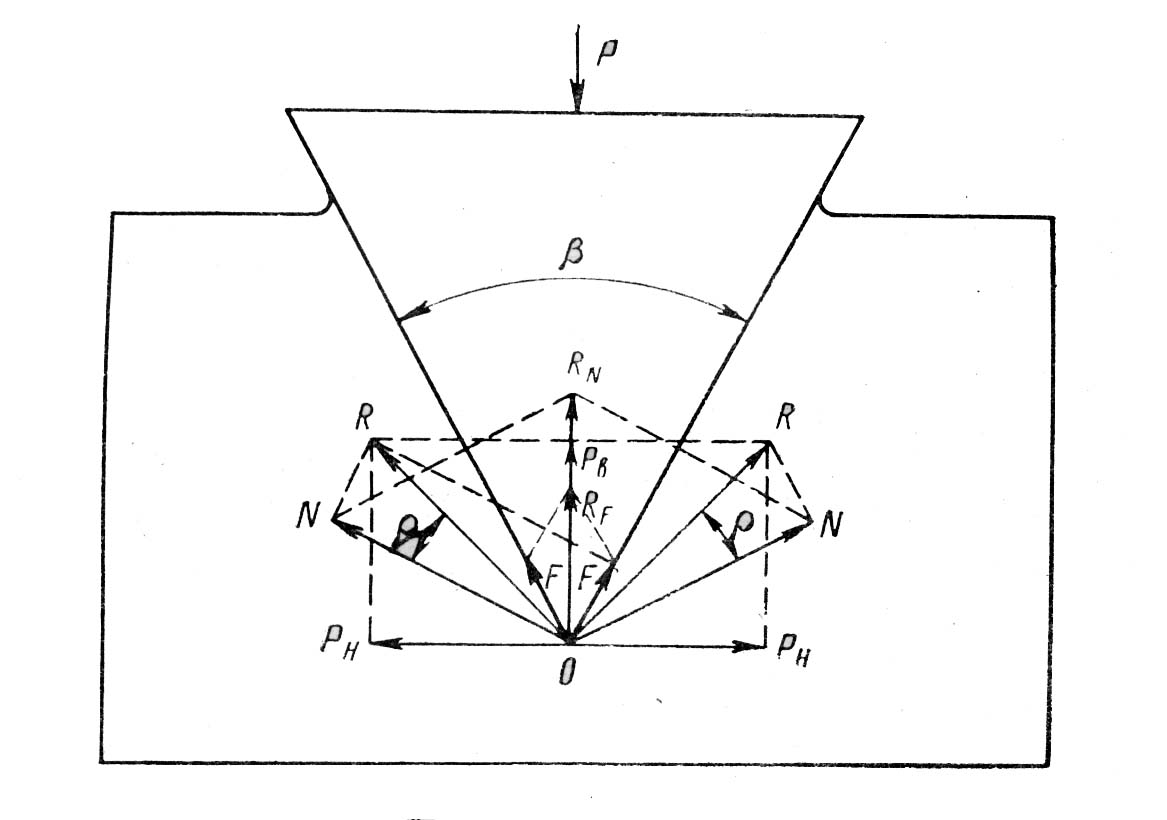
Рис. 2.1. Силы, действующие на режущий клин
Когда давление на клин превзойдет по величине силы трения материала о кромки и силы сцепление частиц материала, наступает разделение материала.
В
случае симметричного расположения
кромок относительно его оси обе кромки
производят одинаковое давление с
нормальной силой
![]() на материал по обе стороны и вызывают
его деформацию. Под влиянием реакций
этих силы на боковых гранях клина
возникают силы трения
на материал по обе стороны и вызывают
его деформацию. Под влиянием реакций
этих силы на боковых гранях клина
возникают силы трения
![]() ,
пропорционально нормальному давлению
,
препятствующие внедрению клина в
материал:
,
пропорционально нормальному давлению
,
препятствующие внедрению клина в
материал:
![]() ,
,
где
![]() - угол трения,
- угол трения,
![]() - коэффициент трения.
- коэффициент трения.
В
условиях несвободного резания на
переднюю поверхность резца со стороны
стружки и изделия действуют нормальная
сила
,
вызывающая пластическую деформацию и
сила трения
![]() .
Соответственно на передней поверхности
коэффициент трения обозначается как
.
Соответственно на передней поверхности
коэффициент трения обозначается как
![]() .
На задней поверхности соответственно
нормальная сила
.
На задней поверхности соответственно
нормальная сила
![]() и сила трения
и сила трения
![]() (рис. 2.2). Коэффициент трения по задней
поверхности
(рис. 2.2). Коэффициент трения по задней
поверхности
![]() .
.
Эти
четыре силы уравновешиваются силами,
исходящими от станка: силой
![]() – тангенциальная или главная составляющая
силы резания и
– тангенциальная или главная составляющая
силы резания и
![]() – нормальная составляющая (перпендикулярна
к главной режущей кромке в ее проекции
на основную плоскость).
– нормальная составляющая (перпендикулярна
к главной режущей кромке в ее проекции
на основную плоскость).
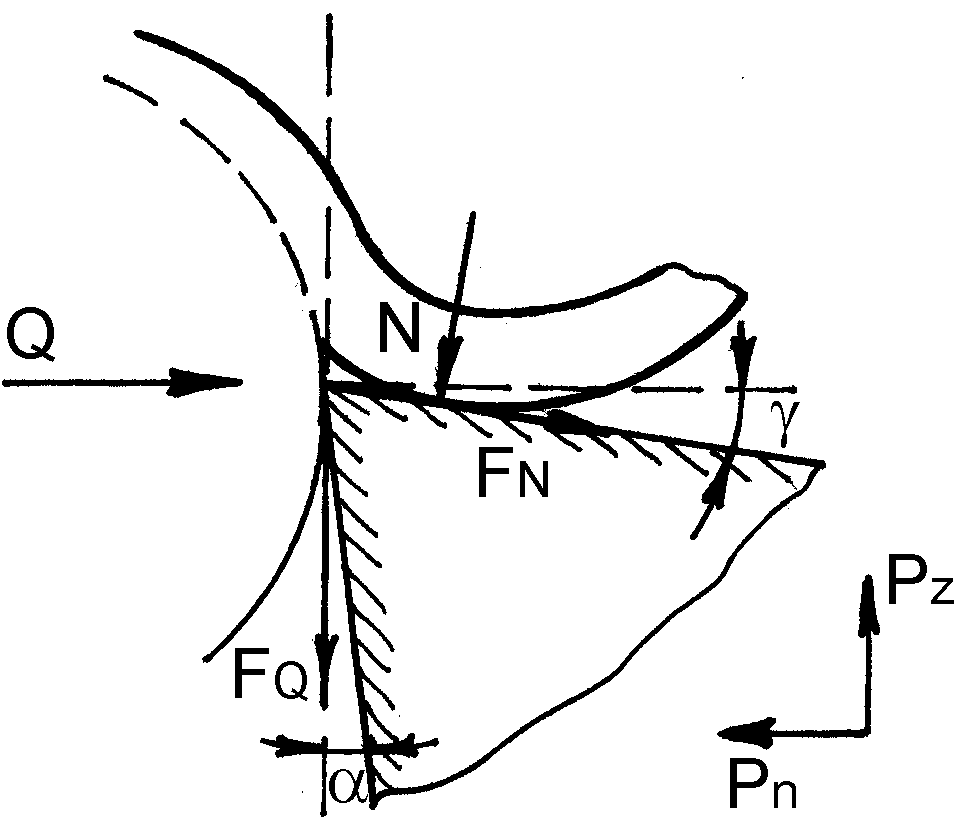
Рис. 2.2. Схема воздействия силовых факторов
Проектируя силы с первой по четвертой на направление и , получаем основные уравнения механики резания:
![]() (2.1)
(2.1)
Из
первого уравнения системы (2.1) видно,
что сила
затрачивается на преодоление силы
сопротивления пластической деформации
-
![]() ,
на преодоление сопротивления по задней
поверхности
,
на преодоление сопротивления по задней
поверхности
![]() и в случае
и в случае
![]() - частично на преодоление трения по
передней поверхности -
- частично на преодоление трения по
передней поверхности -
![]() .
Но если
.
Но если
![]() ,
то она будет разгружать силу
,
то она будет разгружать силу
![]() .
Сила
.
Сила
![]() затрачивается на преодоление сопротивления
поверхностному внедрению и упругому
восстановлению по задней поверхности
–
,
частично на преодоление сил трения по
передней поверхности
затрачивается на преодоление сопротивления
поверхностному внедрению и упругому
восстановлению по задней поверхности
–
,
частично на преодоление сил трения по
передней поверхности
![]() при
сила
при
сила
![]() разгружает силу
.
разгружает силу
.
Сила
трения
![]() оказывает значительное влияние на
- т.к. значение
оказывает значительное влияние на
- т.к. значение
![]() близко к единице
близко к единице
![]() .
.
Если
![]() ,
то основное уравнение механики резания
имеет вид:
,
то основное уравнение механики резания
имеет вид:
![]()
Рис.2.3. Направление
составляющих силы резания![]() .
.
Задание направления силы резания наиболее обоснованно приложение результирующей силы резания , приложенной к середине фактически режущей части кромки. В общем случае вектор результирующей силы в зависимости от комплекса условий резания имеет различные значения и направления действия. Для удобства расчетов результирующую силу резания рассматривают в пространственной декартовой системе координат xyz (рис.2.3). В резании металлов приняты следующие принципы ориентации системы координат. Начало системы координат принято совмещать с вершиной резца, установленной на высоте оси вращения заготовки. (рис. 2.3). Ось x располагается горизонтально параллельно оси вращения обрабатываемой заготовки; ось y горизонтальна и перпендикулярна оси вращения заготовки (параллельно оси y обычно располагают геометрическую ось державки резца); ось z вертикальна и направлена вниз.
Вектор
равнодействующей силы
может быть спроецирован на оси x, y, и z.
Проекция силы
на ось x называется осевой составляющей
![]() .
Осевая составляющая
равна сопротивлению обрабатываемого
металла врезанию резца в направлении
подачи S и действующих в этом направлении
сил трения. Значение осевой составляющей
.
Осевая составляющая
равна сопротивлению обрабатываемого
металла врезанию резца в направлении
подачи S и действующих в этом направлении
сил трения. Значение осевой составляющей
![]() необходимо знать при расчетах на
прочность опор шпинделя и механизма
подачи станка.
необходимо знать при расчетах на
прочность опор шпинделя и механизма
подачи станка.
Проекция
силы
на ось y называется радиальной составляющей
силы резания
![]() .
Она изгибает обрабатываемую заготовку
в горизонтальной плоскости, что может
служить причиной снижения точности
обработки длинных заготовок, а также
вызывает нежелательные вибрации.
.
Она изгибает обрабатываемую заготовку
в горизонтальной плоскости, что может
служить причиной снижения точности
обработки длинных заготовок, а также
вызывает нежелательные вибрации.
Проекция
силы
на ось z называется вертикальной
(тангенциальной) составляющей силы
резания
![]() .
Если точка приложения равнодействующей
лежит на высоте оси вращения заготовки,
направления вертикальной составляющей
и вектора окружной скорости, заготовки
V совпадают. Вертикальная составляющая
силы резания
равна суммарному действию сил сопротивления
металла срезаемого слоя пластической
деформации стружкообразования,
разрушения, связанного с образованием
новых поверхностей, изгиба стружки и
сил трения, действующих в направлении
оси z. По величине
рассчитывают привод главного движения
станка.
.
Если точка приложения равнодействующей
лежит на высоте оси вращения заготовки,
направления вертикальной составляющей
и вектора окружной скорости, заготовки
V совпадают. Вертикальная составляющая
силы резания
равна суммарному действию сил сопротивления
металла срезаемого слоя пластической
деформации стружкообразования,
разрушения, связанного с образованием
новых поверхностей, изгиба стружки и
сил трения, действующих в направлении
оси z. По величине
рассчитывают привод главного движения
станка.