

3.12 Определяем количество режущих и калибрующих зубьев круглой части
3.12.1Определяем количество черновых зубьев:
– для одинарной схемы резания
 (3.18)
(3.18)
где Aкр.черн.– припуск на черновые круглые зубья, мм
 (3.19)
(3.19)
где Aкр.пер.– припуск на переходные зубья, зависит от величины подачи на зуб на черновые зубья Sz черн. и выбираем по [1]
Aкр.чист.– припуск на чистовые зубья, зависит от квалитета протягиваемого отверстия:
Aкр.чист.= 0,04 мм


3.12.2 Определяем количество чистовых зубьев:
– для одинарной схемы резания:
 (3.20)
(3.20)

3.12.3 Определяем количество переходных зубьев:
– для одинарной схемы резания количество переходных зубьев zкр.пер. определяем в зависимости от подачи на зуб на черновые зубья Sz черн. и выбираем по [1]
zкр.пер.=1
3.12.4 Определяем количество калибрующих зубьев круглой части:
Zкр.кал.= 2
3.12.5 Определяем количество черновых, переходных, чистовых и калибрующих зубьев шлицевой части
3.12.5.1 Определяем количество черновых зубьев:
– для одинарной схемы резания
 (3.21)
(3.21)
где Aшл.черн.– припуск на черновые шлицевые зубья, мм
 (3.22)
(3.22)
где Aшл.пер.= 0,08 – припуск на переходные зубья, зависит от величины подачи на зуб на черновые зубья SZ черн. и выбираем по [1]
Aшл.чист.– припуск на чистовые зубья, зависит от квалитета протягиваемого отверстия:
Aшл.чист.= 0,015 мм (так как 7 квалитет)

3.12.5.2 Определяем количество чистовых зубьев:
для одинарной схемы резания:
 (3.23)
(3.23)

3.12.5.3 Определяем количество переходных зубьев zшл.пер аналогично пункту 3.12.1.3.
zшл.пер=1
3.12.5.4 Определяем количество калибрующих зубьев zшл.кал. аналогично пункту 3.12.2.4.
zшл.кал.=7
3.13 Определяем длину рабочей части протяжки
Длина рабочей части протяжки lр.ч., мм (рисунок 3.5) определяем по формуле:
 (3.24)
(3.24)
где lкр.ч.– длина круглой части протяжки
 (3.25)
(3.25)

lшл.ч. – длина шлицевой части протяжки
 (3.26)
(3.26)


3.14 Определяем размеры переднего хвостовика
Для шлицевых протяжек предусмотрены цилиндрические хвостовики по ГОСТ 4044 – 70 с круговой выточкой (рисунок 3.14).
Диаметр хвостовика dхв. протяжки определяется по формуле
 (3.27)
(3.27)

где Dо – наименьший диаметр предварительно обрабатываемого отверстия, мм
Рассчитанный диаметр хвостовика округляется до стандартного меньшего по [ 1]
Длина lхв. и остальные размеры хвостовиков с определяются в зависимости от dхв. по [ 1]
dхв.=11мм
dвых.хв=8мм
l2=20мм
l3=20мм
l4=12мм
lхв=100мм
r1=0,2мм
c=0,5мм
φ=10°
Fхв=50,3мм2

Рисунок 3.11 – Гладкие части протяжки
3.15 Определяем размеры шейки
Диаметр шейки (рисунок 3.14) определяем по формуле:
 (3.28)
(3.28)

Длина шейки выбирается из диапазона

3.16 Определяем размеры переходного конуса
Длина переходного конуса (рисунок 3.8) выбираем из диапазона

3.17 Определяем размеры передней направляющей
Диаметр передней направляющей (рисунок 3.14) определяем по формуле:

Длина передней направляющей определяем по формуле
 (3.29)
(3.29)
где L – длина протягивания, мм.

3.18 Определяем размеры задней направляющей
Форма задней направляющей соответствует форме последних зубьев:
шлицевая, если последние зубья шлицевые.
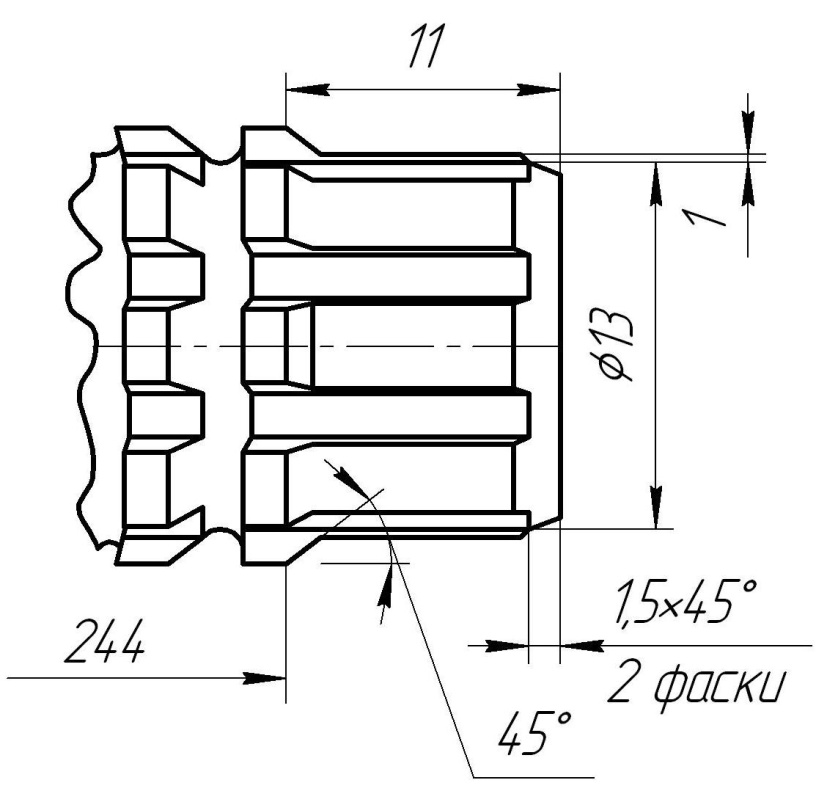
Рисунок 3.12 – Форма задней направляющей
Диаметр задней направляющей определяем по формуле:

где dmin – минимальный внутренний диаметр шлицевого отверстия, мм
 (3.30)
(3.30)
где d – внутренний диаметр обрабатываемого шлицевого отверстия, мм;
EI – нижнее отклонение на внутренний диаметр, мм

Длина задней направляющей определяем по формуле
 (3.31)
(3.31)
где L – длина протягивания, мм.

3.19 Предварительное определение общей длины протяжки
Общая длина протяжки (рисунок 3.16) Если задний хвостовик отсутствует, то общая длина протяжки определяется по формуле
 (3.32)
(3.32)

Принимаем длину протяжки:

Разницу отправляем в длину шейки:
400 – 396 = 4 мм
 =10+4=14
мм
=10+4=14
мм
3.20 Определяем размеры заднего хвостовика
Задний хвостовик выполняет функцию поддерживающего устройства, с целью устранения прогиба протяжки.
Выполняется хвостовик, если длина протяжки Lпр. превышает длину, рекомендованную ГОСТ 25969-83:
Длина протяжки не превышает длину рекомендованную ГОСТ 25969-83. Задний хвостовик не нужен.
3.21 Проверка протяжки по длине
Длинные и, в особенности, тонкие протяжки подвержены при термической обработке очень большому короблению, которое не всегда возможно устранить. Поэтому длину протяжек ограничивают некоторыми предельными значениями.
Первое условие:
 (3.33)
(3.33)
где Lст. – наибольшая длина хода станка [1], мм. Выбирается модель станка с длиной хода, удовлетворяющей этому условию.


Выбираем модель станка 7Б54.
Второе условие:
 (3.34)
(3.34)
где D – наружный диаметр шлицевого отверстия, мм.
 ,
,

Оба условия выполняются.