Дополнительный
Семенов Е.И. Ковка и объемная штамповка. М.: Высшая школа, 1972.352 с.
Ковка и объемная штамповка стали: Справочник: В 2-х т./Под ред. М.В.Сторожева. М.: Машиностроение, 1968. Т.1. 436 с; Т.2. 448 с.
Антрошенко А.П., Булат Е.П. Штамповка на кривошипных горячештамповочных прессах и горизонтально-ковочных машинах. Л.: Машиностроение, 1963. 95 с.
Белов А.Ф. Объемная штамповка на гидравлических прессах. М.: Машиностроение, 1986. 239 с.
Зимин Ю.А., Кондратенко В.Г., Мансуров И.З. Штамповка на винтовых пресс-молотах и прессах. М.: НИИМаш, 1978. 96 с.
Сторожев М.В., Середин П.И., Кирсанов СБ. Технология ковки и горячей штамповки цветных металлов и сплавов. М.: Высшая школа, 1967.350 с.
Эдуардов М.С. Штамповка в закрытых штампах. Л.: Машино строение, 1971. 240 с.
Камнев П.В. Групповой метод производства поковок. Л.: Лениздат, 1961. 105 с.
Коньков А. Экономия металла в кузнечном производстве. Красно ярск: Кн.изд-во, 1972. 205 с.
Приложение
Уральский государственный технический университет Кафедра технологии машиностроения
Задание
На выполнение практической работы по дисциплине "Производство и механическая обработка заготовок"
Студент .………..группы…………вариант задания № чертеж
Содержание работы:
Выбрать и обосновать способ производства поковки.
Разработать чертеж поковки, в том числе:
Установить плоскость разъема штампа.
Выбрать базы для первой операции механической обработки.
Определить массу поковки.
Назначить классы точности, определить общие допуски и припуски на механическую обработку с учетом влияния способа нагрева на припуски; определить номинальные и предельные размеры поковок.
Установить штамповочные уклоны, радиусы закруглений, напуски, полотна, перемычки, расстояния между ребрами, форму и размеры наметок отверстий под прошивку.
Оформить чертеж заготовки в соответствии с ЕСКД.
3.Технологический процесс получения поковки.
Описать технологический процесс производства поковки (переходы штамповки) и сделать анализ его преимуществ и недостатков.
Рассчитать объем, массу исходной заготовки и ее размеры.
Выбрать оборудование, определить усилие штамповки.
Определить коэффициенты весовой точности и использования материала и сделать выводы по эфективности выбранной технологии.
4.Выполненная практическая работа оформляется в виде:
Расчетно-пояснительная записка объемом 10... 15 листов (формат А4).
Чертеж заготовки (формат A3).
Срок выполнения практической работы устанавливается
с__________по_
_________________
Преподаватель
Приложение (продолжение) Таблица П1
Вариант задания |
Деталь |
Номер чертежа |
Марка материала |
Объём выпуска |
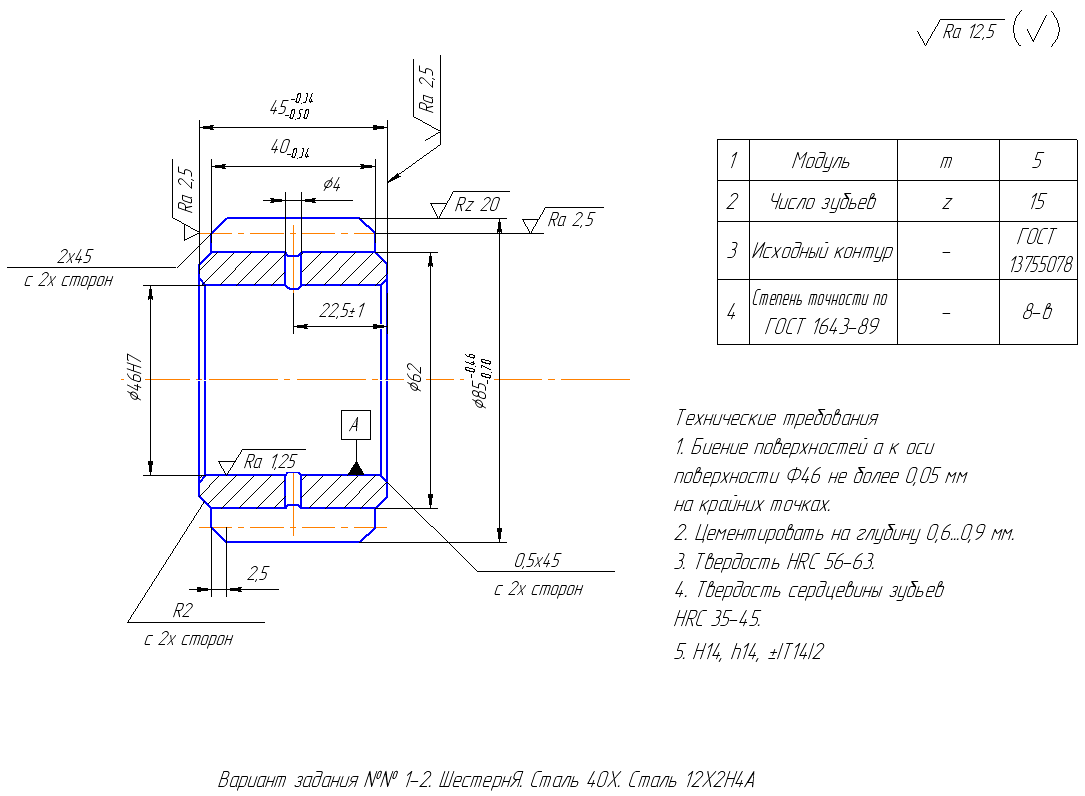
1 |
Шестерня |
5 |
Сталь 40х |
100000 |
2 |
__''__ |
5 |
Сталь 12Х2Н4А |
30000 |
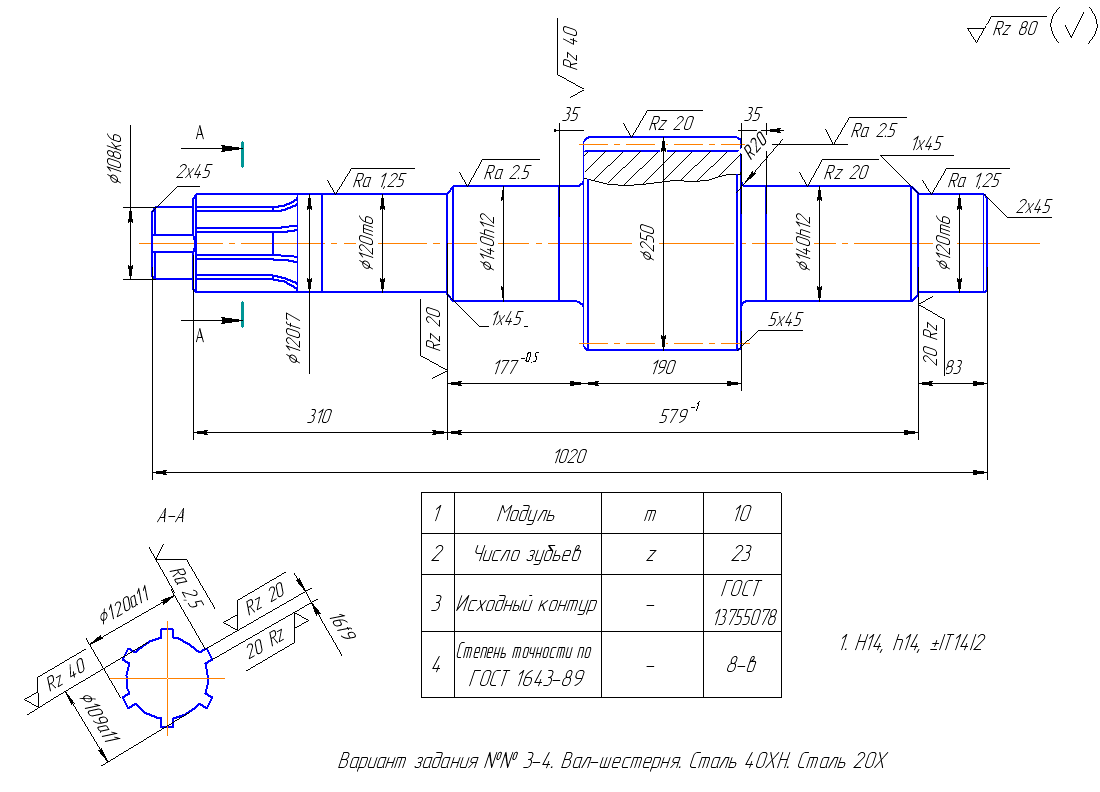
3 |
Вал – шестерня |
8 |
Сталь 40ХН |
15000 |
4 |
__''__ |
8 |
Сталь 20Х |
1000 |
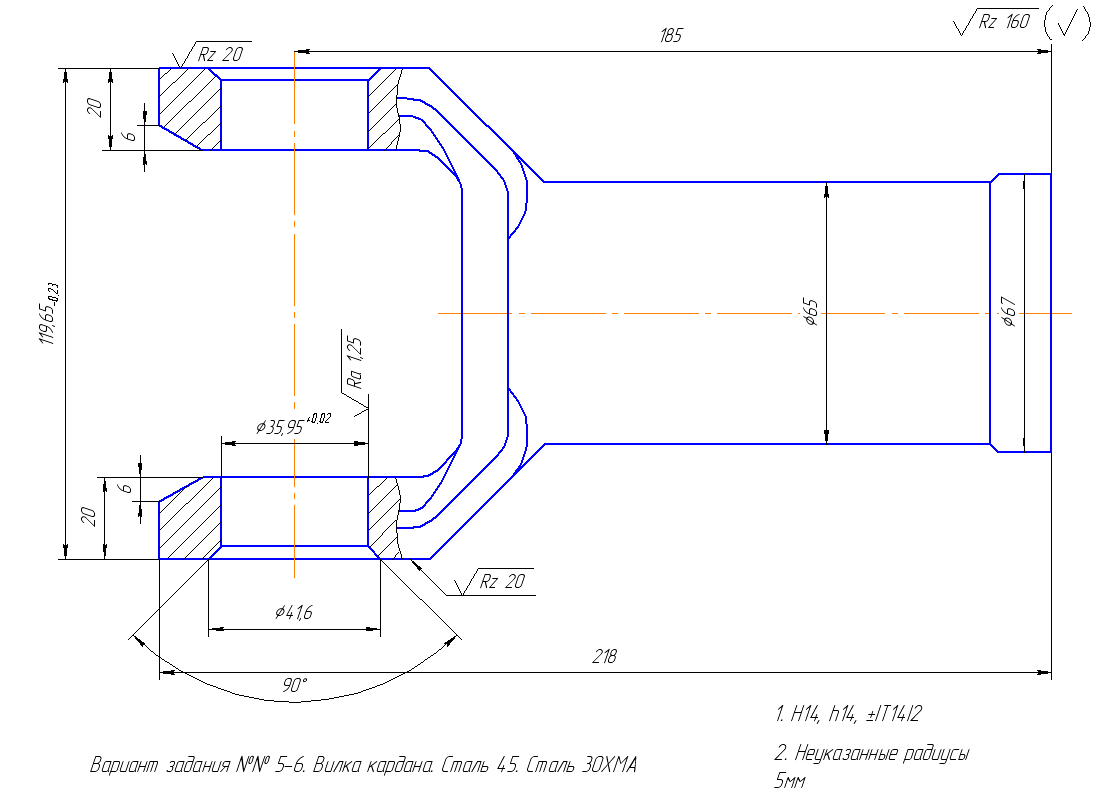
5 |
Вилка кардана |
10 |
Сталь 45 |
120000 |
6 |
__''__ |
10 |
Сталь 30ХМА |
400000 |
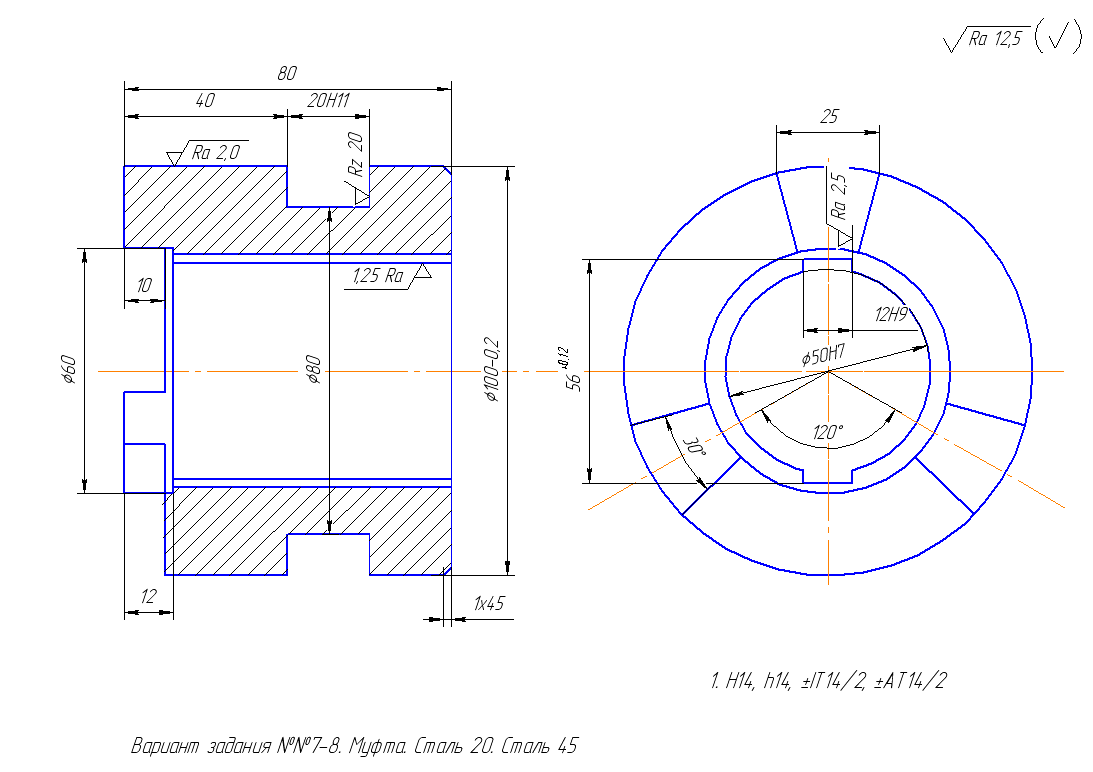
7 |
Муфта |
12 |
Сталь 20 |
70000 |
8 |
__''__ |
12 |
Сталь 45 |
10000 |
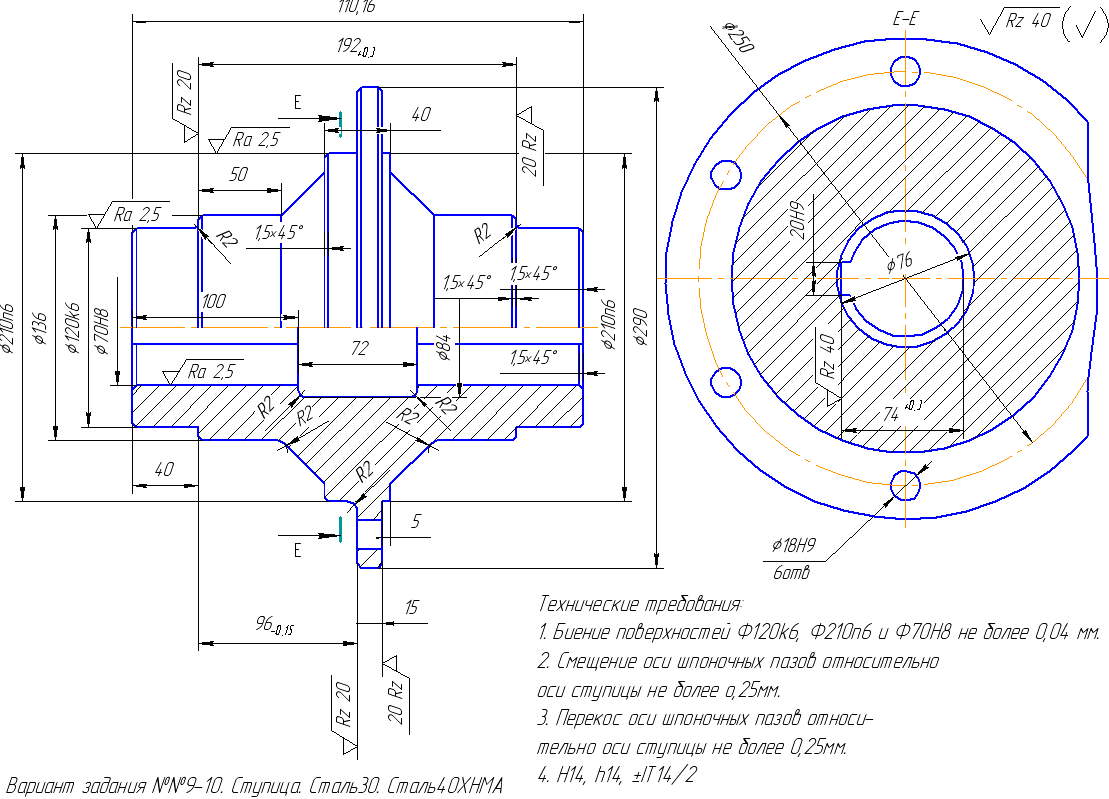
9 |
Ступица |
13 |
Сталь 30 |
150000 |
10 |
__''__ |
13 |
Сталь 40ХНМА |
20000 |
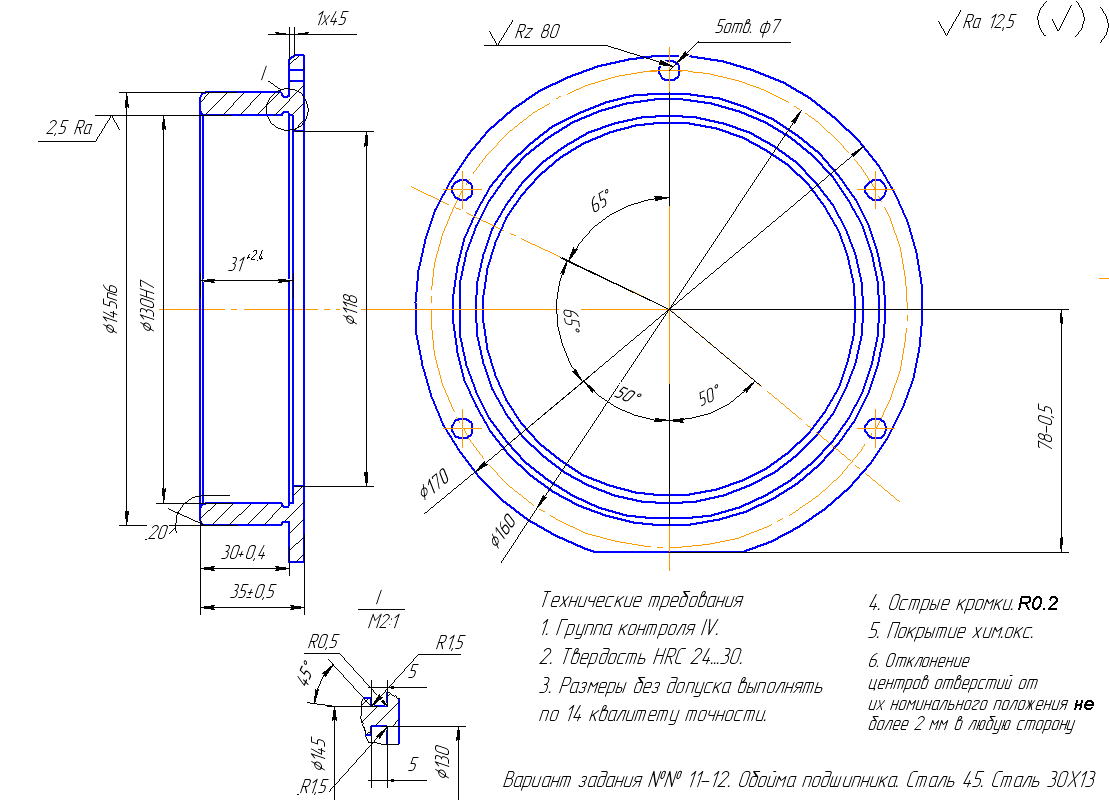
11 |
Обойма подшипника |
17 |
Сталь 45 |
13000 |
12 |
__''__ |
17 |
Сталь 30Х13 |
35000 |
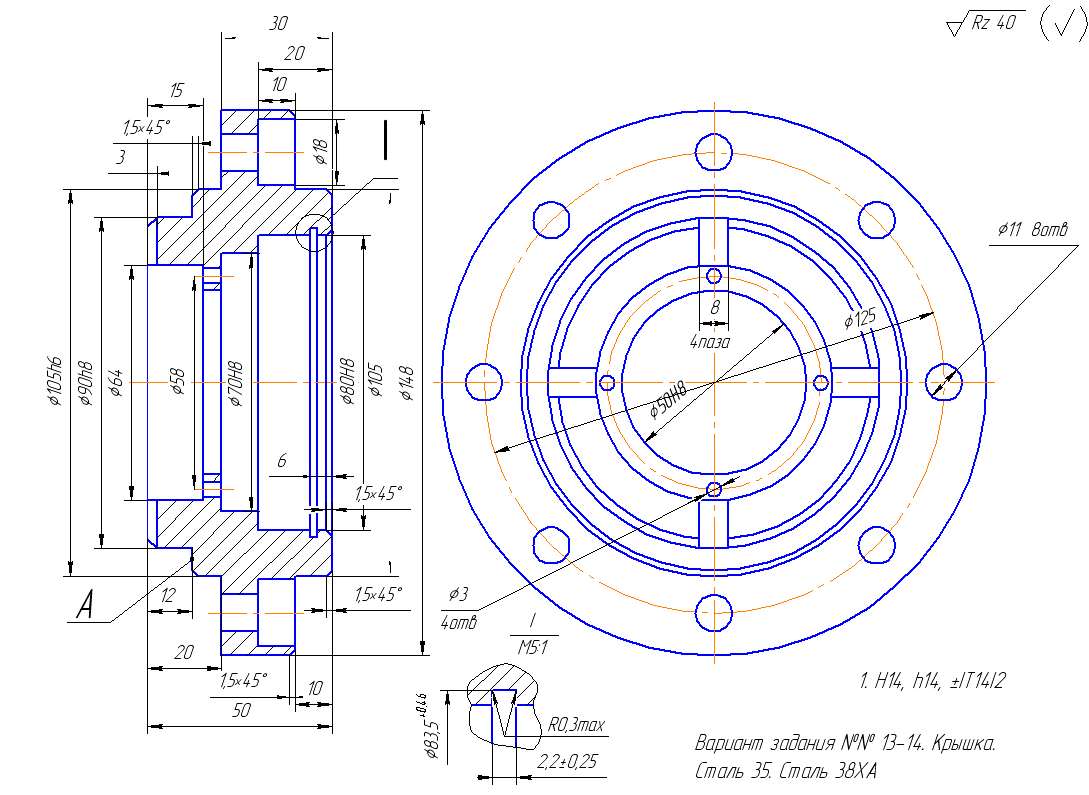
13 |
Крышка |
19 |
Сталь 35 |
160000 |
14 |
__''__ |
19 |
Сталь 38ХА |
60000 |
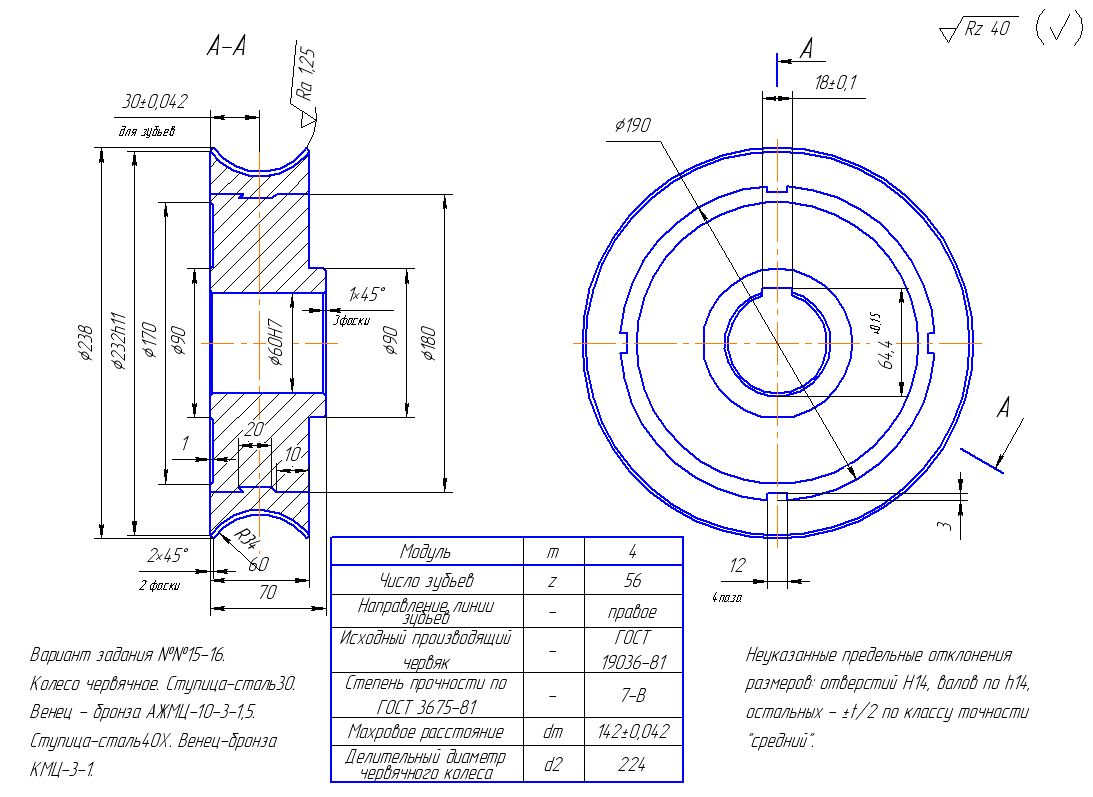
15 |
Колесо червячное |
21 |
Ступица – сталь 30 Венец – бронза АЖМц – 10 – 3 – 1.5 |
50000 |
16 |
Колесо червячное
|
21 |
Ступица – сталь 40Х Венец – бронза БрКМц – 3 - 1
|
50000 |
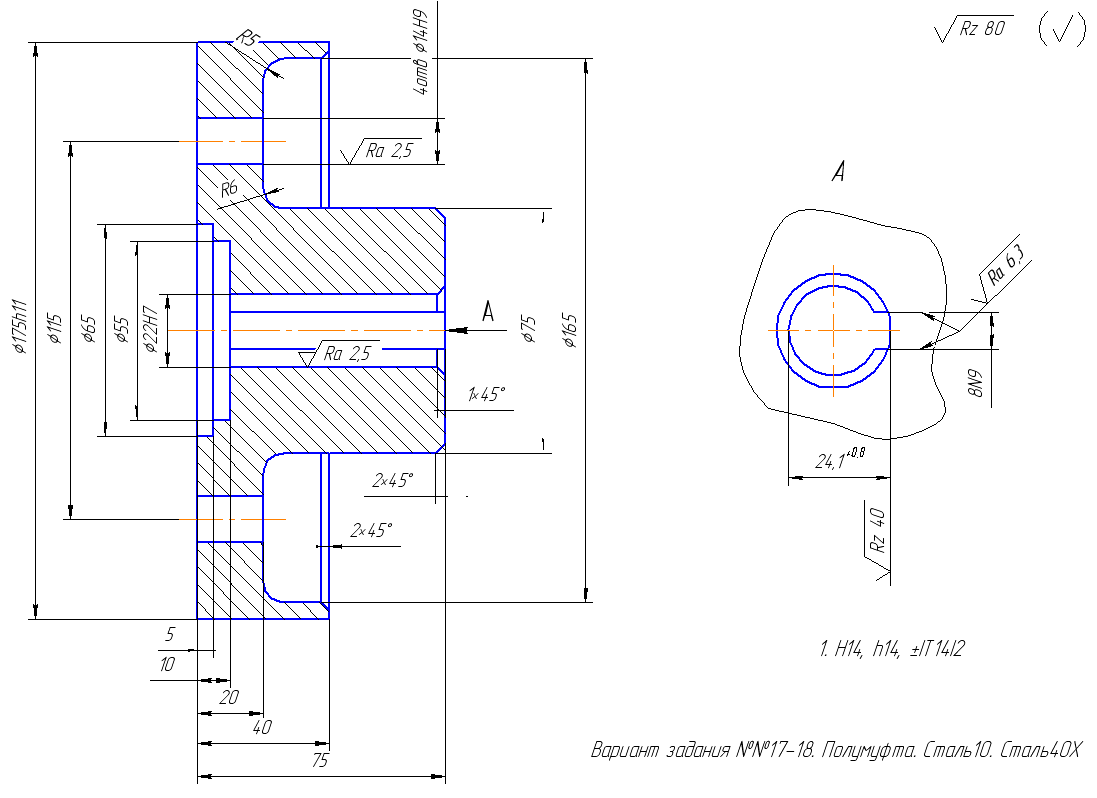
17 |
Полумуфта |
23 |
Сталь 10 |
90000 |
18 |
__''__ |
23 |
Сталь 20Х |
3000 |
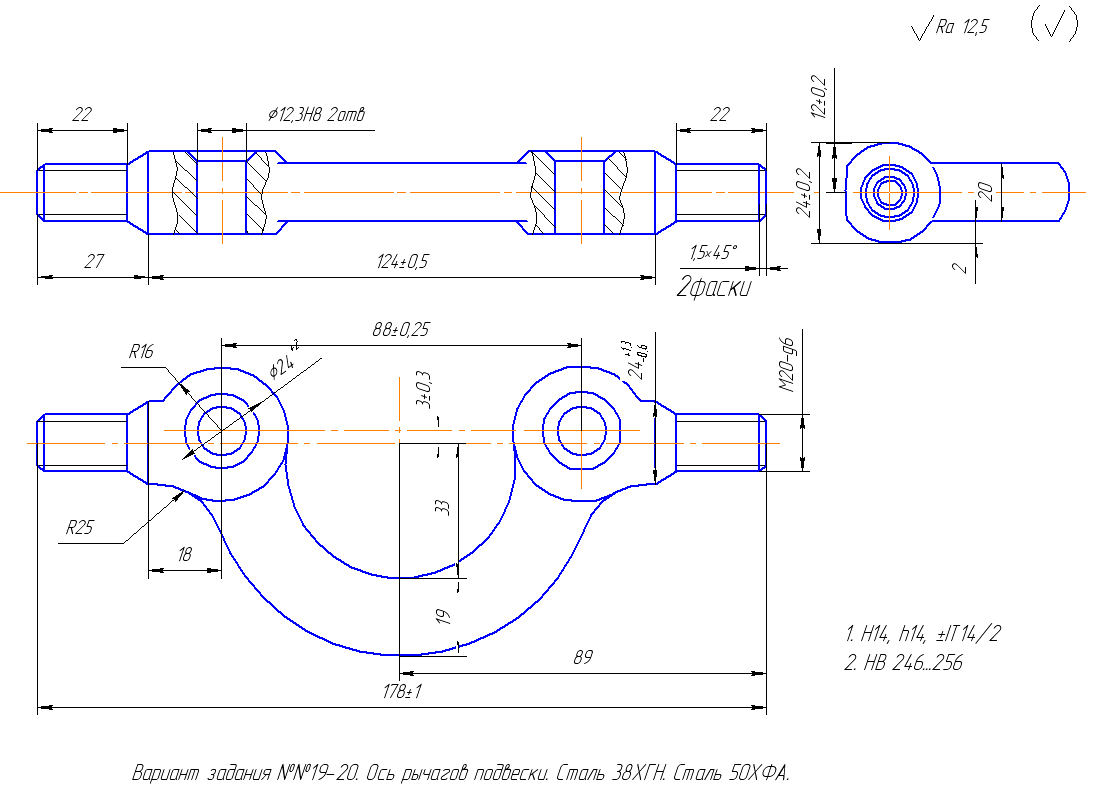
19 |
Ось рычагов подвески |
29 |
Сталь 38 ХГН |
140000 |
20 |
__''__ |
29 |
Сталь 50ХФА |
15000 |
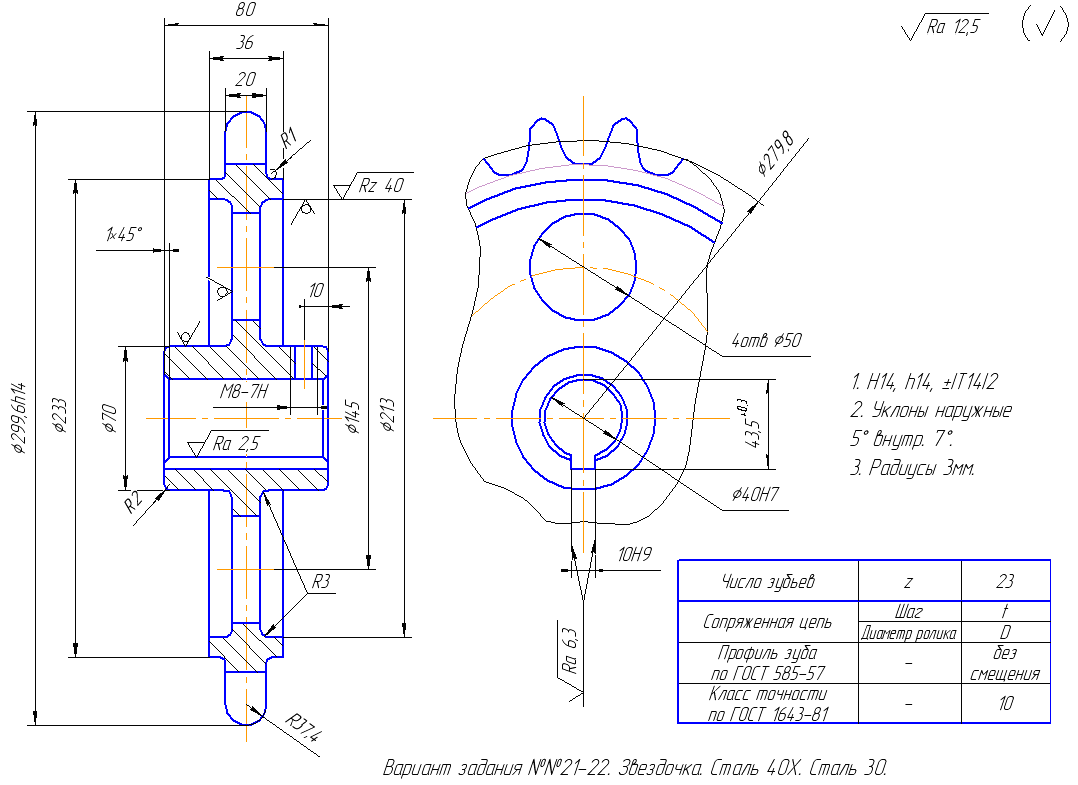
21 |
Звёздочка |
30 |
Сталь 40Х |
110000 |
22 |
__''__ |
30 |
Сталь 30 |
5000 |
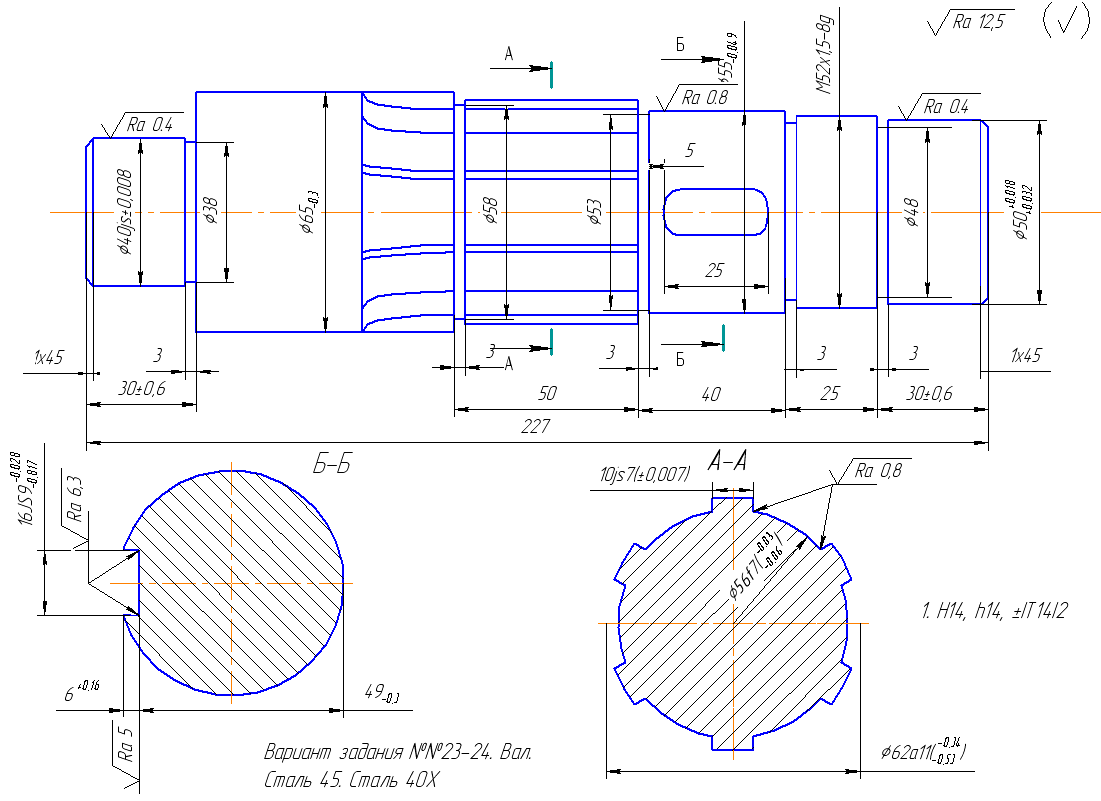
23 |
Вал |
32 |
Сталь 45 |
800 |
24 |
__''__ |
32 |
Сталь 40Х |
30000 |
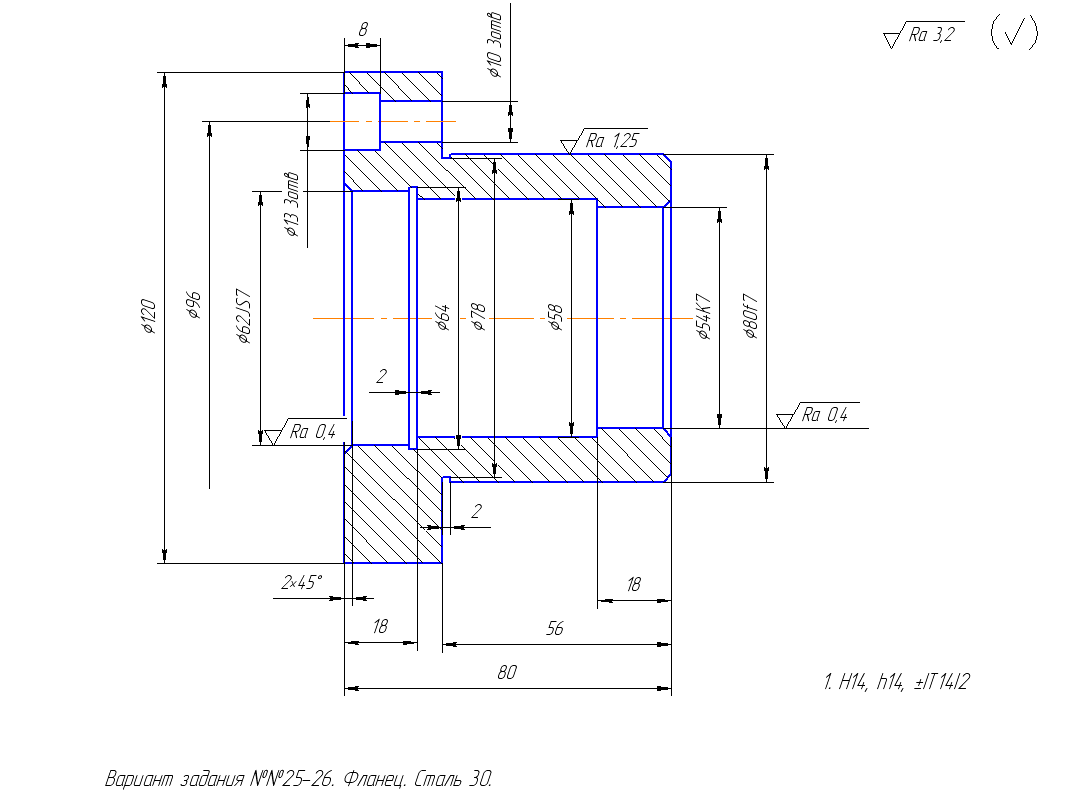
25 |
Фланец |
37 |
Сталь 30 |
250000 |
26 |
__''__ |
37 |
Сталь 30 |
80000 |
Приложение (продолжение) Таблица П2
Диаметр
|
Допускаемые отклонения |
Допуск |
|
+ |
- |
||
Сталь горячнекатанная повышенной Точности (Б) 3;5.5;6;6.5;7;8;9; 10;11;12;14;15;16;17;18;19 20;21;22;23;24;25 26;27;28;29;30;31;32;33;34;38;36;37 38;39;40;41;42;43;44;45;46;47;46 50;52;53;54;55;56;58 60;62;63;65;67;68;70;75;78 80;82;85;90;95 100;105;110;115 120;125 130;135;140;150 Сталь горячекатаная круглая обычная Точности (В) 5;5,5;6;6,5;7;8;9;10;11;12;13;14;15 16;17;18;19 20;21;22;23;24;25 26;27;28;29;30;31;32;33;34;35;36;37 38;39;40;42;44;48 50;52;54;55;56;58 60;62;65;68;70;72;76;78 80;85;90;95 100;110;115 120;125;130;140;150 |
0,1 0,2 0,2
0,2 0,2 0,3 0,4 0,5 0,6 0,6
0,3 0,4
0,4 0,4 0,5 0,5 0,6 0,8 |
0,3 0,3 0,4
0,6 0,9 1,0 1,2 1,5 1,8 2,0
0,5 0,5
0,75 1,0 1,1 1,3 1,7 2,0 |
0,40 0,50 0,60
0,80 1,10 1,30 1,60 2,0 2,40 2,60
0,80 0,90
1,15 1,40 1,60 1,80 2,30 2,80 |
Приложение (продолжение) Таблица П 3
Температурные интервалы ковки и штамповки некоторых углеродистых и легированных сталей.
Марка стали
|
Температура, С |
Рекомендуемый температурный интервал ковки, С |
||
Начала ковки |
Конца ковки |
|||
Не выше |
Не ниже |
|||
10;15 20;25;30;35 40;45;50 55;60 65;70 15Г;20Г;25Г;30Г 40Г;45Г;50Г 15Х;15ХА;20Х 30Х;38ХА 40Х;45Х;50Х 100Г2;35Г2 40Г2;45Г2;50Г2 15ХМ 30ХМ;30ХМА;35ХМ 20ХФ;40ХФА 20ХН 40ХН;45ХН;50ХН 12ХН2;12ХНЗА 30ХГС; 30ХГСА; 35ХГСА ШХ15 9Х2 У7;У7А;У8;У8А У9;У10;У11;У12;У13 5ХНМ;5ХГМ;5ХНВ Р18;Р9 |
1300 1280 1260 1240 1220 1250 1220 1250 1230 1200 1220 1200 1230 1220 1240 1250 1200 1200
1180 1180 1150 1125 1100 1200 1200 |
800 830 850 850 850 850 850 870 870 870 870 870 850 880 850 850 870 870
870 870 850 850 860 870 920 |
700 720 760 760 770 750 760 760 780 800 750 800 780 780 760 780 780 800
800 830 760 750 770 850 900 |
1280…750 1250…800 1200…800 1190…800 1180…800 1230…800 1200…800 1200…800 1180…820 1180…830 1200…800 1180…830 1200…800 1200…800 1200…800 1200…800 1180…830 1160…830
1140..830 1130…850 1150...780
__''__ __''__ __''__ |
Приложение (окончание) Таблица П 4
№ канавки |
Размеры заусенечной канавки, мм |
Площадь сечения канавки, мм |
|||
h0 |
b0 |
h1 |
b1 |
||
1 |
0,6 |
3,0 |
6,0 |
18 |
52 |
2 |
0,8 |
3,0 |
6,0 |
20 |
69 |
3 |
1,0 |
3,0 |
7,0 |
22 |
80 |
4 |
1,6 |
3,5 |
8,0 |
22 |
102 |
5 |
2,0 |
4,0 |
9,0 |
25 |
136 |
6 |
3,0 |
5,0 |
10,0 |
28 |
201 |
8 |
5,0 |
7,0 |
12,0 |
32 |
343 |
9 |
6,0 |
8,0 |
13,0 |
35 |
436 |
10 |
8,0 |
10,0 |
14,0 |
38 |
601 |
11 |
10,0 |
12,0 |
15,0 |
40 |
768 |