

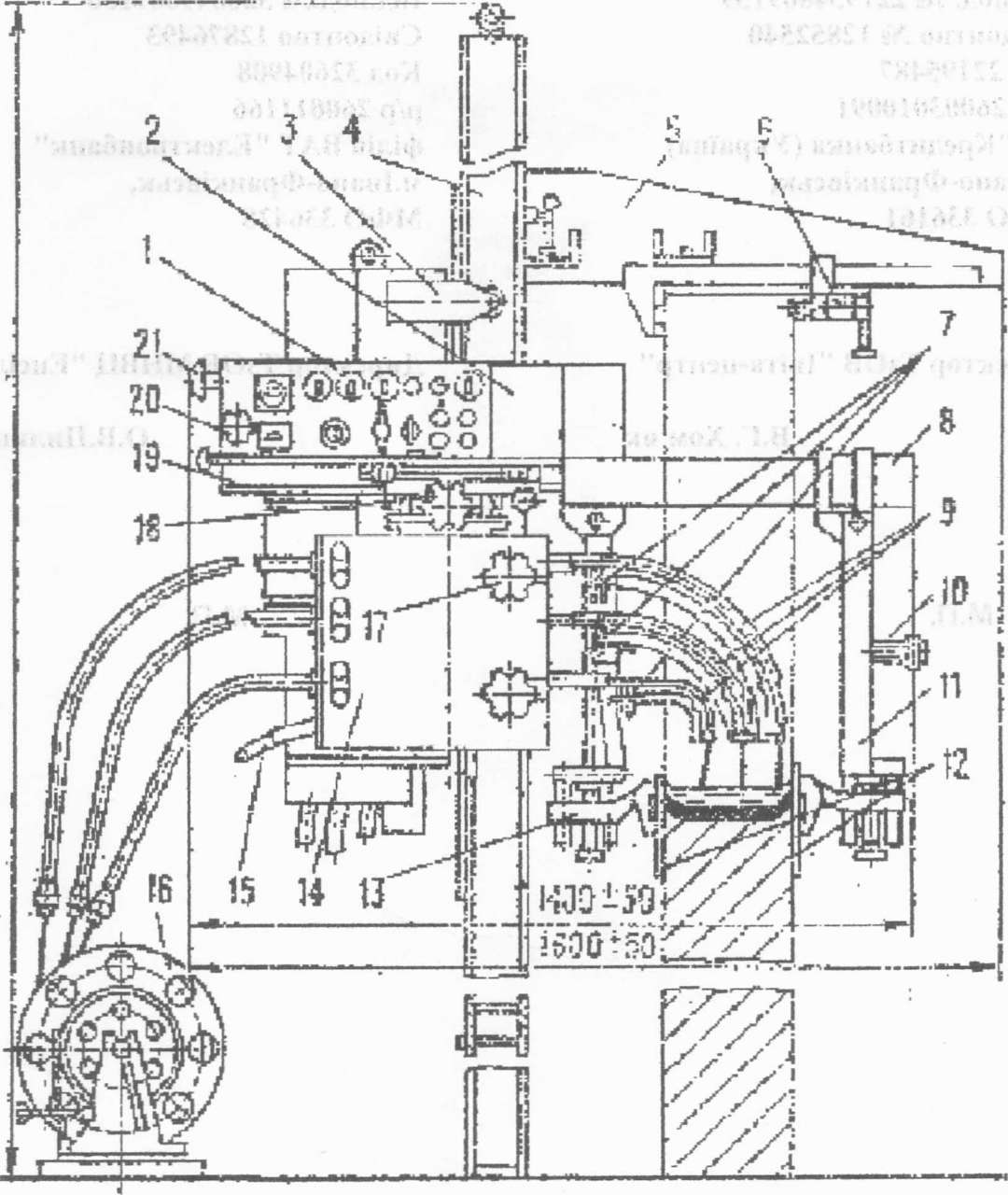
29. Загальна будова автомата для електрошлакового зварювання.
Зварювальна ванна розміщена між формуючими повзунами 12 - переднім і заднім. Передній повзун зв'язаний з підвіскою 12 і притискаєть до країв виробу, що зварюєть приужиною, яка діє на важіль підвіски. Задній повзун підвішений до тяги 8, яка пропущена через зазор між виробами, що зварюються і притискаються за допомогою важеля 11 і відприжиненого стакана 10. В зону зварювання через мундштуки 9 електродні дроти подаються роликами, розташованими на механізмі подачі 14 встановленому корпусі 2.
Останній зв'язаний з ходовим візком 3. Візок оснащений електродвигуном і коробкою швидкостей. Він переміщується по жорсткій вертикальній рейсі 4. Для переміщення швидкості перміщення з робочої на маршову, використовується перемикач 15. В корпусі 2 розташований культ управління 1, механізм звороньо- поступального переміщення, який взаємодіє з супортом 19 і коректори поперечні 18 і радіальний 20.
В апараті передбачені коректори 7 - для регулювання положення електроди в зазорі коректори 17 - для регулювання відстані між електродами коректорі 21 - для регулювання притиску переднього повзунка та інші.
Рейка 4 підвішена до вироби за допомогою кронштейна 5 і прижиму 6. Рейка має зубчасту рейку, в зачепленні з якого знаходиться вихідна шестерня кутового візка.
З0. Механізм рейкового типу в автоматах для електрошлакового зварювання.
Механізм рейкового приводу рухається по жорсткій або гнучкій направляючій встановленій паралельно країв деталей, що зварюють можуть мати жорсткий зв'язок між приводом ходового візка і рейкою, або щеплення забезпечується за рахунок тертя. Механізм з жорстким зв'язком привідного пристрою можуть розвивати значні тягові зусилля. Вони відрізняються надійністю роботи, але вимагають часу га встановлення рейки паралельно до стику.
31. Магнітні механізми переміщення в автоматах для електрошлакового зварювання.
Цікаві є ходові механізми, які базуються на магнітному зчепленні робочого органу з виробом. Він утворений з двох балансерів-магнітів, зв'язанихміж собою колінчастим валом. При обертанні валу від привідного пристрою магніти почергово відриваються одним іщ полюсів від поверхні виробу і крокують в напрямку зварювання за один оберт валу роблять крок два балансери - магніти, а весь механізм пересуваєтся на подвійну величину ексцентриситета вала. Магнітні ходові механізми забезпечують просту і швидку установку апарату на виліт.
32. Обладнання для газового зварювання.
При газовому зварюванні розплавлення основного і присадкового металу проходить завдяки тому теплу, що виділяється при спалюванні горючих газів або пари бензину чи газу у спеціальному пальнику.
Для газового зварювання і наплавлення використовується таке обладнання:
пальник-напилювач;
ацетиленовий генератор;
зворотний клапан;
кисневий балон;
кисневий редуктор;
розподільна апаратура, рукави, трубопроводи