

Прокатные валки. Виды валков.
В качестве инструмента для прокатки применяют валки прокатные, конструкция которых представлена на рисунке 2. В зависимости от прокатываемого профиля валки могут быть гладкими (рисунок 2, позиция а), применяемыми для прокатки листов, лент и т.п. и калиброванными (ручьевыми) (рисунок 2, позиция б) для получения сортового проката.
Ручей – профиль на боковой поверхности валка. Промежутки между ручьями называются буртами. Совокупность двух ручьев образует полость, называемую калибром, каждая пара валков образует несколько калибров. Система последовательно расположенных калибров, обеспечивающая получение требуемого профиля заданных размеров называется калибровкой.
Рисунок 2 — Прокатные валки
 а
– гладкий ; б – калиброванный
а
– гладкий ; б – калиброванный
Валки состоят из рабочей части – бочки 1, шеек 2 и трефы 3.
Шейки валков вращаются в подшипниках, которые, у одного из валков, могут перемещаться специальным нажимным механизмом для изменения расстояния между валками и регулирования взаимного расположения осей.
Трефа предназначена для соединения валка с муфтой или шпинделем.
Используются роликовые подшипники с низким коэффициентом трения (f = 0,003…0,005), что обеспечивает большой срок службы.
№39 Прокат
Операция прокатки заключается в том, что металл обжимается между вращающимися валками прокатных станов.
Прокатка — самый массовый способ обработки металлов давлением. Количество выпускаемого металлургическими заводами прокатанного металла служит одним из важнейших показателей уровня развития металлопромышленности в стране.
Прокаткой получают рельсы, строительные балки разнообразного сечения, листы разной толщины, прутковый материал, трубы, т. е. основную продукцию для развития многих видов промышленности, строительства и транспорта.
Схема прокатки показана на рис. 1.
Как следует из схемы, два валка, установленных на расстоянии h(щель), вращаясь в разные стороны, захватывают благодаря трению заготовку, имеющую высоту Н, которая проходит между валками по направлению стрелки. Впроцессе прохода между валками высота заготовки Н уменьшается до h, а длина увеличивается. Величина Н-hназывается абсолютной величиной сжатия, а отношение (H-h)/H* 100% — степенью обжатия, или относительным обжатием.
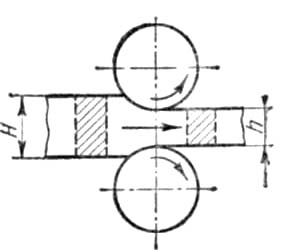
Рис 1. Схема процесса прокатки
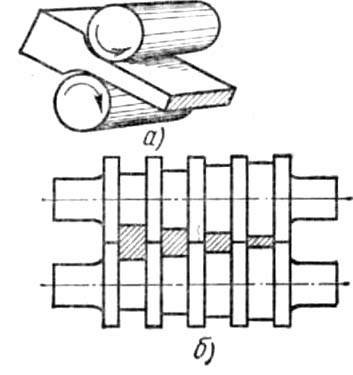
Рис. 2. Валки для прокатки металла:
а — листа, б — профилей
На рис. 2 показаны валки для прокатки листов и профилей. Группа валков, установленных в станине, образует так называемую клеть.
Несколько оборудованных специальными вспомогательными устройствами соединенных между собой клетейсоставляют прокатный стан.
Станы, в зависимости от изготовляемой продукции, бывают листопрокатные (производство листов), сортопрокатные (производство балок, прутков, полос), трубопрокатные (производство труб), рельсобалочные и специальные.
Прокатные станы различаются также в зависимости от того, в каком состоянии обрабатывается металл — в горячем или холодном.
В зависимости от количества валков прокатные станы бывают двухвалковые, трехвалковые, многовалковые. Станыназываются реверсивными, если прокатка производится как в одном, так и в обратном направлении.
За последние два десятилетия советские конструкторы создали много прокатных станов с высокойпроизводительностью и очень большой скоростью прокатки. Стан для прокатки тонкой ленты может выдать до 35 м/сек готовой продукции. Металл движется здесь со скоростью 125 км/ч, т. е. со скоростью самого быстрого поезда.
Прокатные станы большой мощности, предназначенные для предварительной обжимки крупных слитков, называются блюмингами и слябингами. Блюминги с диаметром валков от 840 до 1150 мм позволяют получать продукцию в виде обжатых слитков сечением от 140 х 140 до 450x450 мм. Такие обжатые слитки квадратного сечения(блумсы) весят до 10—12 т и более.
Слябингаминазываются мощные станы для прокатки листовых заготовок толщиной до 250 мм и длиной до 5 м. Какблюминги, так и слябинги обладают огромной производительностью от 1,5 до 2 млн. 1 слитков в год.
Необходимость получения больших слитков объясняется тем, что растущая потребность в металле заставляет увеличивать размеры печей, разливка же стали из больших печей в мелкие изложницы сопровождается трудностями и невыгодна экономически.
Виды проката. Металл, подвергнутый обработке прокаткой, называется прокатом. Прокат делится на следующие основные виды: листовой, сортовой, трубы.
Листовой прокат различается:
-по качеству исходного материала, т. е. в зависимости от того, какая сталь подвергалась прокатке — обыкновенная или повышенного качества;
- по способу изготовления — прокаткой в горячем или в холодном состоянии;
- по толщине листов: тонкий листовой прокат — до 4 мм, толстый — более 4 мм;
- по отделке поверхности — глянцевый, матовый, полированный, с покрытиями.
Из стального листового проката наиболее широко применяют следующие виды:
- сталь листовая кровельная в отожженном состоянии;
- сталь листовая декапированная, т. е. мягкая и пластичная, с повышенным сопротивлением коррозии после отжигаи травления, употребляемая как заменитель цветных металлов;
- сталь черная полированная — после отжига и полировки, применяемая как облицовочный материал;
- белая жесть — тонкие листы мягкой стали, покрытые оловом.
Сортовой прокат различают по форме и размерам поперечного сечения, по отделке поверхности и термической обработке, которой подвергался данный вид проката, т. е. отожженный прокат, без отжига, нормализованный и т. д.
Из сортового проката наиболее широко применяют:
- рельсы, швеллеры (крупный сорт);
- балки углового, таврового, двутаврового профиля, полосы (средний сорт);
- арматурное железо, прутки, катанка (мелкий сорт).
Сортовой прокат имеет самые разнообразные фасонные профили (рис. 3).
В промышленности все чаще применяют профильный листовой прокат, а также прокат с периодически изменяющимся по длине профилем. Такой прокат применяют в качестве заготовки для штамповки, что позволяет уменьшить отходы металла и значительно снизить трудоемкость при изготовлении изделий.
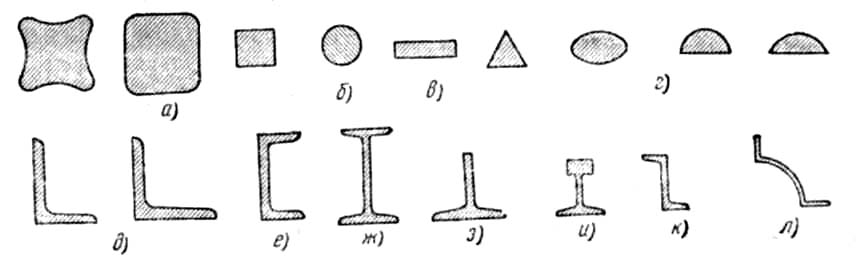
Рис. 3. Основные виды профилей проката: а — квадратная сталь, б — круглая сталь, nbsp; в — полосовая сталь, nbsp; г — треугольная, опальная, полукруглая, сегментная, д — угловая сталь неравнобокая и равнобокая, е — швеллеры, ж — двутавровая сталь, э — тавровая сталь, и — рельсы, к — зето вая сталь, л — колонная сталь
Трубный прокат.
Особой отраслью прокатки является производство труб, которые широко используют в машиностроении, строительстве зданий, в разведочном бурении, для водо-, нефте- и газопроводов и т. д.
Огромной потребностью народного хозяйства в производстве труб вызвано изобретение станов сверхвысокой скорости. Самой высокой в мире скоростью обладают агрегаты печной сварки труб, работающие на Челябинском и Таганрогском металлургических заводах. Ежеминутно Стан выдает 500 м водопроводных труб.
Трубы изготовляют сварными и бесшовными.
Сварные трубы получают путем прокатки заготовок на полосы и последующей их сварки.
Ширина полос должна соответствовать диаметру изготовляемых труб. Кромки полос скашивают на кромкострогальных станках так, чтобы при наложении одной кромки на другую толщина стенок сварной трубы была одинаковой. Затем следует нагревание полос, загибка их в трубу, протягивание через воронку на волочильном станеи сваривание.
В последнее время применяется новый, более производительный метод — спиральная сварка, при которой полосасвертывается спиралью и соприкасающиеся кромки свариваются с помощью специального сварочного аппарата.
Рис. 5. Схема прокатки заготовки для получения бесшовных труб:
А —заготовка, В — цилиндрический стержень, М и N — валки
Изготовление бесшовных труб состоит из двух операций:
получения отверстия в болванке с помощью конических валков и оправки (рис. 5); последующей прокатки полученной заготовки, нагретой до 1100—1200° С на специальном стане. Тонкостенные трубы изготовляют волочениемзаготовок на подвижных или неподвижных оправках.
Трубы различают не только по способу производства, но и по ряду других признаков: по материалу, диаметру, толщине стенок, по длине, термической обработке, состоянию поверхности (без покрытий и с покрытиями), по химической стойкости и назначению.
№40 Прессование
Прессование — технологический процесс, применяемый для получения изделий сложного поперечного сечения из пластичных цветных металлов и их сплавов, а также из стали.
Сущность процесса прессования заключается в том, что металл, помещенный в замкнутый объем — контейнер, подвергается высокому давлению и выдавливается сквозь отверстие, принимая его форму.
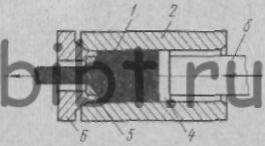
Рис. 9. Прямое прессование прутков
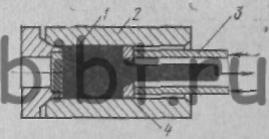
Рис. 10. Обратное прессование
Различают два метода прессования — прямой и обратный. При прямом прессовании прутков (рис. 9) заготовка 1, нагретая до определенной температуры, помещается в контейнер 2 пресса. С одной стороны контейнера закреплена матрица 5 при помощи матрицедержателя 6. С другой стороны на заготовку давит пресс-шайба 4, связанная со шплинтоном 3. Шплинт получает необходимое давление от плунжера пресса. Под действием этого давления металл выдавливается через отверстие матрицы. В конце процесса прессования в контейнере остается часть металла — пресс-остаток, идущий в отход. При обратном прессовании прутков (рис. 10) в контейнер 2 входит не пресс-шайба, а полый пуансон 3 с матрицей 4 на конце. Матрица давит на заготовку 1, и металл течет в отверстие матрицы навстречу движению пуансона. При обратном методе снижаются отходы металла на прессостаток и уменьшается усилие деформации, но усложняется конструкция пресса.
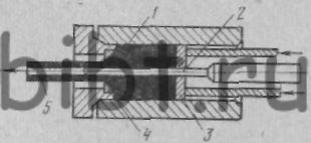
Рис. 11. Прямое прессование труб
Прямое прессование труб (рис. 11) отличается от предыдущих методов наличием иглы 2, которая проходит через отверстие в заготовке 1. Длина иглы несколько превышает высоту заготовки. При давлении пресс-шайбы 3 на заготовку металл выдавливается в зазор между матрицей 4 и иглой 2, образуя трубу 5. Внутренний диаметр трубы равен диаметру иглы, наружный — диаметру отверстия в матрице.
Прессование выполняют на гидравлических прессах вертикального и горизонтального типов большой мощности.
Применение прессования в промышленном производстве
В промышленности горячее прессование в угольных формах применяется для изготовления крупногабаритных изделий из твердых сплавов. Такие формы быстро выгорают и уже после изготовления небольшого количества деталей требуют замены. Для того, чтобы повысить стойкость прессформ, прессование проводят в защитной среде, при этом нагрев формы осуществляется за счет пропускания через нее электрического тока. Литьевое прессование — метод, который применяют для обработки термопластичных и термореактивных материалов. Этот метод подходит для производства изделий со сложной арматурой и сложным профилем из термореактивных полимеров. Заготовки для бесшовных труб и различного сечения профилей изготавливаются именно путем прессования. Для изготовления изделий сложной конфигурации, трубопроводных фитингов, химической посуды и различных элементов химической аппаратуры применяют изостатическое прессование. Профильные погонажные изделия производят с использованием метода штранг-прессования. Изостатическое прессование может быть произведено в жидкой или газовой среде. При использовании жидкой среды прессование называют гидростатическим, при использовании газовой — газостатическим. Эта технология имеет как преимущества, так и недостатки. Несомненным преимуществом является отсутствие коробления заготовок при спекании, а также равномерное распределение давления и плотности в заготовке. К недостаткам относят недостаточную точность размеров получаемой продукции, а также и то, что заготовки имеют шероховатую поверхность. Прессование, при котором совмещаются процессы спекания и формования заготовки в пресс-форме, называют горячим. Получаемые этим методом заготовки обладают превосходными прочностными характеристиками и очень точными размерами. Однако производительность при этом достаточно невысока, кроме того, для изготовления деталей потребуются дорогостоящие и быстро изнашивающиеся жаропрочные пресс-формы. Горячая прессовкапроизводится при достаточно невысоком довлении.
№41 Волочение металла
Сущность процесса волочения заключается в протаскивании обрабатываемой заготовки через отверстие, размеры которого меньше размеров сечения исходной заготовки (рис. 123, а). При волочении площадь поперечного сечения заготовки уменьшается, приобретая постоянное сечение по всей длине, а длина увеличивается. Отношение полученной длины l к первоначальной l0 называется вытяжкой.

Рис. 123. Схема волочения: а — прутка; б — трубы на длинной оправке; в — трубы на несмещающейся оправке; г — трубы на плавающей оправке; д — трубы без оправки
Волочение осуществляется в холодном состоянии, поэтому оно вызывает физическое упрочнение (наклеп) металла. Для восстановления первоначальных свойств применяют термообработку (отжиг), которая необходима при волочении в несколько переходов, а также в окончательной продукции.
Волочильный инструмент изготовляют из инструментальной стали, твердых сплавов, а для получения проволоки размером меньше 0,5 мм иногда применяют волоки из естественного алмаза.
Основная часть волоки называется волочильным глазком, или матрицей, и представляет собой рабочее отверстие постепенно уменьшающегося сечения, через которое протягивается металл. Волока с одним отверстием называется фильером, с несколькими — волочильной доской.
Для уменьшения трения при волочении применяют обильную смазку, различные предварительные покрытия, например, омеднение, которое снижает коэффициент трения, а следовательно, и усилие волочения, а также предохраняет поверхность от задира волочильным инструментом; для снижения усилия волочения применяют также роликовую матрицу (рис. 124, а).

Рис. 124. Роликовая матрица и фасонные профили.
Передний конец исходной заготовки перед волочением вытягивается (заостряется) с тем, чтобы он прошел через отверстие полоки и его можно было захватить тянущим устройством. Для волочения применяют декапированный металл — отожженный и протравленный.
Обычно волочение применяют при изготовлении проволоки размером меньше 5 мм; при получении тонкостенных труб (рис. 123, б — д), при калибровке и получении высокого качества поверхностей горячекатанных прутков размером до 150 мм (круг, квадрат); при производстве сложных фасонных профилей (рис. 124, б) для изготовления деталей, которые раньше обрабатывались резанием на станках.
Волочильное оборудование
Оборудование, на котором осуществляют волочение, называют волочильными станами. Волочильные станы по принципу работы тянущих устройств подразделяются на две группы: с прямолинейным движением тянущих устройств — цепные, реечным винтовые и с наматыванием обрабатываемого металла на барабан барабанные.
№42 Ковка металла. Виды ковки металла. Способы ковки металлов.
Ковка — это высокотемпературная обработка различных металлов (железо, медь и её сплавы, титан, алюминий и его сплавы), нагретых до ковочной температуры
Для каждого металла существует своя ковочная температура, зависящая от физических (температура плавления, кристаллизация) и химических (наличия легирующих элементов) свойств. Для железа температурный интервал 1250–800 °С, для меди 1000–650 °С, для титана 1600—900 °С, для алюминиевых сплавов 480–400 °С. Различают следующие виды ковки: * ковка на молотах (пневматических, паровых и гидравлических) * ручная ковка * штамповка. Изделия и полуфабрикаты получаемые ковкой называют - поковка. При ковке в штампах металл ограничен со всех сторон стенками штампа. При деформации он приобретает форму этой полости. При свободной ковке (ручной и машинной) металл не ограничен совсем или же ограничен с одной стороны. При ручной ковке непосредственно на металл или на инструмент воздействуют кувалдой или молотом. Свободную ковку применяют также для улучшения качества и структуры металла. При проковке металл упрочняется, завариваются так называемые несплошности и размельчаются крупные кристаллы, в результате чего структура становится мелкозернистой, приобретает волокнистое строение. Машинную ковку выполняют на специальном оборудовании — молотах с массой падающих частей от 40 до 5000 кг или гидравлических прессах, развивающих усилия 2–200 МН (200–20000 тс), а также на ковочных машинах. Изготовляют поковки массой 100тн и более. Для манипулирования тяжёлыми заготовками при ковке используют подъёмные краны грузоподъёмностью до 350 т, кантователи и специальные манипуляторы. Ковка является одним из экономичных способов получения заготовок деталей. В массовом и крупносерийном производствах преимущественное применение имеет ковка в штампах, а в мелкосерийном и единичном — свободная ковка. При ковке используют набор кузнечного инструмента, с помощью которого заготовкам придают требуемую форму и размеры. Ковка применяется для разных целей, и из-за этого способы обработки металла могут быть различными: * обжимка криц — ковка, при которой происходит уплотнение и сварка частиц, а также выделение шлаков из тестообразной железной массы (крицы) (см. Кричный передел). * сварка — ковка, при которой сращиваются пакеты, состоящие из отдельных кусков нагретых до вара (см. Сваривание). * обыкновенная ковка — уплотнение и придание желаемых форм предмету. Процесс ковки 1.Нагрев болванки Чем твёрже сталь, тем больше она стремится к кристаллизации и тем ниже температура, при которой она кристаллизуется. Поэтому степень нагрева надо сообразовать с твёрдостью стали: -мягкая сталь переносит ковку даже при сварочном жаре, около 1300° С. -твёрдую инструментальную сталь выше 1000° С ковать уже опасно. -для средних сортов стали температура 1000° С совершенно достаточна для ковки и вполне надёжна. 2.Обжимка болванки Стальная болванка — это не одно сплошное однородное тело. Она переполнена внутри раковинами и пустотами различной формы и величины. Поэтому сразу после выдачи болванки из печи их уплотняют — ударами молотка обковывают болванку кругом, начиная от середины к нижнему концу болванки, затем к верхнему , прибыльному. Это называется «обжимкой болванки» 3.Заготовка Заготовка предназначена для того, чтобы уплотнить болванку, и придать ей в грубом виде необходимые размеры и формы. Формы и размеры заготовок и способы ковки зависят от вида изделий. Заготовки по виду разделяются: -на заготовку сплошных цилиндров, -пустотелых цилиндров, -колец, -заготовку плоских вещей, и т. п.
43 Осадка металла
Осадка металла – операция обработки металлов давлением, в результате которой уменьшается высота и одновременно увеличиваются поперечные размеры заготовок (рисунок, позиция а). Осадку применяют для получения формы поковки, с целью уменьшения глубины прошивки, для обеспечения соответствующего расположения волокон в будущей детали (при изготовлении шестерней обеспечивается повышенная прочность зубьев в результате радиального расположения волокон), как контрольную операцию (из-за значительной деформации по периметру на боковой поверхности вскрываются дефекты).
При выполнении осадки требуется, чтобы инструмент перекрывал заготовку. Вследствие трения боковая поверхность осаживаемой заготовки приобретает бочкообразную форму, это характеризует неравномерность деформации. Повторяя осадку несколько раз с разных сторон, можно привести заготовку к первоначальной форме или близкой к ней, получив при этом более высокое качество металла и одинаковые его свойства по всем направлениям.
Схемы осадки металла и ее разновидностей
 Средний
диаметр заготовки определяется по
формуле:
Средний
диаметр заготовки определяется по
формуле:
![]()
Осадке подвергают заготовки, для которых высота не превышает 2,5…3 диаметра. В противном случае возможен или продольный изгиб заготовки, или образование седлообразности.
Разновидностями осадки являются высадка и осадка разгонкой торца.
Высадка металла
Высадка металла – кузнечная операция, заключающаяся в деформировании части заготовки (концевой части или середины). Для проведения операции используют местный нагрев, например, в середине заготовки (рисунок, позиция б), или ограничивают деформацию на части заготовки кольцевым инструментом (рисунок, позиция в).
Осадка разгонкой торца позволяет уменьшить высоту и увеличить площадь ранее осаженной заготовки (рисунок, позиция г). Локализация деформации позволяет уменьшить усилие осадки.
№44 Виды протягивания
Протягивание осуществляется разнообразными по конструкции протяжками при различном относительном перемещении инструмента и заготовки и различном главном рабочем движении, которое может быть вращательным (круговым) и возвратно-поступательным. Основные виды внутреннего протягивания представлены на рис. Протяжка протягивается через неподвижное изделие в горизонтальном направлении. Этот вид протягивания применяется не только в массовом, но и в серийном производстве. Стоимость горизонтально-протяжного станка ниже, чем вертикально-протяжного, но занимаемая им площадь цеха больше. Кроме того, такие станки, как правило, автоматизировать сложнее, чем вертикальные. Протяжка протягивается через неподвижное изделие сверху вниз. Преимуществом этого вида протягивания является возможность автоматизации, малая площадь, занимаемая станком. Кроме того, улучшаются условия охлаждения протяжки, так как направление движения смазывающе-охлаждающей жидкости совпадает с направлением протягивания. Исключается влияние веса протяжки на форму и размеры протягиваемого отверстия и на равномерность затупления режущих кромок по окружности зуба. Установка изделия упрощается, а захват протяжек патроном производится автоматически. Недостатками этого вида протягивания является большая высота станков, часто требующая использования пространства, находящегося ниже уровня пола цеха. Протяжка протягивается через неподвижное изделие снизу вверх. Преимущества этого вида те же, что и в предыдущем случае, и связаны с вертикальной конструкцией станка. Несколько лучше условия охлаждения, так как жидкость задерживается в чашечке, образованной обращенной кверху передней поверхностью зубьев. Удаление стружки, оставшейся на протяжке, происходит автоматически при падении протяжки (после окончания рабочего хода) на специальные амортизаторы. Недостатки те же, что и в предыдущем случае, и, кроме того, силы резания направлены от фундамента, что препятствует использованию больших мощностей. Протяжка (или изделие) вращается во время движения рабочего хода. Вращение может осуществляться принудительно от какого-либо привода или путем самовращения под действием составляющей усилия протягивания. Станки горизонтально- и вертикально-протяжные для внутреннего протягивания могут быть с копирными винтами или другими механизмами для вращения протяжки (изделия) или с шариковыми опорными приспособлениями для самовращения протяжки (изделия).
45 Прошивка, гибка.
Прошивка необходима для получения в поковке сквозных отверстий. Пробивку или прошивку производят при помощи специальных инструментов – бородков или пробойников. Нагретую поковку для этого, предварительно захватив клещами, кладут на наковальню прямо над круглым отверстием, которое находится около хвоста наковальни. После наставляют бородок и по нему бьют кувалдой.
Гибкой называют операцию, при которой придают поковке по заданному контуру изогнутую форму. При гибке заготовок толстых происходит искажение первоначальных размеров и формы поперечного сечения в зоне изгиба (этим явлением при гибке тонких заготовок вполне можно пренебречь).
Гибка под углом производится на ребре наковальни с обязательным предварительным нагревом на небольшом участке, который подлежит изгибанию. Если на большом участке осуществлен нагрев, то поковка будет сгибаться по дуге (по кривой). Можно делать гибку прутка, воткнув его в специальное отверстие в наковальне, заранее нагретого участка, пригнув его к наковальне как можно быстрее. Если пруток или длинную полосу необходимо согнуть несколько раз, но мешают близко друг к другу расположеннее места сгибов, то нужно производить гибку на шпераке с рогом на специальных приспособлениях или соответствующей формы.
Гибка по дуге производится на роге наковальни или шпераках, соответствующих по дуге. Кривые сложные профили гнут на оправках.
№47
Горячая объемная штамповка
Основная операция горячей объемной штамповки (ГОШ) может быть выполнена за один или несколько переходов. При каждом переходе формообразование осуществляется специальной рабочей полостью штампа – ручьем (гравюрой). Переходы и ручьи делятся на две группы: заготовительные и штамповочные. Схема технологического процесса получения сложной заготовки в нескольких ручьях представлена на рисунке 1.
Стадии получения сложной поковки в нескольких ручьях
 Рис.
1: 1 – черновой ручей; 2 – подкатной ручей;
3 – протяжной ручей; 4 – чистовой ручей;
5 – гибочный ручей
Рис.
1: 1 – черновой ручей; 2 – подкатной ручей;
3 – протяжной ручей; 4 – чистовой ручей;
5 – гибочный ручей
Виды штамповочных ручьев
Заготовительные ручьи предназначены для фасонирования в штампах. Фасонирование – перераспределение металла заготовки с целью придания ей формы, обеспечивающей последующую штамповку с малым отходом металла. К заготовительным ручьям относятся протяжной, подкатной, гибочный и пережимной, а также площадка для осадки.
Протяжной ручей предназначен для увеличения длины отдельных участков заготовки за счет уменьшения площади их поперечного сечения, выполняемого воздействием частых слабых ударов с кантованием заготовки.
Подкатной ручей служит для местного увеличения сечения заготовки (набора металла) за счет уменьшения сечения рядом лежащих участков, то есть для распределения объема металла вдоль оси заготовки в соответствии с распределением его в поковке. Переход осуществляется за несколько ударов с кантованием.
Пережимной ручей предназначен для уменьшения вертикального размера заготовки в местах, требующих уширения. Выполняется за 1…3 удара.
Гибочный ручей применяют только при штамповке поковок, имеющих изогнутую ось. Служит для придания заготовке формы поковки в плоскости разъема. Из гибочного ручья в следующий заготовку передают с поворотом на 90 0.
При штамповке поковок, имеющих в плане форму окружности или близкую к ней, часто применяют осадку исходной заготовки до требуемых размеров по высоте и диаметру. Для этого на плоскости штампа предусматривают площадку для осадки.
Штамповочные ручьи предназначены для получения готовой поковки. К штамповочным ручьям относятся черновой (предварительный) и чистовой (окончательный).
Черновой ручей предназначен для максимального приближения формы заготовки к форме поковки сложной конфигурации. Глубина ручья несколько больше, а поперечные размеры меньше, чем у чистового ручья (чтобы заготовка свободно укладывалась в чистовой ручей). Радиусы скругления и уклоны увеличиваются. В открытых штампах черновой ручей не имеет облойной канавки. Применяется для снижения износа чистового ручья, но может отсутствовать.
Чистовой ручей служит для получения готовой поковки, имеет размеры «горячей поковки», то есть больше, чем у холодной поковки, на величину усадки. В открытых штампах по периметру ручья предусмотрена облойная канавка, для приема избыточного металла. Чистовой ручей расположен в центре штампа, так как в нем возникают наибольшие усилия при штамповке.
Технология горячей объемной штамповки
Технологический процесс ГОШ отличается значительным разнообразием и определяется выбором самого изделия и применяемым оборудованием. Технологический процесс зависит от формы поковки. По форме в плане поковки делятся на две группы: диски и поковки удлиненной формы.
К первой группе относятся круглые или квадратные поковки, имеющие сравнительно небольшую длину: шестерни, диски, фланцы, ступицы, крышки и др. Штамповка таких поковок производится осадкой в торец исходной заготовки с применением только штамповочных переходов.
Ко второй группе относятся поковки удлиненной формы: валы, рычаги, шатуны и др. Штамповка таких поковок производится протяжкой исходной заготовки (плашмя). Перед окончательной штамповкой таких поковок в штамповочных ручьях требуется фасонирование исходной заготовки в заготовительных ручьях штампа, свободной ковкой или наковочных вальцах.
Схемы штамповки
Так как характер течения металла в процессе штамповки определяется типом штампа, то этот признак можно считать основным для классификации способов штамповки. В зависимости от типа штампа выделяют штамповку в открытых и закрытых штампах (рисунок 2).
Схемы штамповки

Рис. 2
Штамповка в открытых штампах (рисунок 2, позиция а) характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор вытекает часть металла – облой, который закрывает выход из полости штампа и заставляет остальной металл заполнить всю полость. В конечный момент деформирования в облой выжимаются излишки металла, находящиеся в полости, что позволяет не предъявлять высокие требования к точности заготовок по массе. Штамповкой в открытых штампах можно получить поковки всех типов.
Штамповка в закрытых штампах (рисунок 2, позиция б) характеризуется тем, что полость штампа в процесс деформирования остается закрытой. Зазор между подвижной и неподвижной частями штампа постоянный и небольшой, образование в нем облоя не предусмотрено. Устройство таких штампов зависит от типа машины, на которой штампуют. Например, нижняя половина штампа может иметь полость, а верхняя – выступ (на прессах), или верхняя – полость, а нижняя – выступ (на молотах). Закрытый штамп может иметь две взаимно перпендикулярные плоскости разъема (рисунок 2, позиция в).
При штамповке в закрытых штампах необходимо строго соблюдать равенство объемов заготовки и поковки, иначе при недостатке металла не заполняются углы полости штампа, а при избытке размер поковки по высоте будет больше требуемого. Отрезка заготовок должна обеспечивать высокую точность.
Существенное преимущество штамповки в закрытых штампах – уменьшение расхода металла из-за отсутствия облоя. Поковки имеют более благоприятную структуру, так как волокна обтекают контур поковки, а не перерезаются в месте выхода металла в облой. Металл деформируется в условиях всестороннего неравномерного сжатия при больших сжимающих напряжениях, это позволяет получать большие степени деформации и штамповать малопластичные сплавы.
№48
Горячая объемная штамповка - это технологический процесс изготовления изделий путем изменения формы нагретой заготовки в штампах под молотами или прессами. Штамповка является одним из наиболее распространенных видов обработки давлением. При помощи объемной горячей штамповки получают изделия массой от нескольких граммов до нескольких тонн.
Штамповка в открытых штампах (рис. 214, а) осуществляется с выходом части металла заготовки в заусенечную канавку 1 (направление выхода перпендикулярно движению штампа 2). Толщина заусенца в процессе штамповки уменьшается и при достижении определенных размеров способствует заполнению углов (трудно заполняемых частей) штампа. После штамповки заусенец отрезают.
Штамповка в закрытых штампах (рис. 214, б) производится без заусенца. Для штамповки этим способом требуются заготовки высокой точности по объему, применяется для штамповки поковок простой формы. В зависимости от типа производства различают штамповку в подкладных штампах и одноручьевую.
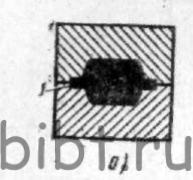
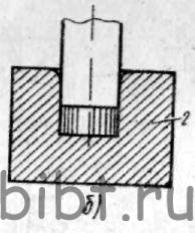
Рис. 214. Схемы горячей объемной штамповки:
а -в открытом штампе, б - в закрытом штампе; 1 - заусенечная канавка, 2 - штамп
Штамповка в подкладных штампах. Этот способ применяют в единичном и мелкосерийном производстве, получая поковки невысокой точности.
Одноручьевая штамповка применяется в мелкосерийном и серийном производстве, производится в одном окончательном ручье. Штамп не имеет направляющих, верхняя его часть крепится к бабе молота, нижняя - в подштамповой плите. Совпадение обеих половин штампа обеспечивается направляющими молота.
Технологический процесс изготовления штампованных поковок в общем случае состоит из следующих операций: разделки прутка на заготовки; нагрева заготовок; штамповки; прошивки и обрезки облоя (заусенцев); термической обработки и контроля твердости; очистки от окалины; правки; калибровки; контроля качества (рис. 11.1).
Рис 11.1 - Общая схема технологического процесса горячей штамповки поковок в открытых штампах
Разнообразие форм и размеров штампованных поковок, а также материалов, применяемых для их изготовления (углеродистая и низколегированная стали, цветные металлы и сплавы), привело к возникновению разных способов штамповки и соответственно различных типов штампов и штамповочного оборудования.
В зависимости от типа штампов различают следующие способы горячей объемной штамповки: в открытых штампах (открытая штамповка); в закрытых штампах (закрытая штамповка); штамповка выдавливанием; штамповка прошивкой; штамповка в разъемных матрицах. Классификацию по этому признаку следует считать основной, так как тип штампа определяет характер течения металла при формообразовании поковки.
№49
№50
КГШП, принцип работы.
Кривошипный горячештамповочный пресс (КГШП) (рисунок 7). Электродвигатель 4 передает движение клиновыми ремнями на шкив 3, сидящий на приемном (промежуточном) валу 5, на другом конце которого закреплено малое зубчатое колесо 6. это колесо находится в зацеплении с большим зубчатым колесом 7, свободно вращающимся на кривошипном валу 9. С помощью пневматической фрикционной дисковой муфты 8 зубчатое колесо 7 может быть сцеплено с кривошипным валом 9; тогда последний придет во вращение. Посредством шатуна 10 вращение кривошипного вала преобразуется в возвратно-поступательное движение ползуна 1.
Для остановки вращения кривошипного вала после выключения муфты служит тормоз 2. Стол пресса 11, установленный на наклонной поверхности, может перемещаться клином 12 и тем самым в незначительных пределах регулировать высоту штампового пространства. Для облегчения удаления поковки из штампа прессы имеют выталкиватели в столе и ползуне. Выталкиватели срабатывают при ходе ползуна вверх.
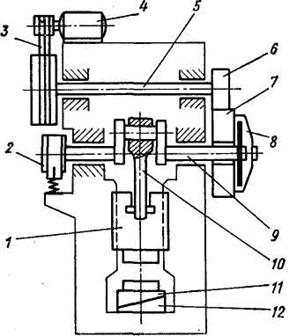
Рисунок 7. Кинематическая схема кривошипного горячештамповочного пресса
Кривошипные прессы имеют постоянный ход, равный удвоенному радиусу кривошипа. Поэтому в каждом ручье штампуют за один ход пресса, и производительность штамповки на прессах выше, чем на молотах. Наличие постоянного хода приводит к большей точности поковок по высоте, а высокая жесткость конструкции пресса, отсутствие ударов и сотрясений делают возможным применение направляющих колонок у штампов, что практически исключает сдвиг. Штамповочные уклоны у поковок также меньше, так как на прессах предусмотрены выталкиватели. При штамповке на кривошипных прессах имеются большие возможности для механизации и автоматизации процесса, чем при штамповке на молотах.
Заготовка перед штамповкой на прессе должна быть полностью очищена от окалины, так как деформация происходит за один ход пресса; при наличии окалины она заштамповывается в поверхность поковки. Стоимость кривошипного горячештамповочного пресса в 3-4 раза выше стоимости эквивалентного по мощности молота.
На кривошипных прессах возможна штамповка всех видов поковок, штампуемых на молотах. Однако при штамповке поковок с удлиненной осью и большой разностью площадей поперечных сечений по длине требуется применение предварительно профилированных заготовок.
Ввиду худшего заполнения полостей при штамповке сложных поковок на прессах применяют большее число ручьев, чем в молотовых штампах. Штампы на прессах не должны смыкаться на величину, равную толщине заусенца, поэтому полость для него делается открытой, в отличии от молотовых штампов.
№51
Горизонтально-ковочные машины (ГКМ) применяются для горячей штамповки поковок типа «стержень с головкой», высаживаемых в торец, и поковок с внутренними полостями в одной или двух взаимно-перпендикулярных плоскостях из черных и цветных металлов в крупносерийном и массовом производстве. Особенности штамповки таких поковок обуславливают особенности устройства штампов ГКМ.
Работа ГКМ, показанной на рисунке 2, осуществляется следующим образом. Движение от электродвигателя 1 посредством клиноременной передачи 2 передается маховику 4, установленному консольно на левом конце приводного вала 6. В маховик 4 встроена фрикционная пневматическая муфта включения 3, при включении которой происходит передача крутящего момента с приводного вала на коленчатый вал.
На приводном валу расположены также пневматический ленточный или колодочный тормоз 5 главного привода и малая шестерня зубчатой передачи 7. С помощью тормоза 5 осуществляется остановка подвижных частей ГКМ. Через шестерню зубчатой передачи 7 вращение от приводного вала передается на коленчатый вал, который через шатун 8 сообщает возвратно-поступательное движение высадочному ползуну 9. Высадочный ползун с помощью закрепленного на нем блока пуансонов 10 совершает работу деформации поковки.
52 Объемная холодная штамповка
Объемная холодная штамповка применяется для изготовления деталей сложной формы, но малых размеров из металлов, обладающих высокой пластичностью. Процесс объемной штамповки — пластическая деформация деталей — подобен горячей штамповке. Однако отсутствие нагрева позволяет получить более точные детали и с более чистой поверхностью. Применение объемной штамповки в сочетании с другими штамповочными операциями позволяет получить детали, не требующие или почти не требующие дальнейшей механической обработки.
К числу операций объемной штамповки относятся: осадка, объемная формовка, холодное выдавливание, высадка, чеканка, клеймение.
Осадка среди других операций объемной штамповки является наиболее простой и часто применяемой. Она используется для расплющивания заготовок и при изготовлении деталей с односторонними и двусторонними выступами (рис. 43 а—в). При осадке металл свободно течет в радиальном направлении, а при наличии полостей в верхней или нижней частях штампа заполняет их.
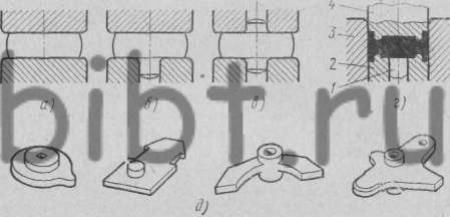 Рис.
43. Схемы
осадки и объемной формовки:
а — осадка между плоскими плитами
штампа, б — осадка с истечением в нижнюю
кольцевую плиту, в — осадка с истечением
в нижнюю и верхнюю кольцевые плиты, г —
формовка в закрытом штампе, д — примеры
деталей, полученных объемной формовкой;
1 — выталкиватель, 2 — матрица, 3 — обойма,
4 — пуансон
Рис.
43. Схемы
осадки и объемной формовки:
а — осадка между плоскими плитами
штампа, б — осадка с истечением в нижнюю
кольцевую плиту, в — осадка с истечением
в нижнюю и верхнюю кольцевые плиты, г —
формовка в закрытом штампе, д — примеры
деталей, полученных объемной формовкой;
1 — выталкиватель, 2 — матрица, 3 — обойма,
4 — пуансон
Объемная формовка (холодное прессование) является разновидностью осадки и применяется для изготовления деталей более сложной формы и в более точных штампах, имеющих фигурные полости. Вследствие наклепа детали, отформованные холодным способом, имеют повышенную прочность и твердость. Шероховатость поверхности детали достигает 7-го класса, а точность размеров — 5-го класса. На рис. 43, г показан пример изготовления детали методом холодного прессования, на рис. 43, д — детали, полученные объемной формовкой.
Применяются два метода объемной формовки: в открытых штампах, в которых излишек металла вытесняется в зазор между верхней и нижней половинками штампа в виде заусенцев, и в закрытых штампах — без образования заусенцев.
Шероховатость поверхности отформованных деталей зависит от шероховатости поверхности заготовок, поэтому заготовки перед формовкой тщательно очищают от окалины, ржавчины и посторонних наслоений.
Холодное выдавливание заключается в том, что металл под действием высокого давления переходит в пластичное состояние и течет в зазор между матрицей и пуансоном.
Преимуществом холодного выдавливания по сравнению с вытяжкой является возможность изготовления тонкостенных деталей со сложной формой дна, более высокий коэффициент использования металла, более высокая производительность, чем при вытяжке, и более низкие затраты на изготовление штампов.
Существуют два основных способа выдавливания (рис. 44, а): прямой, при котором металл течет в направлении движения пуансона (рис. 44,I), и обратный, когда металл течет навстречу движению пуансона (рис. 44,II). Применяется также комбинированное выдавливание (рис.44,III), при котором металл течет одновременно в направлении движения пуансона и навстречу ему.
Холодная высадка — это процесс увеличения поперечных размеров части заготовки за счет одновременного уменьшения ее длины. Холодная высадка применяется для формообразования головок заклепок, болтов, винтов, шурупов, гаек, а также некоторых деталей машин из стали и цветных металов. Без нагрева высаживают болты размером до М20 и гайки размером до М27.
Высадка выполняется обычно на холодновысадочных автоматах одноударного, двухударного и трехударного действия. Материалом для высадочных работ служит проволока или прутки соответствующего сечения.
Чеканкой образуется выпукло-вогнутый рельеф на поверхности детали за счет незначительного перемещения металла. Во многих случаях чеканка заменяет гравирование на металле. При чеканке заготовка сдавливается между двумя формующими частями штампа и получает на поверхности оттиск его рельефа. Для сохранения размеров и формы детали чеканка выполняется обычно в закрытых штампах без вытеснения металла из рабочей полости матрицы. Производится она на чеканочных прессах, обеспечивающих большое давление и точную настройку зазора между торцом пуансона и дном матрицы.
Клеймение, т. е. выдавливание надписей, букв, цифр и делений, выполняется аналогично чеканке.
№53 Холодная листовая штамповка
Холодная листовая штамповка металла — это один из наиболее прогрессивных методов изготовления различных заготовок и готовых изделий путем деформации листового материла (как правило металла) материала давлением на прессе с помощью штампа. Подобная процедура проводится при холодном состоянии, из-за чего она и называется холодной листовой штамповкой.
Обработка металла давлением позволяет получить:
детали сложной конфигурации, которые невозможно воспроизвести альтернативными методами;
твердые и прочные каркасы и корпуса машин и механизмов, при минимальном расходе материала;
взаимозаменяемые между собой детали, не требующие дальнейшей обработки;