

№30
Центробежное литьё Суть способа. Основные операции и область использования
Принцип центробежного литья заключается в том, что заполнение фор-мы расплавом и формирование отливки происходят при вращении формы вокруг горизонтальной, вертикальной или наклонной оси, либо при ее вращении по сложной траектории. Этим достигается дополнительное воздействие на расплав и затвердевающую отливку поля центробежных сил. Процесс реализуется на специальных центробежных машинах и столах.
Чаше используют два варианта способа, в которых расплав заливается в форму с горизонтальной или вертикальной осью вращения. В первом варианте получают отливки – тела вращения малой и большой протяженности, во втором – тела вращения малой протяженности и фасонные отливки.
Наиболее распространенным является способ литья пустотелых цилиндрических отливок в металлические формы с горизонтальной осью вращения. По этому способу (рисунок 6.1) отливка 4 формируется в поле центробежных сил со свободной цилиндрической поверхностью, а формообразующей поверхностью служит внутренняя поверхность изложницы. Расплав 1 из ковша 3 заливают во вращающуюся форму 5 через заливочный желоб 2. Расплав растекается по внутренней поверхности формы, образуя под действием поля центробежных сил пустотелый цилиндр. После затвердевания металла и остановки формы отливку 4 извлекают. Данный способ характеризуется наиболее высоким технологическим выходом годного (ТВГ = 100%), так как отсутствует расход металла на литниковую систему.
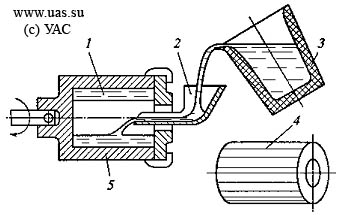
Рисунок 6.1 – Схема получения отливки при вращении формы вокруг горизонтальной оси: 1 – расплав; 2 – заливочный желоб; 3 – ковш; 4 – отливка; 5 – форма
При получении отливок со свободной параболической поверхностью при вращении формы вокруг вертикальной оси (рисунок 6.2) расплав из ковша 1 заливают в форму 2, закрепленную на шпинделе 3, приводимом во вращение электродвигателем 4. Расплав 5 под действием центробежных и гравитационных сил распределяется по стенкам формы и затвердевает, после чего вращение формы прекращают и извлекают из нее затвердевшую отливку 6.
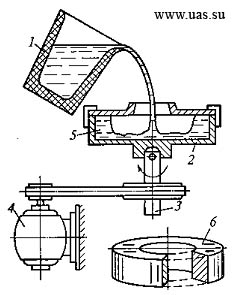
Рисунок 6.2 – Схема получения отливок при вращении формы вокруг вертикальной оси: 1 – ковш; 2 – форма; 3 – шпиндель; 4 – электродвигатель; 5 – расплав; 6 – отливка
Отливки с внутренней поверхностью сложной конфигурации получают с использованием стержней (рисунок 6.3, а) в формах с вертикальной осью вращения. Так отливают, например, венцы зубчатых колес. Расплав из ковша через заливочное отверстие и стояк 1 поступает в центральную полость формы 2, выполненную стержнями 3 и 4, а затем под действием центробежных сил через щелевые питатели – в рабочую полость формы. При этом избыток металла в центральной полости формы 5 выполняет роль прибыли, обеспечивая питание отливки при затвердевании.
Мелкие фасонные отливки можно получать центробежным литьем в песчаные формы (рисунок 6.3, б). Части формы 1 и 2 устанавливают на центробежный стол и крепят на нем. При необходимости используют стержни 4. Рабочие полости 3 должны располагаться симметрично относительно оси вращения для обеспечения балансировки формы. Расплав заливают через центральный стояк, из которого по радиальным каналам он попадает в полости формы. Технологический выход годного при таком способе литья приближается к выходу годного при литье в песчаные формы. При центробежном литье можно использовать песчаные, металлические, оболочковые и объемные керамические, а также комбинированные формы.
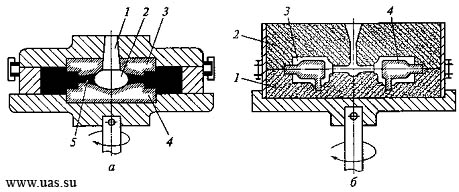
Рисунок 6.3 – Схема получения фасонных отливок: а – венец шестерни: 1 – стояк; 2 – центральная полость формы; 3 и 4 – стержни; 5 – прибыль; б – мелкие фасонные отливки: 1 – нижняя полуформа; 2 – верхняя полуформа; 3 – рабочая поверхность формы; 4 – стержень
Особенности формирования отливки. Главная особенность формирования отливок при центробежном способе литья заключается в том, что заполнение формы металлом и затвердевание отливки происходят в поле действия центробежных сил, во много раз превосходящих силу тяжести.
В этих условиях если твердые частицы соприкасаются со стенкой формы, они оказываются прижатыми к стенке и уже не всплывают. На этом основано использование сыпучих покрытий для металлических форм при центробежном литье.
Действие центробежных сил необходимо учитывать и при конструировании систем шлакозадержания и питания отливки, например, при получении стальных фасонных отливок центробежной заливкой в песчаные формы.
Особенности охлаждения и затвердевания отливок в поле центробежных сил. При изготовлении отливок со свободной поверхностью расплав охлаждается в изложнице неравномерно по объему. Часть теплоты отводится от расплава через стенку изложницы и ее крышку, а часть – конвекцией и излучением со стороны свободной поверхности. Количество теплоты, отводимое в воздушное пространство от свободной поверхности отливки, значительно. Воздух, находящийся в полости отливки, вовлечен в процесс вращения и находится в постоянном движении. Вдоль оси вращения на смену нагретому воздуху поступают порции холодного. Более интенсивная циркуляция воздуха наблюдается в случае вращения формы с расплавом вокруг вертикальной оси вследствие естественного подъема горячего воздуха вверх.
Подобная неравномерность охлаждения, особенно толстостенных отливок, приводит к возникновению конвективных потоков в расплаве: охлажденный и более плотный расплав перемещается от свободной поверхности внутрь затвердевающей отливки, а горячий и менее плотный – наружу. Поэтому конвективные потоки в расплаве циркулируют в радиальном направлении (рисунок 6.4, а). В условиях центробежного литья это явление наблюдается даже при небольшом различии температур и плотностей металла, так как действующие в этой системе силы возрастают пропорционально величине гравитационного коэффициента. Это способствует направленному затвердеванию отливки в радиальном направлении, которое выражено тем сильнее, чем больше угловая скорость вращения формы.
При направленном затвердевании от стенок изложницы фронт растущих в радиальном направлении кристаллов находится под значительным избыточным давлением расплава, обусловленным действием поля центробежных сил. Вследствие этого кристаллы растут в направлении поступающего расплава (рисунок 6.4, б), поэтому они несколько наклонены в сторону по направлению вращения. Давление, развиваемое при вращении расплава, способствует прониканию его в межкристаллитные пространства, что улучшает питание затвердевающей отливки и увеличивает ее плотность. Свободная поверхность расплава затвердевает в последнюю очередь и при горизонтальной оси его вращения форма свободной поверхности остается геометрически правильной – цилиндрической.
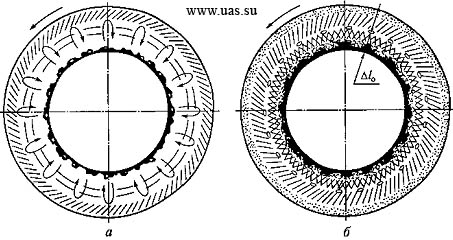
Рисунок 6.4 – Схема возникновения конвективных потоков (показаны фигурными стрелками) во вращающемся затвердевающем расплаве (а) и схема кристаллического строения отливки (б): l0 – глубина расположения усадочной пористости; стрелкой показано направление вращения изложницы.
Инородные частицы (газы, шлак и т.д.), плотность которых меньше плотности расплава, при центробежном литье с большой скоростью всплывают на свободную поверхность расплава. Это приводит к необходимости назначать большие припуски на обработку свободных поверхностей отливок, что является недостатком данного способа литья.
Таким образом, при направленном затвердевании можно получить отливки с плотным строением тела, без усадочных дефектов и инородных включений. Однако центробежные силы способствуют направленному затвердеванию только в тех случаях, если выделяющиеся на свободной поверхности кристаллы твердой фазы имеют большую плотность, чем плотность остального расплава.
Для большинства литейных сплавов это условие соблюдается. Исключение составляют два случая:
когда сплав затвердевает с увеличением объема, например, серый чугун;
когда выделяющиеся из жидкого металла кристаллы обогащены компонентами сплава, имеющими меньшую плотность, чем оставшийся расплав. Такое явление наблюдается, например, при затвердевании заэвтектических силуминов. В этом случае при содержании кремния в силуминах более 11,7 %, первичные кристаллы обогащены кремнием, плотность которого меньше плотности алюминия. Если эти более легкие кристаллы зародились и выросли на свободной поверхности, то они там и останутся. Если кристаллы зародились в переохлажденном расплаве, за счет разности плотностей расплава и твердой фазы они всплывают. В результате отливка затвердевает от стенок изложницы и со стороны свободной поверхности, и к концу затвердевания вследствие недостатка питания внутри отливки образуются усадочные поры. В этом случае, чем быстрее вращается форма, тем интенсивнее выносятся кристаллы на свободную поверхность и тем глубже располагается усадочная пористость.
Усадочная пористость под свободной поверхностью наблюдается также при изготовлении толстостенных отливок (рисунок 6.4, б). В тонкостенных отливках большой протяженности глубина расположения зоны усадочной пористости l меньше. Это объясняется соотношением скоростей охлаждения со стороны наружной и внутренней поверхностей отливки. Чем меньше скорость охлаждения внутренней поверхности отливки и больше скорость охлаждения ее со стороны наружной поверхности – тем меньше глубина l.
Скоростью охлаждения отливки можно управлять. Так, с наружной стороны это достигается путем изменения толщины слоя или теплофизических свойств огнеупорного покрытия, изменением скорости охлаждения формы. Со стороны внутренней поверхности с этой целью можно использовать сыпучие огнеупорные материалы или экзотермические смеси.
Таким образом, особенности формирования обливки при центробежном литье сопряжены как с большими преимуществами, так и с недостатками. К преимуществами этого способа можно отнести: возможность улучшения заполняемости форм расплавом под действием давления, развиваемого центробежными силами; повышение плотности отливок вследствие уменьшения количества усадочных пор, раковин, газовых, шлаковых и неметаллических включений; уменьшение расхода металла и повышение выхода годного, благодаря отсутствию литниковой системы при изготовлении отливок типа труб, колец, втулок или уменьшению массы литников при изготовлений фасонных отливок; исключение затрат на стержни при изготовлении отливок типа втулок и труб.
Недостатками способа являются: трудности получения отливок из сплавов, склонных к ликвации; загрязнение свободной поверхности отливок неметаллическими включениями; неточность размеров и необходимость повышенных припусков на обработку свободных поверхностей отливок, вызванная скоплением неметаллических включений в материале отливки вблизи этой поверхности и отклонениями точности дозы расплава, заливаемого в форму.
Наивысшие технико-экономические показатели центробежного способа литья достигаются при получении пустотелых цилиндрических отливок с различными размерами и массой (длиной до нескольких метров и массой до нескольких тонн): труб разного назначения из чугуна, стали, цветных и специальных сплавов; втулок и гильз для стационарных и транспортных дизелей; колец подшипников качения и др. Большое распространение получило центробежное литье для изготовления биметаллических изделий, изделий из сплавов с низкой жидкотекучестью и высоким поверхностным натяжением, при необходимости получения тонкостенных отливок со сложной геометрией и микрорельефом поверхности. К ним относятся, например, турбинные диски с лопатками, отливки художественного и ювелирного назначения.
№31
При конструировании литых деталей необходимо руководствоваться следующими соображениями.
1) максимально упрощать внешние контуры и форму внутренних полостей литых деталей;
2) по возможности расчленять сложные конструкции деталей на более простые элементы с последующей их оборкой болтовыми или другими соединениями;
3) выбирать конструкцию, профиль и форм сечения детали, обеспечивающую максимальную ее прочность;
4) учитывать условия эксплуатации деталей машин;
5) унифицировать однотипные детали машин;
6) выбирать сплав с учетом механических, эксплуатационных и литейных свойств, устанавливать минимальные толщины стенок детали, принимая во внимание жидкотекучесть сплава.
При литье в песчаные формы рекомендуются следующие минимальные толщины стенок: 3 мм из серого чугуна, 2,5 мм из ковкого чугуна, 5 мм из стальных отливок, 2 мм ив медных сплавов, 3 мм из алюминиевых сплавов;
7) иметь в виду, что более высокие механические свойства и большая плотность металла получаются на вертикальных или нижних горизонтальных (по положению при заливке форм) стенках отливок;
8) придавать вертикальным (по положению при формовке) стенкам конструктивные уклоны (1/200 высоты отливки);
9) избегать получения в литье отверстий малого диаметра и каналов большой протяженности;
10) обеспечить одновременное затвердевание металла при охлаждении;
11) предусмотреть возможность механической обработки (установку, сквозное движение инструмента) в литых конструкциях.
№32
Обработка металлов давлением – это такой процесс, при котором металлу придается нужная форма и размер под силовым воздействием. Пластические свойства металлов позволяют сохранить полученные форму и размер, даже после того, как воздействие давления прекращается.
При помощи методов обработки металлов давлением получают как заготовки, так и уже готовые изделия. При этом существует целый ряд различных методов, каждый из которых позволяет воздействовать на металл уникальным образом. Различают 5 основных методов обрабатывания металлов:
№ 1: Ковка
Перед обработкой заготовку предварительно нагревают в специальной печи. Таким способом получается сделать металл более пластичным и податливым.
Затем при помощи наковальни и молота заготовке придают нужную форму. Различают ручную и машинную ковку.
Несмотря на то, что этот метод — известен достаточно давно, ему всё ещё находится применение (в основном, в современном мелкосерийном производстве).
№ 2: Прокатка
При этом методе используется специальный комплекс устройств, который называется прокатным станом. В зависимости от выпускаемых изделий различают трубопрокатные, листопрокатные, проволочные, а также многие другие виды прокатных станов.
Основными элементами стана являются вращающиеся валки, которые обжимают заготовку для придания ей нужной формы и размера. При этом валки не обязательно являются гладкими. При помощи валок с вырезками осуществляют прокатку для создания фасонных изделий (отводы, тройники и т.д.).
Прокатка бывает горячая (если заготовку предварительно подогревают) и холодная.
№3: Волочение
Волочение похоже на прокатку. Для волочения применяются волочильные станы, которые представляют собой целые комплексы. При волочении уменьшается поперечное сечение заготовки, а её длина при этом увеличивается.
Данные изменения достигаются путем пропускания заготовки через волочильный глазок. Волочильный глазок – основной элемент волочильного стана и представляет собой постепенно сужающееся отверстие. Проходя через него, заготовка и приобретает нужную форму и размер.
№4: Штамповка
Штамповку производят на прессах или молотах. Этот метод позволяет производить изделия высокой точности размеров и формы. Такие изделия зачастую не нужно подвергать дополнительной обработке резанием или др.
При данном методе форму заготовке придают при помощи давления штампа. Подобным же образом уже очень давно производят монеты. Различают листовую и объемную штамповки. Как ясно из названия, листовой штамповкой получают плоские изделия из стали и других металлов (обычно толщиной до 5 мм).
№5: Прессование
Заготовка металл, заключенный в форму при помощи давления выдавливается через отверстие. При этом площадь отверстия меньше площади заготовки, что придает изделию на выходе вид прутка. Данному виду обработки металлов давлением подвергаются многие металлы, например, цинк, алюминий или медь.
Также иногда применяют комбинации 2-их или нескольких методов обработки металлов давлением одновременно. Это позволяет получать изделия сложных форм и размеров и расширяет возможности их применения.
№33
Физические основы обработки металлов давлением.
Обработка металлов давлением основана на их способности при определенных условиях пластически деформироваться в результате воздействия на деформируемое тело (заготовку) внешних сил,
Если при упругих деформациях деформируемое тело полностью восстанавливает исходные форму и размеры после снятия внешних сил, то при пластических деформациях изменение формы и размеров, вызванное действием внешних сил, сохраняется и после прекращения действия этих сил. Упругая деформация характеризуется смещением атомов относительно друг друга на величину, меньшую межатомных расстояний, и после снятия внешних сил атомы возвращаются в исходное положение. При пластических деформациях атомы смещаются относительно друг друга на величины, большие межатомных расстояний, и после снятия внешних сил не возвращаются в свое исходное положение, а занимают новые положения равновесия.
Для начала перехода атомов в новые положения равновесия необходима определенная величина действующих напряжений, зависящая от межатомных сил и характера взаимного расположения атомов (типа кристаллической решетки, наличия и расположения примесей, формы и размеров зерен поликристалла и т. п.).
Так как сопротивление смещению атомов в новые положения изменяется не пропорционально смещению, то при пластических деформациях линейная связь между напряжениями и деформациями обычно отсутствует.
Напряжения, вызывающие смещение атомов в новые положения равновесия, могут уравновешиваться только силами межатомных взаимодействий. Поэтому под нагрузкой при пластическом деформировании деформация состоит из упругой и пластической составляющих, причем упругая составляющая исчезает при разгрузке (при снятии деформирующих сил), а пластическая составляющая приводит к остаточному изменению формы и размеров тела. В новые положения равновесия атомы могут переходить в результате смещения в определенных параллельных плоскостях, без существенного изменения расстояний между этими плоскостями. При этом атомы не выходят из зоны силового взаимодействия и деформация происходит без нарушения сплошности металла, плотность которого практически не изменяется. Скольжение одной части кристаллической решетки относительно другой происходит по плоскостям наиболее плотного размещения атомов (плоскостям скольжения). В реальных металлах кристаллическая решетка имеет линейные дефекты (дислокации), перемещение которых облегчает скольжение.
Величина пластической деформации не безгранична, при определенных ее значениях может начаться разрушение металла.
На величину пластической деформации, которую можно достичь без разрушения (предельная деформация), оказывают влияние многие факторы, основные из которых - механические свойства металла (сплава), температурно-скоростные условия деформирования и схема напряженного состояния. Последний фактор оказывает большое влияние на значение предельной деформации. Наибольшая предельная деформация достигается при отсутствии растягивающих напряжений и увеличении сжимающих. В этих условиях (схема неравномерного всестороннего сжатия) даже хрупкие материалы-типа мрамора могут получать пластические деформации. Схемы напряженного состояния в различных процессах и операциях обработки давлением различны, вследствие чего для каждой операции, металла и температурно-скоростных условий существуют свои определенные предельные деформации.
Существенные преимущества обработки металлов давлением по сравнению с обработкой резанием - возможность значительного уменьшения отхода металла, а также повышения производительности труда, поскольку в результате однократного приложения усилия можно значительно изменить форму и размеры деформируемой заготовки. Кроме того, пластическая деформация сопровождается изменением физико-механических свойств металла заготовки, что можно использовать для получения деталей с наилучшими эксплуатационными свойствами (прочностью, жесткостью, высокой износостойкостью и т. д.) при наименьшей их массе. Эти и другие преимущества обработки металлов давлением (отмеченные ниже) способствуют неуклонному росту ее удельного веса в металлообработке. Совершенствование технологических процессов обработки металлов давлением, а также применяемого оборудования позволяет расширять номенклатуру деталей, изготовляемых обработкой давлением, увеличивать диапазон деталей по массе и размерам, а также повышать точность размеров полуфабрикатов, получаемых обработкой металлов давлением.
Если обработка металлов давлением выполняется при температуре ниже температуры рекристаллизации, то такая обработка называется холодной.
Если обработка металлов давлением происходит при нагреве металлического тела выше температуры рекристаллизации, то она называется горячей.
Основными законами обработки металлов давлением являются:
Закон постоянства объемов - объем металла до деформации практически равен объему металла после деформации.
Закон наименьшего сопротивления - частицы деформируемого металла всегда перемещаются в направлении наименьшего сопротивления.
Ниже рассмотрены методы холодной обработки давлением, а также приведён пример.
Холодная объёмная штамповка.
Штамповка без предварительного нагрева заготовки – для металлов и сплавов такой процесс деформирования соответствует условиям холодной деформации. Отсутствие окисленного слоя на заготовках (окалины) при холодной штамповке обеспечивает хорошее качество поверхности детали и достаточно высокую точность размеров, это уменьшает объём обработки резанием или даже исключает её. Основные разновидности холодной объёмной штамповки – холодное выдавливание, холодная высадка, холодная штамповка в открытом штампе.
Холодное выдавливание.
Заготовку помещают в полость, из которой металл выдавливают в отверстия, имеющиеся в рабочем инструменте. Выдавливание обычно выполняют на кривошипных или гидравлических прессах в штампах, рабочими частями которых являются пуансон и матрица.
При прямом выдавливании (см. схему выдавливания №4) металл вытекает в отверстие, расположенное в донной части матрицы в направлении, совпадающем с направлением движения пуансона относительно матрицы. Если на торце пуансона (см. схему выдавливания №1) имеется стержень, перекрывающий отверстие матрицы до начала выдавливания, то металл выдавливается в кольцевую щель между стержнем и отверстием матрицы.
При обратном выдавливании направление направление течения металла противоположно направлению движения пуансона относительно матрицы. Наиболее часто встречающейся схемой обратного выдавливания является схема, при которой металл может выдавливаться в кольцевой зазор между пуансоном и матрицей (см. схему выдавливания №2). Реже применяют схему обратного выдавливания, при которой металл выдавливается в отверстие в пуансоне, для получения деталей типа стержень с фланцем (см. схему выдавливания №1).
При боковом выдавливании металл вытекает в отверстие в боковой части матрицы в направлении, не совпадающем с движением пуансона (см. схему выдавливания №3).
Комбинированное выдавливание характеризуется одновременным течением металла по нескольким направлениям и может быть осуществленно по нескольким из рассмотренных ранее схем холодного выдавливания. Например,схема выдавливания №4: схема комбинированного выдавливания для изготовления обратным выдавливанием полой, чашеобразной части детали, а прямым выдавливанием - стержня, отходящего от её донной части.
Основной положительной особенностью выдавливания является возможность получения без разрушения заготовки весьма больших степеней деформации, которые можно характеризовать показателем k=F0/F1 (F0 и F1 - площади поперечного сечения исходной заготовки и выдавленной части детали). Для весьма мягких, пластичных металлов k>100 (алюминиевые трубы со стенкой толщиной 0,1-0,2 мм при диаметре трубы 20-40 мм). Пластическое деформирование при выдавливании происходит в условиях всестороннего неравномерного сжатия.
Всестороннее сжатие приводит и к отрицательным явлениям. Чем больше степень деформации, тем больше усилие деформирования, и удельные усилия могут достичь значений, превышающих в несколько раз предел текучести деформируемого металла и превышающих значения, допустимые для инструмента по условиям его прочности или стойкости. Высокие удельные усилия выдавливания изменяются в ходе деформирования и зависят от высоты подвергающейся деформированию части заготовки. При выдавливании пластическая деформация охватывает обычно не весь объём заготовки, а лишь часть его (см. схемы выдавливания). Для уменьшения удельных усилий выдавливания при проектировании штампуемой детали необходимо стремиться к такой её конфигурации, при которой отсутствовали бы застойные зоны под торцом пуансона (см. схему выдавливания №2) или у рабочей поверхности матрицы. Основное технологическое мероприятие, направленное на снижение удельных усилий выдавливания, - применение различных смазывающих материалов или покрытий заготовок для уменьшения сил трения. В обычных условиях выдавливания силы трения препятствуют пластическому истечению металла и существенно увеличивают усилия деформирования.
См. также ориентировочные значения давления пластического течения для стали, алюминия и латуни.
Холодная высадка.
Высадка – уменьшение длины части заготовки с получением местного увеличения поперечных размеров. Штамповкой на холодновысадочных автоматах обеспечиваются достаточно высокая точность размеров и хорошее качество поверхности, вследствие чего некоторые детали не требуют последующей обработки резанием. Штамповка на холодновысадочных автоматах высокопроизводительна: 20-400 деталей в минуту. Штамповка на холодновысадочных автоматах характеризуется высоким коэффициентом использования металла. Средний коэффициент использования металла 95% (только 5% идёт в отход).
На холодновысадочных автоматах штампуют заготовки диаметром 0,5 - 40 мм из чёрных и цветных металлов, а также детали с местными утолщениями сплошные и с отверстиями.
См. также ориентировочные значения давления пластического течения для стали, алюминия и латуни.
Холодная штамповка в открытых штампах.
Холодная штамповка в открытых штампах заключается в придании заготовке формы детали путём заполнения полости штампа металлом заготовки (см. схему штамповки в открытых штампах). Холодная объёмная штамповка требует значительных удельных усилий вследствие высокого сопротивления металла деформированию в условиях холодной деформации и упрочнения металла в процессе деформирования. Упрочнение сопровождается и уменьшением пластичности. Для уменьшения вредного влияния упрочнения и облегчения процесса деформирования при холодной штамповке оформление детали обычно расчленяют на переходы, между которыми заготовку подвергают рекристаллизационному отжигу. В закрытых штампах в условиях холодной деформации штампуют реже и главным образом из цветных металлов. Холодной штамповкой можно изготовлять пространственные детали сложных форм (сплошные и с отверстиями). Холодная объёмная штамповка обеспечивает получение деталей со сравнительно большой точностью размеров и качеством поверхности. Это уменьшает объём обработки резанием или даже исключает её. Однако, учитывая, что изготовление штампов трудоёмко и дороже изготовления инструмента, используемого при обработке резанием, холодную штамповку следует применять лишь при достаточно большой серийности производства.
См. также ориентировочные значения давления пластического течения для стали, алюминия и латуни.
Листовая штамповка.
Изготовление плоских и объёмных тонкостенных изделий из листов, полос или лент с помощью штампов. Исходные материалы: чёрные, цветные сплавы, а также неметаллические материалы. Наиболее высокие пластические свойства необходимы для глубокой вытяжки (сталь с содержанием углерода от 0,05% до 0,15%). Способность металла к вытяжке и другим операциям листовой штамповки определяется его механическими свойствами и технологической пробой. Свойства: относительное удлинение, поперечное сужение, предел прочности. Проба: шарик вдавливается до разрушения. Обычно толщина листа <3,6 мм. При мелкосерийном производстве толщина листа < 2,5 мм. Все виды операций делятся на разделительные и формообразующие. Разделительные: обрезка (полное отделение одной части от другой по замкнутому контуру), вырубка (полное отделение одной части от другой, когда отделяемая часть является изделием),пробивка (получение отверстий). Формоизменяющие: гибка (придание заготовке изогнутой формы без применения или с применением растяжки), профилирование ленты (непрерывное превращение ленты в заданный профиль с последовательной гибкой на роликовых машинах или специальных прессах), вытяжка (без утонения материала и с утонением материала), формовка (изготовление деталей из листа и круглой заготовки посредством пластического деформирования без изменения толщины материала, раздача (образование горловины или увеличение диаметра полой заготовки), отжимка (местное уменьшение диаметра полой заготовки), отбортовка ( образование борта путём расширения ранее пробитого отверстия).
Пример использования листовой штамповки.
Для деталей, получаемых листовой штамповкой, характерно то, что толщина их стенок незначительно отличается от толщины исходной заготовки. При изготовлении листовой штамповкой пространственных деталей заготовка обычно испытывает значительные пластические деформации. Эти обстоятельства вынуждает предъявлять к материалу достаточно высокие требования по пластичности. Холодная листовая штамповка получила более большое применение, чем горячая. При листовой штамповке чаще всего используют низкоуглеродистую сталь, пластичные легированные стали, медь, латунь, содержащую более 60%Сu, алюминий и его сплавы, магниевые сплавы, магниевые сплавы, титан, и др. К преимуществам листовой штамповки относятся возможность получения деталей минимальной массы при заданных прочности и жёсткости; достаточно высокие точность размеров и качество поверхности, позволяющие до минимума сократить отделочные операции обработки резанием; сравнительная простота механизации и автоматизации процессов штамповки, обеспечивающая высокую производительность (30-40 тыс. деталей в смену с одной машины); хорошая приспособляемость к масштабам производства, при которой листовая штамповка может быть экономически целесообразна и в массовом, и в мелкосерийном производстве. Как правило, при листовой штамповке пластические деформации получает лишь часть заготовки. Различают формоизменяющие операции, в которых заготовка не должна разрушаться в процессе деформирования, и разделительные,в которых этап пластического деформирования обязательно завершается разрушением. При проектировании технологического процесса изготовления деталей листовой штамповкой основной задачей является выбор наиболее рациональных операций и последовательности их применения.
Вытяжка. Вытяжка бывает с утонением и без. Вытяжка без утонения стенки превращает плоскую заготовку в полое пространственное изделие при уменьшении периметра вытягиваемой заготовки. Вытяжка с утонением стенки увеличивает длину заготовки в основном за счёт уменьшения толщины стенки исходной заготовки. См. схему вытяжки.
При вырубке и пробивке характер деформирования заготовки одинаков. Эти операции отличаются только назначением, вырубкой оформляют наружный контур детали (или заготовки для последующего деформирования), а пробивкой – внутренний контур (изготовление отверстий). Вырубка и пробивка выполняются на прессах для заготовок с толщиной листа <20 мм (вырубка) и толщиной <35 мм (пробивка).
Гибка - изготовление деталей с толщиной до 15 мм на универсальных листоштампах или специальных гибочных прессах. Минимальные радиусы гибки см. в таблице. Минимальные радиусы следует применять только в случае абсолютной конструкционной необходимости.
№34
В промышленности обработка металлов давлением в большинстве случаев происходит при нагреве материалов, т.к. при деформации материалов в горячем состоянии резко снижаются прочностные свойства (в 15–20 раз) и повышаются пластические. Нагрев является важнейшей операцией при ОМД, т.к. от температуры нагрева зависят качество изделий, производительность оборудования и себестоимость продукции. Основные требования к нагреву металла сводятся к обеспечению равномерного нагрева слитка или заготовки по сечению и длине за минимальное время при наименьшей потере металла на угар (на окалину) и экономном расходе топлива. Применяют два основных способа нагрева заготовок: пламенный (твердое, жидкое и газообразное топливо) и электронагрев. Нагрев тела (заготовки) по сечению осуществляется тремя видами передачи тепла: конвекцией – от пламени и газов к заготовке; излучением – от пламени и раскаленных стен к заготовке и теплопроводностью – передачей тепла от поверхности заготовки в глубь металла.
Нагреву металла до высоких температур (выше Асз на 30 – 200°С) сопутствуют тепловое расширение, структурные превращения и рост зерен металла, изменение его механических свойств, окисление и обезуглероживание поверхности заготовок.
Основными дефектами нагрева являются перегрев и пережег металла.
Нагрев стали до высоких температур (свыше 1050°С) вызывает быстрое увеличение размеров зерен за счет слияния мелких в крупные, т.е. крупнозернистая структура является прямым следствием перегрева металла. Крупнозернистая структура имеет низкое сопротивление удару и может дать трещины при ковке.
При перегреве металла до более высоких температур (1200 – 1300°С) возникает пережег, при котором по границам крупных зерен образуются окислы металлов, в результате чего резко ухудшается механическая связь между зернами. Пораженная окислами сталь рассыпается на куски под ударами молота. Пережег – брак неисправимый. Дефект перегрева можно устранить дополнительной термообработкой при нагреве до более низких температур.
Область температур нагрева металла, в которой рекомендуется проводить горячую обработку давлением, называется температурным интервалом ковки. Температурные интервалы ковки сталей и цветных сплавов назначаются по диаграммам состояния этих сплавов или же выбираются по справочным таблицам, составленных на основе этих диаграмм.

Рис. 3.16 «Стальной угол» диаграммы Fe – Fe3C. Температурный интервал горячей обработки сталей.
Для углеродистых сталей температуры начала ковки выбирают по диаграмме Fе – Fе3С на 150 – 200°С ниже линии солидус. Температура конца ковки устанавливается на 25 – 50°С выше линии PSK (рис. 3.16).
Продолжительность нагрева зависит от температуры в печи, размеров заготовки, химического состава и других факторов.
№35