

4.2 Порядок обработки вагонов на грузовом фронте
В данном пункте нормируют производительность технологической линии (Пт.л), т/ч, количество вагонов, обрабатываемых одной технологической линией (mт.л), ваг./т.л, величину фронта одновременной выгрузки вагонов (mо), ваг.
На многоэтажном распределительном холодильнике производят перегрузку рыбы из изотермического вагона в холодильную камеру, расположенную на одном из этажей (рисунок 3).
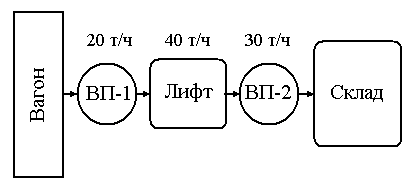
ВП – вилочный погрузчик
Рисунок 3 – Вариант технологической линии по разгрузке вагона на склад многоэтажного распределительного холодильника:
Ящики с рыбой укладывают в вагоне на плоские поддоны. На операции «вагон – лифт» используют один вилочный погрузчик производительностью 20 т/ч, на операции «лифт – холодильная камера» – один вилочный погрузчик производительностью 40 т/ч. Производительность лифта – 30 т/ч. Поскольку все операции выполняются последовательно, лимитирующим звеном в технологической линии является работа бригады грузчиков и вилочного погрузчика на вагонной операции. Поэтому производительность технологической линии равна 20 т/ч.
Из рисунка 3 очевидно, что одна технологическая линия одновременно обрабатывает только один вагон, mт.л = 1. Величину фронта одновременной выгрузки вагонов (mо) определяют по формуле:
mо = Аnо,
где А – количество вагонов, одновременно обрабатываемых через один вестибюль, который соединяет железнодорожную и автомобильную экспедиции холодильника по первому этажу, А = 2 (нормативный показатель) [5, п. 4.2]; nо – заданное количество вестибюлей на грузовом фронте, nо = 2.
Тогда mо = 2 2 = 4 (вагона).
4.3 Продолжительность обработки вагонов на грузовом фронте
В данном пункте нормируют продолжительность выгрузки одного вагона (ваг), ч, и всей поданной партии вагонов в подаче (под), ч. При этом:
![]() ;
(1)
;
(1)
![]() ,
(2)
,
(2)
где р, mт.л, Пт.л, mпод, mо, I – величины, определённые ранее; всп – продолжительность вспомогательных операций на обработку каждого вагона, которые не входят в рабочий цикл перегрузочного оборудования (открытие и закрытие дверей вагона, снятие и навешивание закруток и пломб на дверях, установка и снятие креплений груза, переходных мостков, очистка вагона), величина всп принята равной 0,5 ч; н – нормативная продолжительность обработки вагонов по фронту одновременной выгрузки, н = 2,2 ч [5, прил. Г]; F{} – логическая операция округления результата вычислений до целого значения в бóльшую сторону, что объясняется этапностью обработки подачи; п.з – продолжительность подготовительно-заключительных операций, связанных с обработкой всей подачи (приёмка и сдача вагонов, технологическое передвижение вагонов вдоль фронта и т. п.), величину п.з принята равной 0,5 ч.
Тогда ваг = 40 1 : 20 + 0,5 = 2,5 (ч). Условие (см. формулу (1)) не соблюдается. В лимитирующее звено технологической линии следует добавить один вилочный погрузчик. Тогда производительность технологической линии увеличится до 30 т/ч, а ваг2 = 40 1 : 30 + 0,5 = 1,8 (ч), а под = F{4 : 4} 1,8 + 0,5 = = 2,3 (ч). Условие (см. формулу (2)) соблюдается.