

3.1.8. Средства технической диагностики
Электрическая схема прибора состоит из автотрансформатора Т1 типа ЛАТР, выпрямительного моста У2-У5 с измерительным прибором РА1, защитного устройства с реле К1. Лампа Н2 служит для контроля включения прибора, а Н1 сигнализирует коротком замыкании. Конденсатор С1 предотвращает искрение на контактах 1 и 3 реле К1. Разъем XI служит для подключения электробритвы, а Х2 - для подключения прибора к сети.
При включении в прибор электробритвы с коротким в ее цепи или бритвы с потребляемым током, большим, чем ток срабатывания реле К1, контакты 1 и 3 замыкаются, при этом загорается лампа Н1, сигнализируя;
неисправности. При замыкании контактов 4 и 5 тумблера 81 измерительный прибор РА1 отключается. При отыскании места обрыва электрической цепи бритвы используется обычный пинцет, который необходимо изолировать лентой ПВХ. При этом измерительный прибор РА1 служит индикатором нахождения места обрыва. Кроме того, прибором можно пользоваться как омметром, изготовив присоединительные проводники со щупами. При этом ручку ЛАТР устанавливают на «О», выход прибора (разъем Х 1) закорачивают с помощью проводников; перемещением ручки ЛАТР добиваются полного как обычным Миллиамперметр М-265 можно заменить другим током полного отклонения 150-200 мкА (при этом необходимо подобрать шунтирующий резистор КЗ).
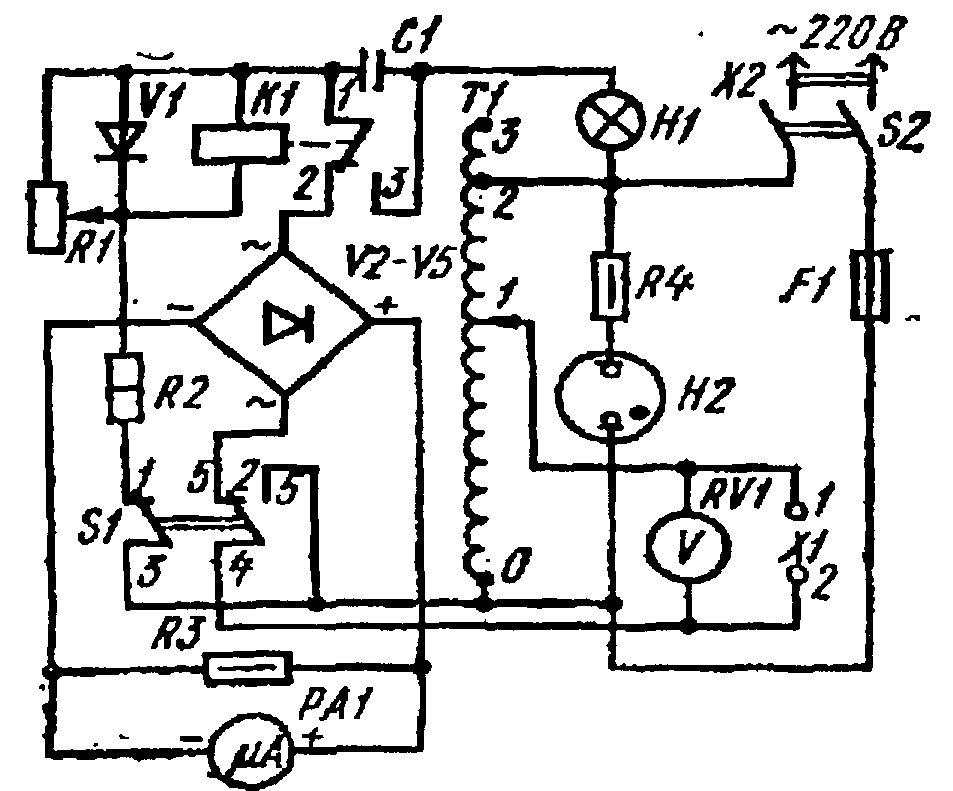
Рис. 4. Электрическая схема прибора для определения дефектов электробритв.
Т1- автотрансформатор типа ЛАТР; С1- конденсатор КСО-400В-0,5 мкф; К1- проволочный резистор ППБ-50-4000 Ом; К2-резистор ПЭВ-10-10 Ом; КЗ-резистор (подбирается при настройке); К4-резистор МЛТ-0,5-100 кОм; К1-реле РКН/п, 14500 витков, 1000 Ом; У1-диод Д-303; У2-У5-диоды Д-243; РА1-миллиамперметр М-265 (200 мкА); РУ1- вольтметр М-4201; Н1-лампа 220 В, 60 Вт; Н2-лампа ТН-03; Р1-предохранитель.
Для контроля основных параметров электробритв и их ремонта широкое распространение получают универсальные стенды (рис. 5,6). Стенд включает верстак 1 и две тумбы-приставки 2 для установки
испытательной станции ИП-29.
Тумба приставка имеет два отделения. Справа в ней рекомендуется хранить инструмент в специальных ложементах, приспособленных к штабелированию. Во время работы ложементы устанавливают на столешнице верстака.
Во втором отделении этой же тумбы-приставки хранятся необходимые для ремонта электробритв приспособления: блоки - приставки, съемник для снятия коллектора с якоря и т.д.
В тумбе-приставке, установленной слева от верстака, необходимо хранить электробритвы: в одном отделении - отремонтированные; в другом -поступившие на ремонт. В конце смены электробритвы сдаются на склад хранения.
Испытательная станция ИП-29. Станция предназначена для контроля и обкатки электробритв. Она состоит из пробойной установки, контрольного устройства и устройства для обкатки электробритв.
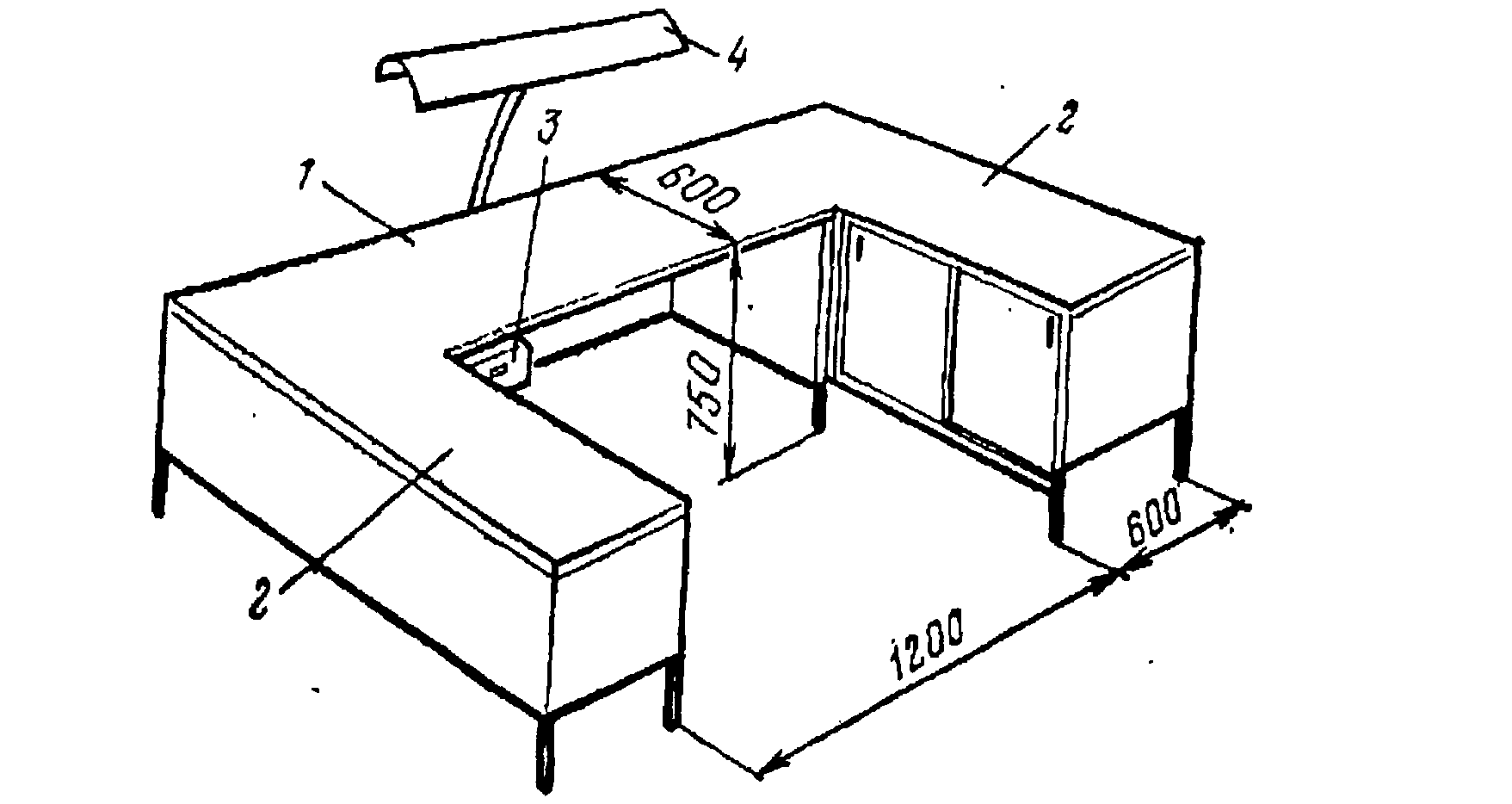
Рис.5. Стенд для ремонта электробритв:
1 - верстак; 2 - тумба-приставка; 3 - ящик выдвижной;
4 - лампа настольная.
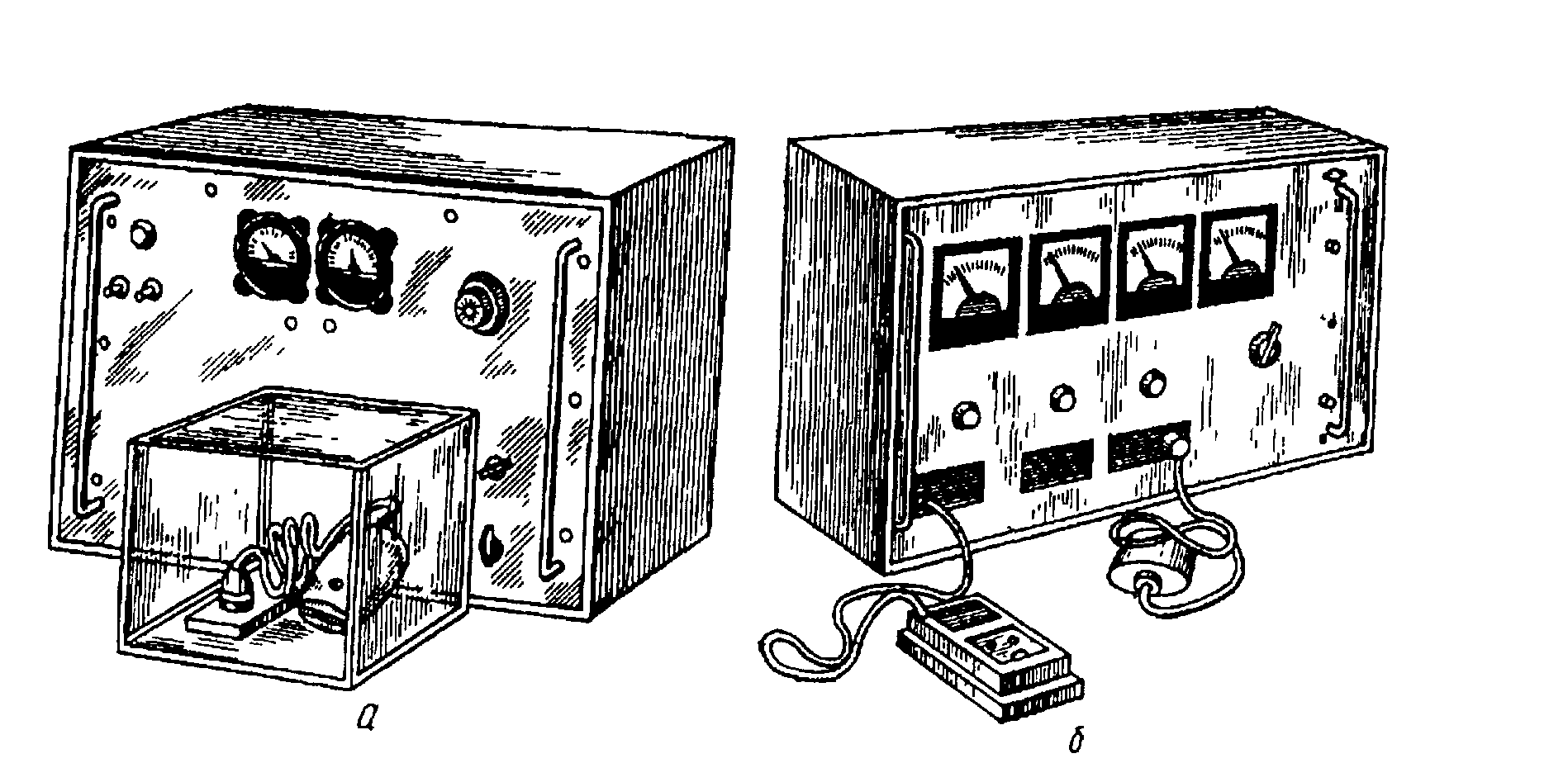
Рис.6. Испытательная станция ИП-29:
а) универсальная пробойная установка УПУ-1М, б) контрольное устройство с комбинированным прибором типа Ц4312.
Универсальная пробойная установка УПУ-1М со специальной камерой М-503М.
Установка (рис.6, а) предназначена для испытания электрической прочности изоляции. В целях безопасности установка обеспечена автоматическим отключением высокого напряжения при открывании крышки камеры на 1мм.
Контрольное устройство (рис.6, б) обеспечивает:
измерение напряжения питания электробритв и плавную регулировку напряжения от 0 до 250 В переменного тока и от 0 до 15В постоянного тока;
измерение потребляемого электробритвами тока: переменного - от 0 до 0,1 А, постоянного - от 0 до 1 А;
измерение сопротивления обмоток двигателей и трансформаторов
электробритв.
Устройство для обкатки электробритв. Переносное устройство (рис.7) дает возможность подвергать автоматической обкатке все сетевые
электробритвы одновременно (10 шт. на переменном токе напряжением 220В и 2 шт. на постоянном - напряжением 12 В).
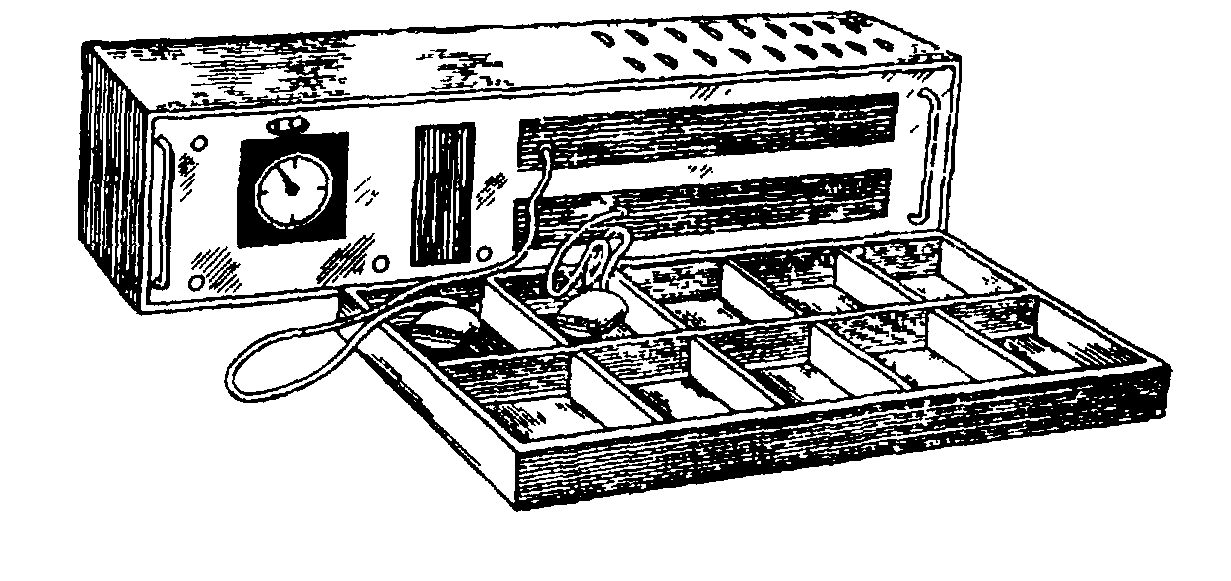
Рис.7. Устройство для обкатки электробритв.
Стенд обеспечивает автоматическое отключение обкатываемых электробритв по истечении установленного времени, не превышающего 12 минут.
Станок для намотки якорей микроэлектродвигателей. Станок (рис.8) состоит из четырех основных узлов: узла 2 крепления якоря, узла 7 подачи якоря, редуктора 4 и сматывающего узла 6. Все узлы станка смонтированы на основании 1. Максимальная длина пакета наматываемого провода 0,5 мм; частота вращения поводка 140 об/мин.
Конструкция станка обеспечивает автоматическую остановку станка после намотки заданного числа витков.
В сматывающий узел намоточного станка устанавливают катушку с обмоточным проводом. Натяжение провода устанавливают граммометром. Провод пропускают через сквозное отверстие в червяке 8 по направляющей планке 9 и ролику 10 сквозь отверстие сечением 0,5 мм на поводке 11. Упоры устанавливают в соответствии с числом витков, которые необходимо намотать в секции якоря.
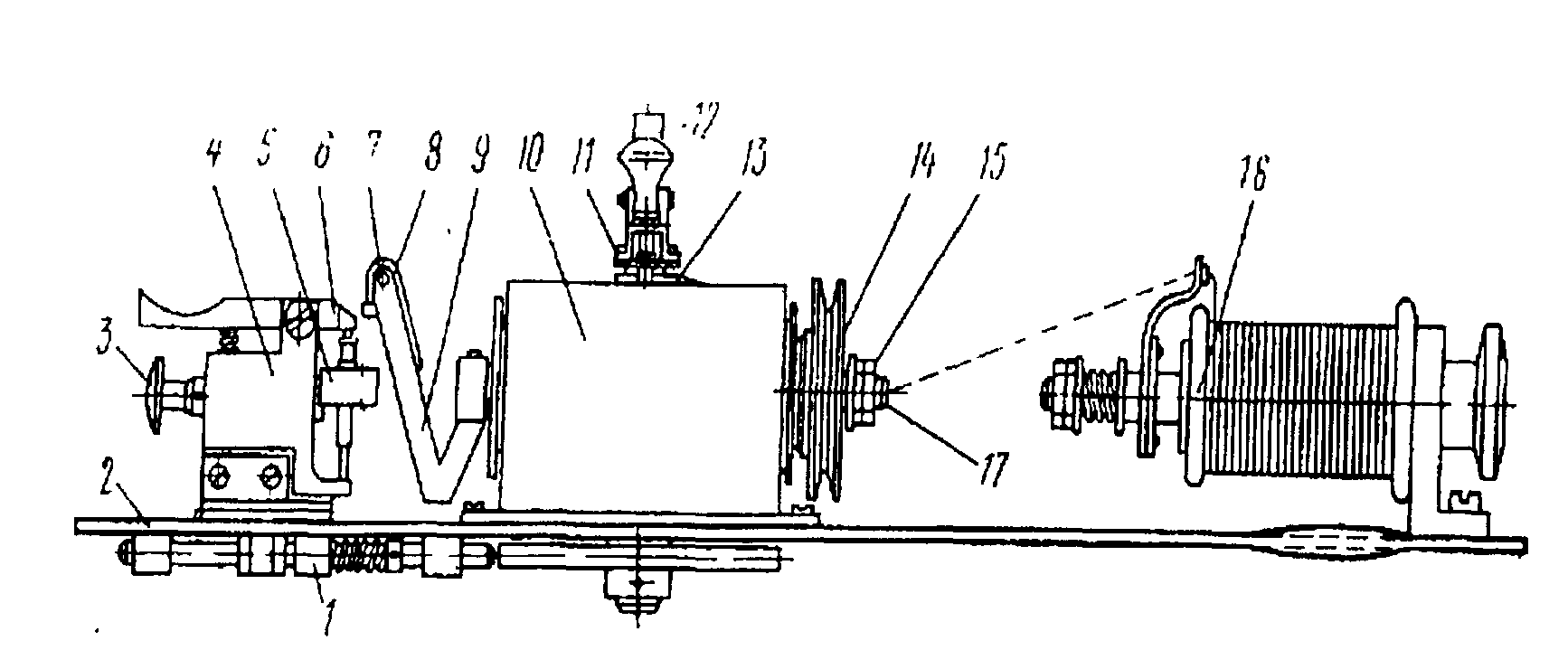
Рис.8. Станок для намотки якорей микроэлектродвигателей:
1 - основание; 2 - узел крепления якоря; 3 - якорь; 4 - редуктор; 5 - шкиф;
6 - узел сматывающий; 7 - узел подачи якоря; 8 - червяк; 9 - планка направляющая; 10 - ролик; 11 и 13 - поводки; 12 - гайка; 14 - прижим;
15 - фиксатор; 1 б - упор; 17 - рычаг.
При намотке якорей с числом витков в секции, равным 200, устанавливают один упор. Полный оборот поводка будет соответствовать 200 оборотам поводка, т.е. 200 виткам в секции. При намотке якорей с числом витков в секции, равным 140, установить упор в соответствующее место на крышке редуктора и поводок по этому упору.
Отжать прижим 14 на узле крепления якоря и установить якорь в центрах; зафиксировать положение якоря фиксатором 15. Закрепить провод на якоре. Подвести стержень поводка 13 вплотную к упору 16, включить электродвигатель и рычагом 17 отжать стержень. Вращающий поводок 11 наматывает секцию, распределяет провод по пазу секции и обеспечивает подачу якоря. После намотки одной секции отжать фиксатор 15 узла крепления якоря, повернуть якорь в центрах на угол, соответствующий числу секций якоря. Например, если якорь трехсекционный, то после намотки одной секции он должен повернуться в центре на угол 120°. Зафиксировать положение якоря в центрах фиксатором 15 и произвести намотку в порядке, описанном выше. Намотка последующих секций аналогична.
На станке можно наматывать секции якоря и других бритв. Распределение провода в пазу секций выполняют на станке автоматически, для этого устанавливают кулачок, профиль которого соответствует ширине паза секции якоря.
Отключение электродвигателя производят специальной кнопкой. Число витков контролируют по счетчику.