

Раздел 3. Обработка металлов давлением
1. Прокатка заключается:
3) в обжатии заготовки между вращающимися валками;
2. Прессование заключается:
1) в продавливании заготовки, находящейся в замкнутой форме, через отверстие матрицы;
3. Волочение заключается:
5) в протягивании заготовки через сужающуюся полость матрицы.
4. Ковка заключается:
4) в изменении формы и размеров заготовки с помощью специализированного инструмента – штампа;
5. Штамповка заключается:
2) в изменении формы и размеров заготовки путем последовательного воздействия универсальными инструментами на отдельные участки заготовки;
1. |
2. |
3. |
4. |
5. |
6. |
Рис. 2.
6. Какие из схем ОМД (рис.2) по производственному назначению относятся к металлургическому производству?
4, 5, 6.
7. Какие из схем ОМД (рис.2) по производственному назначению относятся к машиностроительному производству?
1, 2, 3.
8. Деформации – это:
2) изменения формы или размеров тела (или части тела) под действием внешних сил, а также при нагревании или охлаждении и других воздействиях, вызывающих изменение относительного положения частиц тела;
9. Деформированное состояние в точке описывается:
3) тензором деформации;
10. Напряжение (механическое) – это:
2) внутренняя поверхностная удельная сила, действующая на элементарную площадку в окрестности точки А и зависящая от расположения точки А и направления нормали к площадке или мера внутренних сил, возникающих в теле под влиянием внешних воздействий (нагрузок, изменения температуры и др.);
11. Условный предел прочности при растяжении равен:
2)
![]() ;
;
3)
![]() ;
;
4)
![]() ;
;
5) напряжению, соответствующему деформации 0,2%.
12. Действительный предел прочности при растяжении равен:
1) напряжению, соответствующему площадке текучести (увеличению деформации при постоянном напряжении);
2) ;
3) ;
4) ;
5) напряжению, соответствующему деформации 0,2%.
13. Холодной называют деформацию, осуществляющуюся:
2) при температуре ниже температуры рекристаллизации;
14. Горячей называют деформацию, осуществляющуюся:
5) при гомологической температуре менее 1;
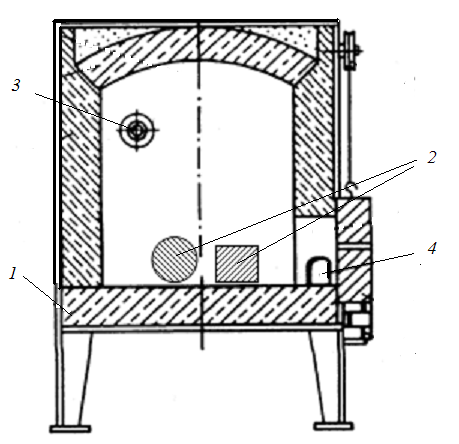
15. Камерная печь характеризуется:
1) периодической загрузкой заготовок и расходом топлива до 10–30% от массы нагреваемого металла;
16. На рисунке изображено:
|
|
3) камерная печь;
|
17. Методическая печь характеризуется:
1) периодической загрузкой заготовок и расходом топлива до 5–12% от массы нагреваемого металла;
18. На рисунке изображено:
|
|
5) методическая печь.
|
19. На рисунке изображено:
|
|
4) схема индукционного нагрева; 5) методическая печь.
|
20. На рисунке изображено: |
|
2) индукционное нагревательное устройство
|
21. На рисунке изображено: |
|
1) электроконтактное нагревательное устройство;
|
22. На рисунке изображена: |
|
1) схема продольной прокатки;
|
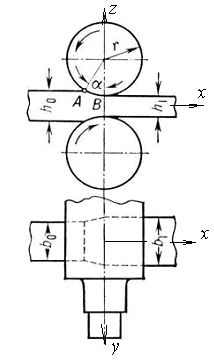
23. На рисунке изображена: |
|
3) схема поперечной прокатки;
|
24. На рисунке изображены следующие элементы прокатного валка: |
|
2) калибры;
|
|
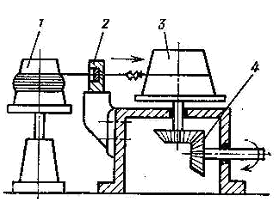
25. На рисунке изображена: |
|
4) схема прокатного стана.
|
|
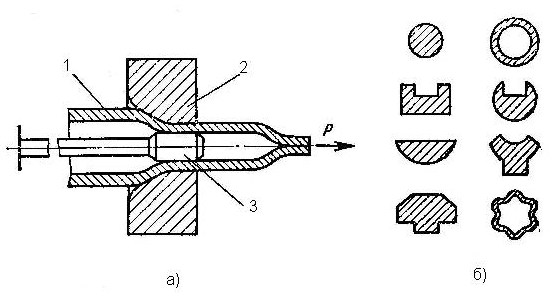
26. На рисунке изображена: |
|
1) схема волочения;
|
27. На рисунке изображена: |
|
3) схема цепного волочильного стана;
|
28. На рисунке изображена: |
|
2) схема барабанного волочильного стана;
|
29. Механическая обработка металлов путем обжатия между вращающимися валками с целью уменьшения сечения слитка или заготовки и придания им заданной формы (профиля) – это:
3) прокатка;
30. Протягивание заготовки через соответствующее отверстие при уменьшении площади поперечного сечения заготовки и увеличении ее длины – это:
2) волочение;
31. Придание металлу формы путем выдавливания его из замкнутого объема (контейнера) через канал, образуемый инструментом, – это:
1) прессование (выдавливание);
32. Способ обработки металлов давлением, при котором инструмент оказывает многократное, прерывистое воздействие на нагретую заготовку, в результате чего она, деформируясь, постепенно приобретает заданные форму и размеры – это:
3) прокатка;
33. Способ обработки металлов давлением, при котором формообразование нагретой заготовки осуществляют с помощью специального инструмента – штампа, в результате чего она, деформируясь, постепенно приобретает заданные форму и размеры – это:
4) штампование (штамповка);
34. Операция получения полостей за счет вытеснения металла называется:
3) прошивкой;
35. Операцию обработки давлением, при которой уменьшается высота исходной заготовки при одновременном увеличении площади ее поперечного сечения называют:
1) осадкой;
36. Вид обработки металлов давлением, при котором формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента – штампа и при котором в конечный момент штамповки металл занимает всю замкнутую полость штампа в соответствии с конфигурацией поковки, называют:
5) горячей объемной штамповкой.
37. Формоизменяющая операция листовой штамповки, заключающаяся в изменении кривизны заготовки практически без изменения ее линейных размеров, в результате чего деформирования часть заготовки поворачивается относительно другой на определенный угол, называется: |
|
2) гибкой;
|
|
38. Формоизменяющая операция листовой штамповки, заключающаяся в протягивании заготовки через отверстие матрицы, причем плоская заготовка превращается в полое изделие, а пространственная заготовка получает уменьшение поперечных размеров, называется: |
|
1) вытяжкой;
|
|
39. Способ обработки металлов давлением, осуществляемый с помощью кузнечного инструмента или штампов, при котором инструмент оказывает многократное, прерывистое воздействие на нагретую заготовку, в результате чего она, деформируясь, постепенно приобретает заданные форму и размеры, называют:
4) ковкой;
40. Формоизменяющая операция листовой штамповки, заключающаяся в том, что часть заготовки, граничащая с предварительно пробитым отверстием, вдавливается в матрицу, при этом размеры отверстия увеличиваются и этот участок заготовки приобретает цилиндрическую форму, называется: |
|
3) отбортовкой;
|
|
41. Формоизменяющая операция листовой штамповки, заключающаяся в том, что полая тонкостенная цилиндрическая заготовка заталкивается в отверстие матрицы, причем заготовка в очаге деформации получает уменьшение поперечных размеров, называется: |
|
4) обжимом;
|
|
42. Формоизменяющая операция листовой штамповки, заключающаяся в том, что пуансон внедряется в полую тонкостенную цилиндрическую заготовку и ее поперечные размеры в очаге деформации увеличиваются, называется: |
|
5) раздачей.
|
|