2.7. Отпуск закаленной стали
Отпуск - вид термической обработки состоящий в нагреве закаленной стали до температур ниже А1, выдержке и охлаждении в воде или на воздухе.
Отпуску подвергают все закаленные стали с целью уменьшения внутренних напряжений, повышения ударной вязкости при некотором
снижении твердости и прочности.
В зависимости от требований предъявляемых к изделиям их подвергают отпуску при различных температурах.
Низкий отпуск (150-2200) проводится с целью чуть-чуть снизить остаточные напряжения без существенного снижения твердости. Применяется для металлорежущего инструмента из высокоуглеродистых сталей и деталей работающих на истирание (например, шестерни). Получаемая структура - отпущенный мартенсит.
Средний отпуск (300-5000) проводят с целью более полно снять напряжения и повысить ударную вязкость за счет более значительного снижения твердости. Применяется для деревообрабатывающего инструмента, рессор, пружин, штампов. Получаемая структура - тростит отпуска.
Высокий отпуск (500-6800) проводят обычно для деталей из легированных сталей с целью получить хорошее сочетание прочности и ударной вязкости. Получаемая структура - сорбит отпуска.
Зависимость твердости от температуры отпуска для некоторых углеродистых сталей представлена на рис.17.
Термическую обработку, состоящую из закалки с высоким отпуском, называют улучшением, а стали подвергаемые такой обработке улучшаемыми сталями.
2.8. Методы упрочнения поверхности деталей
Основными методами упрочнения поверхности деталей являются химико-термическая обработка, поверхностная закалка и деформирование поверхности в холодном состоянии (поверхностный наклеп).
Химико-термическая обработка состоит в насыщении поверхности детали каким-либо элементом с последующей термической обработкой. Наиболее распространенные виды химико-термической обработки цементация (насыщение поверхности углеродом) и азотирование (насыщение поверхности азотом).
Цементация проводится с целью получения высокой твердости и износоустойчивости поверхности при сохранении более мягкой и вязкой сердцевины детали. Поэтому цементации всегда подвергают малоуглеродистые стали (0,2%С) или легированные с низким углеродом. Наиболее распространенные детали подвергаемые цементации - зубчатые колеса.
Вещество, поставляющее углерод при цементации, называют карбюризатором. Различают цементацию в твердом карбюризаторе (коксик или древесный уголь с добавлением до 30% соды – Na2CO3) и в газовом (СО).
Детали выдерживают в карбюризаторе от 6 до 12 часов (в зависимости от требуемой толщины не углероженного слоя 2-4мм) при температуре 900-9500 (в аустенитной области). При этом содержание углерода в поверхностных слоях повышается до 1-1,2%.
Толщину неуглероженного слоя контролируют по специальному образцу-свидетелю, который проходит цементацию вместе с деталями.
После цементации детали подвергают термической обработке по одному из вариантов представленных на рис.18. Наиболее часто применяю закалку с
низким отпуском. Вариант с двумя закалками делают для ответственных деталей (первая закалка от температуры 9000 для измельчения зерна и устранения сетки цементита в поверхностном слое, вторая от 760-7900 для получения оптимальной твердости поверхности).
Азотирование проводится в атмосфере аммиака, который разлагаясь при температуре 500-5500 поставляет активный атомарный азот диффундирующий в поверхность детали. В отличии от цементации высокая твердость азотированной поверхности получается не за счет мартенсита, а за счет очень твердых нитридов. Поэтому для азотирования берут среднеуглеродистые стали содержащие сильные нитридообразующие элементы (Al, Cr, Mo). Классическая сталь для азотируемых деталей 38ХМЮА. Продолжительность азотирования составляет до 48 часов, толщина слоя 0,2-0,5 мм.
Азотирование является окончательной обработкой готовых деталей, никакой термической обработки после азотирования не проводят.
В результате азотирования достигается высокая твердость и износоустойчивость поверхности, повышается сопротивление возникновению трещин при знакопеременных нагрузках (усталостная прочность) и коррозионная стойкость.
Поверхностная закалка состоит в быстром нагреве поверхности детали до аустенитного состояния с последующим охлаждением в воде. В результате на поверхности образуется твердая структура мартенсита, а внутри сохраняется феррито-перлитная структура с достаточно высокой вязкостью. После поверхностной закалки детают низкий отпуск, либо оставляют закаленное состояние без отпуска.
Поверхностной закалке подвергают среднеуглеродистые стали (0,4-0,45%С), либо легированные для увеличения прочности сердцевины деталей. Такой закалке подвергают зубья шестерен, звездочек, шейки валов, головку рельсов и др.
Быстрый нагрев поверхности осуществляется токами высокими частотами (до 1 млн.гц). Сущность такого нагрева состоит в том, что через медный индуктор (спиральная или иной формы трубка охлаждаемая внутри водой) пропускают ток высокой частоты. Вокруг индуктора возникает переменное магнитное поле. Закаливаемую деталь помещают в поле индуктора и за счет поверхностного эффекта поверхность детали быстро разогревается (обычно за 10-15 сек.). Чем больше частота тока, тем больше поверхностный эффект, меньше время нагрева и меньше глубина закаленного слоя. Обычно она составляет 1-3 мм. Когда поверхность нагрелась до требуемой температуры (850-9000), деталь охлаждают погружая в бак с водой или пропуская через специальное душирующее устройство - спреер.
На рис.19 представлено сечение зуба шестерни после цементации и после закалки ТВЧ. Видно, что свойства шестерни подвергнутой цементации предпочтительней, однако, стоимость закалки ТВЧ значительно меньше.
Закалка ТВЧ имеет ряд положительных качеств:
1. Высокая производительность;
2. Высокое качество закалки (не растет зерно, почти нет окалины);
3. Очень малы деформации (уменьшаются пропуски на механическую обработку-шлифовку);
4. Экономно расходуется электроэнергия, которая идет только на нагрев части детали;
5. Процесс хорошо поддается механизации и автоматизации;
6. Улучшаются условия труда;
7. Во многих случаях заменяет более дорогую операцию-цементацию
В ремонтном производстве иногда применяют поверхностную закалку с нагревом пламенем газовой горелки. Однако, такой процесс трудно контролировать и результат при его применении зачастую непредсказуем.
Поверхностный наклеп осуществляют в основном с целью повышения усталостной прочности. Поверхность детали обстреливают чугунной дробью (для плоских поверхностей) или обкатывают роликами (чаще для цилиндрических поверхностей). При этом на поверхности детали остаются мелкие вмятины или бороздки с наклепанным слоем, который препятствует зарождению трещин при знакопеременных нагрузках.
. |
|
|
|
|
|
|
|
|
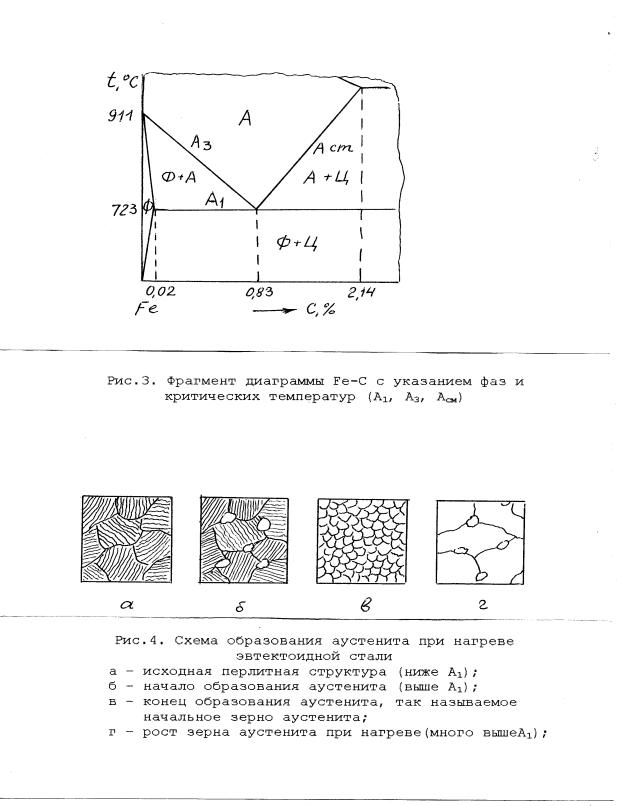
Классификация сталей. Термическая обработка сталей Как вам уже известно, сталь — это сплав железа с углеродом и другими химическими элементами. По химическому составу стали подразделяются на углеродистые и легированные.
В углеродистой стали содержится 0,4...2% углерода. Углерод повышает твердость стали, но увеличивает ее хрупкость и снижает пластичность. Конструкционная углеродистая сталь бывает обыкновенного качества и качественная.
Сталь обыкновенного качества обозначается буквами Ст и цифрой от 0 до 7: Ст 0, Ст 1 и т.д. Цифры показывают порядковый номер марки стали. Чем больше цифра, тем выше содержание углерода и прочность стали. Из стали обыкновенного качества изготавливают строительные конструкции, гайки, болты, заклепки, трубы, листовой прокат и др.
Углеродистая качественная сталь обладает повышенной прочностью. Она обозначается двумя цифрами: 05, 08, 10, 20, 30 и т.д. Цифры показывают содержание углерода в сотых долях процента. Из этой стали изготавливают зубчатые колеса, валы, оси, шкивы и др.
Инструментальная углеродистая сталь обладает большей прочностью и твердостью, чем конструкционная, и применяется для изготовления молотков, зубил, ножниц по металлу, ножовочных полотен, напильников и др. Обозначается она: У10, У11, У12 и т.д. Цифры показывают содержание углерода в десятых долях процента.
При добавлении в сталь во время плавки других элементов ( хрома, никеля, вольфрама и др.) изменяются ее свойства. Одни элементы повышают прочность и твердость, другие — упругость, третьи делают сталь антикоррозионной и т.д. Стали, в которых есть эти элементы, называются легированными. Легирующие добавки в сталях обозначают буквами: X — хром, В — вольфрам, Н — никель, Г — марганец, Ф — ванадий, М — молибден и т.д. Например, в стали 40ХН 0,4% углерода и по одному проценту хрома и никеля.
Легированные конструкционные стали применяют для изготовления рессор, пружин, шестерен и др., а легированные инструментальные для изготовления режущего инструмента: фрез, зенкеров, плашек, метчиков и др.
Свойства сталей можно изменять с помощью теплового воздействия — термической обработки (термообработки). Она заключается в нагреве заготовки до определенной температуры, выдержке при этой температуре и последующем охлаждении. Температура нагрева зависит от вида термообработки и содержания углерода в стали.
Различают следующие виды термообработки: закалку, отпуск, отжиг.
При закалке металл нагревают до определенной температуры (например, до 800°С), выдерживают при этой температуре, а затем быстро охлаждают в воде, масле, водных растворах солей. Закалка повышает твердость и прочность стали, но вместе с тем повышается и ее хрупкость.
Хрупкость стали после закалки можно уменьшить с помощью отпуска. Отпуск представляет собой нагрев остывшей закаленной детали до определенной температуры (например, до 400...500°С) с последующим охлаждением в воде или на воздухе. Отпуск повышает пластичность стали, что улучшает ее обрабатываемость.
При отжиге заготовку нагревают до определенной температуры, выдерживают при этой температуре и медленно, часто вместе с печью, охлаждают (в этом главное отличие от закалки). Отжиг резко снижает твердость стали, она становится мягче и лучше обрабатывается.
Углеродистые стали, содержащие менее 0,25...0,3 % углерода, не закаливают из-за незначительного увеличения твердости и прочности. У сталей, содержащих более 0,3 % углерода, после закалки в несколько раз повышается твердость и прочность.
Проводить
рассмотренные выше виды термообработки
можно в школьных мастерских, пользуясь
муфельными печами небольшого размера.
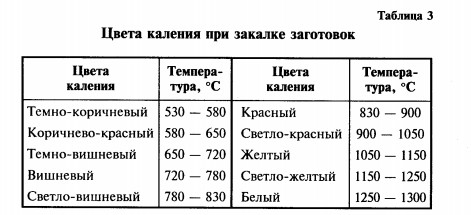
Температуру закалки можно контролировать
по цветам каления. При нагреве стальной
заготовки она изменяет определенным
образом свой цвет, поэтому по ее цвету
приближенно устанавливают температуру,
до которой она нагрета (табл. 3).
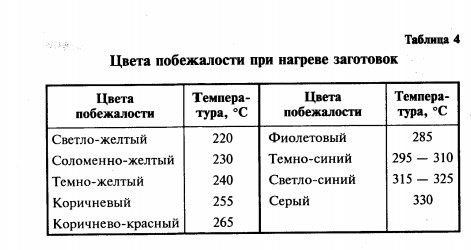
 Температуру
отпуска можно контролировать по цветам
побежалости (табл. 4). Например, если при
нагреве поверхность заготовки приобрела
темно-синий оттенок, значит, она нагрета
до температуры примерно 300°С.
Температуру
отпуска можно контролировать по цветам
побежалости (табл. 4). Например, если при
нагреве поверхность заготовки приобрела
темно-синий оттенок, значит, она нагрета
до температуры примерно 300°С.
На
предприятиях термическую обработку
материалов выполняют рабочие — термисты.
Термист должен разбираться в свойствах
металлов, хорошо знать режимы термообработки
различных сплавов,
умело пользоваться термическими печами,
строго соблюдать правила безопасности.
Практическая работа
Ознакомление с термической обработкой стали Внимание: пункты 2, 3, 5 выполняет учитель. 1. Закрепите в тисках образец из незакаленной стали (например, с содержанием углерода 0,6%) и проведите по ней несколько раз напильником. Сделайте вывод об обрабатываемости незакаленной стали. 2. Поместите образец в электрическую (муфельную) печь, нагретую до 800°С, и выдержите его 15...20 мин. Температуру нагрева образца определите по табл. 3. 3. Опустите раскаленный образец в воду или масло. 4. Закрепите образец в тисках и попытайтесь обработать его напильником. Сделайте вывод об обрабатываемости закаленной стали. 5. Поместите образец в печь, нагретую до температуры 400...550°С, и выдержите 15...20 мин, после чего охладите в воде или на воздухе. 6. Опилите образец в тисках и сделайте вывод о его обрабатываемости после отпуска. ОУглеродистая и легированная сталь, термическая обработка, закалка, отпуск, отжиг. 1. Сколько углерода содержится в углеродистой стали? 2. Чем отличаются углеродистые стали от легированных? 3. Где применяется инструментальная углеродистая сталь? Как она обозначается?
4. Где используются легированные конструкционные стали?
5. Что такое термическая обработка?
6. Как изменяются свойства стали при закалке?
7. Для какой цели выполняют отпуск сталей?
8. Что такое отжиг сталей и в чем он состоит?
Термообработка: отжиг стали.
Отжиг - процесс термообработки металла, при котором производится нагревание, затем медленное охлаждение металла. Переход структуры из неравновесного состояния до более равновесного. Отжиг первого рода, его виды: возврат (он же отдых металла), рекристаллизационный отжиг (он же называется рекристаллизация), отжиг для снятия внутренних напряжений, диффузионный отжиг (еще называется гомогенизация). Отжиг второго рода – изменение структуры сплава посредством перекристаллизации около критических точек с целью получения равновесных структур. Отжиг второго рода, его виды:полный, неполный, изотермический отжиги.
Ниже рассмотрен отжиг, его виды, применительно к стали.
Возврат (отдых) стали – нагрев до 200 – 400o, отжиг для уменьшения или снятия наклепа. По результатам отжига наблюдается уменьшение искажений кристаллических решеток у кристаллитов и частичное восстановление физико-химических свойств стали.
Рекристаллизационный отжиг стали (рекристаллизация) - нагрев до температур 500 – 550o; отжиг для снятия внутренних напряжений – нагрев до температур 600 – 700o. Эти виды отжига снимают внутренние напряжения металла отливок от неравномерного охлаждения их частей, также в заготовках, обработанных давлением (прокаткой, волочением, штамповкой) с использованием температур ниже критических. Вследствиии рекристаллизационного отжига из деформированных зерен вырастают новые кристаллы, ближе к равновесным, поэтому твердость стали снижается, а пластичность, ударная вязкость увеличиваются. Чтобы полностью снять внутренние напряжения стали нужна температура не менее 600o .
Охлаждение после выдержки при заданной температуре должно быть достаточно медленным: вследствии ускоренного охлаждения металла вновь возникают внутренние напряжения.
Диффузионный отжиг стали (гомогенизация) применяется тогда, когда сталь имеет внутрикристаллическую ликвацию. Выравнивание состава в зернах аустенита достигается диффузией углерода и других примесей в твердом состоянии, наряду с самодиффузией железа. По результатам отжига, сталь становится однородной по составу (гомогенной), поэтому диффузионный отжиг называет также гомогенизацией.
Температура гомогенизации должна быть достаточно высокой, однако нельзя допускать пережога, оплавления зерен. Если допустить пережог, то кислород воздуха окисляет железо, проникая в толщу его, образуются кристаллиты, разобщенные окисными оболочками. Пережог устранить нельзя, поэтому пережженные заготовки являются окончательным браком.
Диффузионный отжиг стали обычно приводит к слишком сильному укрупнению зерна, что следует исправлять последующим полным отжигом (на мелкое зерно).
Полный отжиг стали связан с фазовой перекристаллизацией, измельчением зерна при температурах точек АС1 и АС2. Назначение его – улучшение структуры стали для облегчения последующей обработки резанием, штамповкой или закалкой, а также получение мелкозернистой равновесной перлитной структуры готовой детали. Для полного отжига сталь нагревают на 30-50 o выше температуры линии GSK и медленно охлаждают.
|
Рис. 5. Крупнозернистая структура доэвтектоидной стали. |

При отжиге стали на пластинчатый перлит заготовки оставляют в печи до охлаждения, чаще всего при частичном подогреве печи топливом, чтобы скорость охлаждения была не больше 10-20o в час.
Отжигом также достигается измельчение зерна. Крупнозернистая структура, например, доэвтектоидной стали (рис. 5), получается при затвердевании вследствие свободного роста зерен (если охлаждение отливок медленное), а также в результате перегрева стали. Эта структура называется видманштетовой (по имени австрийского астронома А. Видманштеттена, открывшего в 1808 г. такую структуру на метеорном железе). Такая структура придает низкую прочность заготовке.Структура характерна тем, что включения феррита (светлые участки) и перлита (темные участки) располагаются в виде вытянутых пластин под различными углами друг к другу. В заэвтектоидный сталях видманштетова структура характеризуется штрихообразным расположением избыточного цементита.
|
Рис. 6. Микроструктура зернистого перлита ( X500) |

Таким образом, одним из результатов отжига на пластинчатый перлит является мелкозернистая структура.
Неполный отжиг стали связан с фазовой перекристаллизацией лишь при температуре точки А С1; неполный отжиг применяется после горячей обработки давлением, когда у заготовки мелкозернистая структура.
Отжиг стали на зернистый перлит применяют обычно для эвтектоидных, заэвтектоидных сталей, для повышения пластичности, вязкости стали и уменьшения ее твердости. Для получения зернистого перлита сталь нагревают выше точки АС1, затем выдерживают недолго, чтобы цементит растворился в аустените не полностью. Затем сталь охлаждают до температуры несколько ниже Ar1, выдерживают при такой температуре несколько часов. При этом частицы оставшегося цементита служат зародышами кристаллизации для всего выделяющегося цементита, который нарастает округлыми (глобулярными) кристаллитами, рассеянными в феррите (рис. 6).
Свойство зернистого перлита существенно отличаются от свойств пластинчатого в сторону меньшей твердости, но большей пластинчатости и вязкости. Особенно это относится к заэвтектоидной стали, где весь цементит (как эвтектоидный, так избыточный) получается в виде глобулей.
|
Рис. 7. Схема изотермического отжига и изотермической закалки. |