

4.2 Опис будови і принципу дії запропонованої конструкції пристрою
Пристрій для розточування посадочних отворів під підшипники в корпусі коробок передач складається із нижньої і верхньої плити, двох стінок, які приварені до верхньої і нижньої плити і утворюють корпус пристрою, дві направляючі пневмокамери і штоку з наконечником, який притискає корпус коробки передач, направляючих втулок.
Для розточування посадочних отворів корпус коробки передач встановлюють у направляючі 10 і зафіксовують штоком 7 пневмокамери 2. у направляючу втулку входить розточувальна головка, яка й розточує посадочні отвори. Їх розточують в лінію. Осі кінцево оброблених отворів повинні лежати в одній площині і бути паралельними. Відхилення від паралельності не повинно перевищувати величин вказаних в технічних умовах.
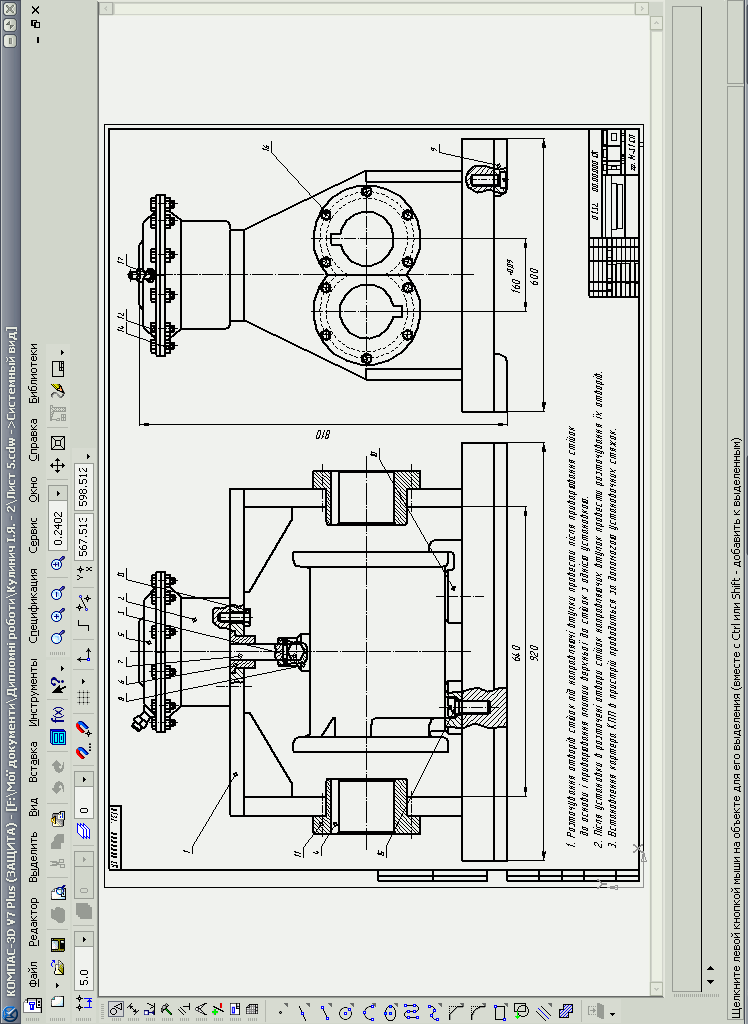

Рис. 4.1 пристрій для розточування посадочних отворів під підшипники
1 – корпус; 2 – пневмокамери; 3 – прижимний пристрій; 4 – направляюча втулка; 5 – кришка пневмокамери; 6 – втулка; 7 – шток; 8 – наконечник; 9 – підставка; 10 – направляюча; 11 – кришка; 12 – болт М8; 13 – болт М12; 14 – гайка М8; 15 – гвинт М8; 16 – гвинт М8; 17 – штуцер.
4.3 Перевірочний розрахунок болтового з’єднання на міцність
Навантаження, що діють в площині стику, зазвичай сприймаються болтами що працюють на зріз (болти встановлені в отворах деталей без зазору). В цих випадках болт (гвинт) або штифт розраховують за напруженнями зрізу і зминання.
Умова надійності на зріз:
σсм1=4Q/(πd2)<[τ]; (4.1)
σсм1=4·70000/(3,14·122)=619,3
Умова надійності на зминання:
σсм1=4Q/(πl1d0)<[σсм]1, (4.2)
σсм2=4Q/(πl2d0)<[σсм]2. (4.3)
σсм1=4·70000/(3,14·20·12)=371,6
σсм2=4·70000/(3,14·33·12)=225,2
Допускається
навантаження:[τ]=0,4σт
при постійному навантаженні і
[τ]=(0,2-0,25)σт при
перемінному навантаженні [σсм] 0,8σт
для сталі.
0,8σт
для сталі.
V. Охорона праці та захист населення
5.1 Вступна частина
В умовах широкого впровадження нових технічних засобів механізації і автоматизації виробничих процесів, індустріальних технологій виробництва сільськогосподарської продукції особливого значення набуває проблема охорони праці в усіх галузях народного господарства.
Проблема поліпшення умов праці безпосередньо пов’язана з санітарно – побутовими і медичними обслуговуваннями працівників, організацією відпочинку і харчування. Все це сприяє відновленню сил, зниженню напруженості і збереження працездатності.
Збитків, яких сьогодні завдає виробничий травматизм і захворюваність на виробництві можна позбавитись шляхом розробки спеціальних заходів, додержання вимог трудового законодавства, а також впровадження у виробництво найновіших досягнень науки і трудового досвіду з охорони праці.
Необхідною умовою запобігання виробничого травматизму на виробництві повинна стати розробка спеціальних заходів на основі глибокого аналізу стану охорони праці, що характеризується наявністю на робочих місцях небезпечних факторів і умов при яких вони можуть діяти на людей, а також можливими небезпечними діями самих працівників в конкретних умовах виробництва. Це дозволить об’єктивно оцінити можливі негативні наслідки, вжити невідкладних заходів щодо запобігання їм.