

Отклонения размера основного отверстия (а) и основного вала (в) в зависимости от диаметра и класса точности, мк
Номинальный диаметр, мм |
Обозначение |
Отклонение |
Класс тонкости |
|||||||||
1 |
2 |
2а |
3 |
3а |
4 |
5 |
7 |
8 |
9 |
|||
От 6 до 10 |
А В |
в + н ‒ |
6 9 |
16 10 |
22 15 |
30 |
58 |
100 |
200 |
360 |
580 |
900 |
» 110 » 18
|
А В |
в + н ‒ |
11 8 |
19 12 |
27 18 |
35 |
70 |
120 |
240 |
430 |
700 |
1100 |
» 18 » 30 |
А В |
в + н ‒ |
13 9 |
23 14 |
33 21 |
45 |
84 |
140 |
280 |
520 |
840 |
1300 |
» 30 » 50 |
А В |
в + н ‒ |
15 11 |
7 17 |
39 25 |
50 |
100 |
170 |
340 |
620 |
1100 |
1600 |
» 50 » 80 |
А В |
в + н ‒ |
18 13 |
30 20 |
46 30 |
60 |
120 |
200 |
400 |
740 |
1200 |
1900 |
» 360 » 500 |
А В |
в + н ‒ |
35 25 |
60 40 |
59 62 |
120 |
250 |
380 |
760 |
1550 |
2500 |
3800 |
» 600 » 630 |
А В |
в + н ‒ |
45 30 |
70 45 |
110 70 |
140 |
280 |
450 |
900 |
1800 |
2800 |
4500 |
» 630 » 800 |
А В |
в + н ‒ |
50 35 |
80 50 |
120 80 |
150 |
300 |
500 |
1000 |
2000 |
3000 |
5000 |
Под точностью формы понимается правильное расположение поверхностей деталей. К погрешностям формы относится, например, конусность цилиндрического вала, характеризующаяся постепенным уменьшением его диаметра от одного торца к другому.
Допустимая конусность обозначается на чертежах так, как это показано на рисунке 126. Здесь k — конусность, l — длина, на которой измеряется величина k. Например, надпись 0,05 : 100 обозначает, что на длине 100 мм допускается разность в диаметрах вала не более чем 0,05 мм.
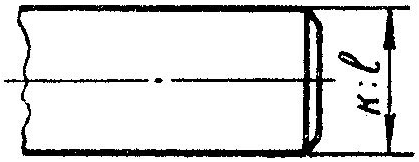
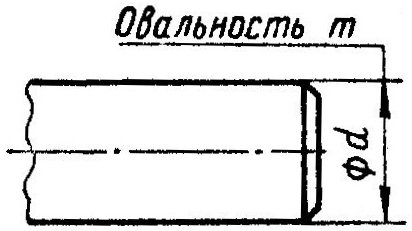
Рис.
126. Обозначение
на
чертежах конусности.
Рис.
127. Обозначение на чертежах овальности.
К погрешностям формы относится также овальность, заключающаяся в том, что диаметры вала, измеренные в одной плоскости по двум взаимно перпендикулярным направлениям, отличаются по величине. Допуск на овальность обозначается так, как показано на рисунке 127. Надпись на рисунке означает, что разность диаметров вала, измеренных в двух взаимно перпендикулярных направлениях, но в одной поперечной плоскости, не должна превышать m мм.
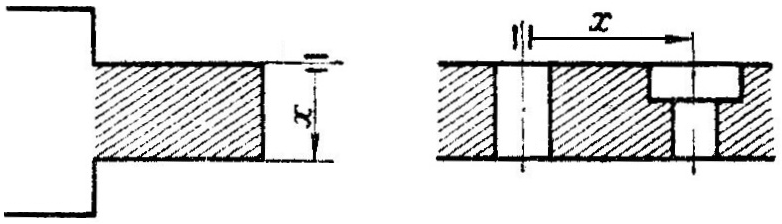
Рис. 128. Обозначение на чертежах непараллельности.
Есть и ряд других погрешностей формы, например непараллельность, обозначаемая так, как показано на рисунке 128, неперпендикулярность и торцовое биение (рис. 129), несоосность (рис. 130). Во всех указанных случаях около условного значка, допуска на неточность формы стоит цифра, обозначающая величину допуска в миллиметрах.
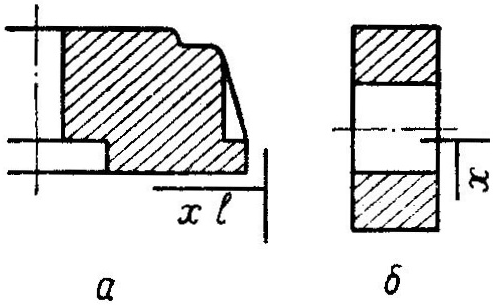
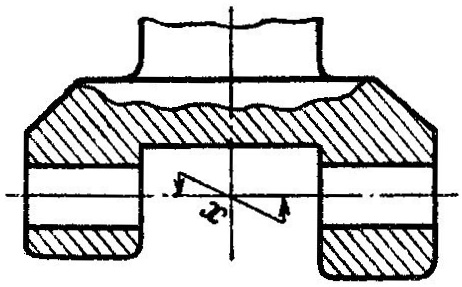
Рис.
129. Обозначение на чертежах
неперпендикулярности
(а)
и
торцового биения (б).
Рис.
130. Обозначение на чертежах несоосности.
Точность формы не в меньшей степени, чем точность размера, определяет пригодность детали для ее использования. Деталь, у которой погрешности формы больше допустимых, при работе со в машине быстро выйдет из строя или повредит сопряженные с ней детали.
Для правильной и надежной работы детали в машине важно не только выдержать допуски на размер и форму, но и выполнить требования к качеству поверхности детали. Качество поверхности детали в машиностроении называют чистотой поверхности, которая определяется ее шероховатостью.
В зависимости от метода обработки поверхности детали при одной и той же точности размеров ее шероховатость (рис. 131), т. е. высота невидимых невооруженным глазом гребешков, может быть различной.
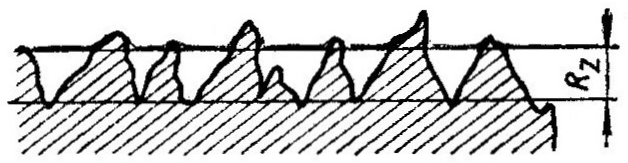
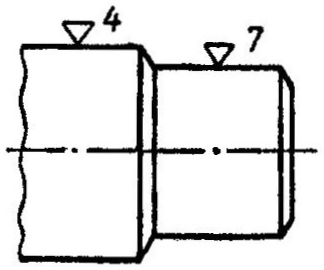
Рис.
131. Шероховатость
обработанной
поверхности.
Рис.
132. Обозначение чистоты
поверхности
на чертежах.
В машиностроении уделяется серьезное внимание достижению необходимой чистоты поверхности. Эта чистота в каждом конкретном случае должна быть различной, в зависимости от типа машины и роли в ней данной детали. Государственным стандартом установлено 14 классов чистоты поверхности. Каждый класс обозначается на чертежах при помощи равностороннего треугольника, рядом с которым ставится цифра — номер этого класса (рис. 132).
Ниже (табл. 4) показана зависимость классов чистоты поверхности и высоты неровностей в микронах (мк) от способов обработки.
Таблица 4
Классы чистоты поверхности
Класс чистоты поверхности |
Высота неровностей, мк (не более) |
Вид обработки |
|
1 |
320 |
Литье |
|
2 |
160 |
Ковка |
|
3 |
80 |
Штамповка |
|
4 |
40 |
Токарная обработка |
|
5 |
20 |
Чистовое точение |
|
6 |
10 |
Шлифование грубое |
|
7 |
63 |
Шлифование чистое |
|
8 |
3,2 |
|
Тонкое шлифование |
9 |
1,6 |
||
10 |
0,8 |
|
Полирование |
11 |
0,4 |
||
12 |
0,2 |
||
13 |
0,1 |
||
14 |
0,05 |
||


Для определения этапов технологического процесса существенное значение имеют назначенные конструктором точность, и чистота обработки детали: чем выше эти характеристики детали, тем сложнее ее обработка,
Обычно технологический процесс состоит из следующих этапов: получение заготовки, ее предварительная обработка и получение полуфабриката, изготовление детали путем окончательной обработки полуфабриката.
Заготовки получают при помощи литья, ковки, штамповки, резания и сварки.
Предварительная и окончательная обработка заготовок осуществляется преимущественно на металлорежущих станках.