

8.8. Нагрівання сталі у ковші при атмосферному тиску
Компенсація теплових втрат, пов'язаних з позапічною обробкою сталі, може бути забезпечена за рахунок перегрівання металу в сталеплавильному агрегаті або спеціальним підігрівом на установці «ківш-піч» (за кордоном процес LF - «Ladle Furnace- - ківш-піч). Вважається, що підігрів металу на установці «ківш-піч» має переваги при необхідності перегріву металу на випуску на 70-75°С і більше.
Застосування установки «ківш-піч» в технологічному ланцюгу виробництва якісних марок сталі дозволяє зменшити теплове навантаження сталеплавильного агрегату і підвищити його продуктивність. При цьому помітно знижується знос вогнетривкої кладки конвертера або електропечі. Як правило, на установці «ківш-піч» не лише здійснюють підігрів, але й проводять доведення рідкої сталі, включаючи обробку шлаком. Одночасно стабілізується температура розливання сталі, підвищується точність попадання в заданий хімічний склад і ступінь засвоєння легуючих.
В процесі «ківш-піч» застосовують електродуговий підігрів металу при атмосферному тиску. Перемішування сталі ведеться продувкою аргоном, який подається через пористу вставку у днищі ковша (рис. 8.58) або через верхню заглибну фурму.
Порівняно із звичайними електродуговими печами потужність установок «піч-ківш» значно менша. Швидкість нагрівання металу - 2-6 град/хв.
У процесі важливим є здійснення реакцій між розплавленим металом і відновним шлаком в атмосфері з низьким кисневим потенціалом. Тому, з метою підтримки відновних умов, графітові електроди занурюють у шар шлаку відносно великої товщини (кількість шлаку складає 2-8% від маси сталі). На установці в процесі обробки передбачається введення феросплавів або кускових шлакоутворюючих матеріалів. Можливе вдування порошкоподібних реагентів. Підчас роботи установки на ківш встановлюється водоохолод-жувальне склепіння (кришка), через яке і проходять графітові електроди.
 На
початку нагрівання у ківш присаджують
феросплави, потім додають шлакоутворюючі,
доводячи товщину шлаку до необхідної
для роботи із закритими дугами. Після
утворення шлакового покриву, графік
нагрівання звичайно передбачає
підвищення електричної потужності
і мінімальну тривалість доведення. Як
уже наголошувалося, на стенді «ківш-піч»,
за рахунок підтримання низького
кисневого потенціалу шлаку, регулювання
його складу і примусового перемішування
рідкої сталі здійснюють глибоку
десульфурацію металу.
На
початку нагрівання у ківш присаджують
феросплави, потім додають шлакоутворюючі,
доводячи товщину шлаку до необхідної
для роботи із закритими дугами. Після
утворення шлакового покриву, графік
нагрівання звичайно передбачає
підвищення електричної потужності
і мінімальну тривалість доведення. Як
уже наголошувалося, на стенді «ківш-піч»,
за рахунок підтримання низького
кисневого потенціалу шлаку, регулювання
його складу і примусового перемішування
рідкої сталі здійснюють глибоку
десульфурацію металу.
Поширення одержують установки «ківш-піч», що працюють на постійному струмі. Електрична схема такої установки виконана на двоелектродному принципі.
Електричний ланцюг замикають робочий електрод (катод) і занурений нижче шлакового пояса витратний електрод (анод).
В якості анода можна використовувати блюм (наприклад, розміром 200x200 мм) або
графітовий електрод. Регулювання положення електродів проводиться автоматично. Глибина занурення в розплав анода 100 мм.
Порівняно з установками «ківш-піч» змінного струму на нових стендах збільшується швидкість нагрівання металу, знижуються витрати електродів, зменшується знос вогнетривів ковша. Значно менший загальний рівень шуму.
Завдяки симетричному, відносно робочого, розташуванню контактних електродів, занурених у шлак, дуга горить вертикально від катода до металевої ванни, що забезпечує рівномірний розподіл тепла порівняно з роботою ковша-пічі на змінному струмі. Крім того, існує можливість більш гнучкого контролю довжини дуги з меншим ризиком навуглецьову-вання металу.
Як правило, використання установки «ківш-піч» характерне в киснево-конвертерних і електросталеплавильних цехах, де вимоги до якості сталі передбачають вакуумну обробку металу. Присадки легуючих матеріалів дозволяють регулювати хімічний склад сталі, а введення їх у відносно великій кількості забезпечується компенсацією теплових втрат на стенді «ківш-піч».
На ряді заводів застосовується нагрівання металу в ковші плазмовими пальниками (плазмотронами). Плазмовий нагрівач з одним чи кількома плазмовими пальниками встановлюється на футерованій кришці. Плазмова дуга запалюється за допомогою графітового електрода. Пальники розташовуються під кутом 60° до поверхні ванни. Потужність дуги легко варіюється в межах 1-5,5 МВт, що забезпечує нагрівання металу зі швидкістю до 3 град/хв. Середній час обробки на такій установці - до 40 хе. Необхідно відзначити, що плазмове нагрівання не чинить істотного впливу на хімічний склад сталі протягом усього періоду обробки.
Як уже наголошувалося, нагрівання сталі можна виконувати хімічним методом - шляхом спалювання алюмінію або кремнію газоподібним киснем, що вдувається через фурму.
8.9. Комплексні технології і критерії вибору ті і:і и іч и пі обробки сталі
Широкомасштабне використання установок для позапічної обробки сталі, подальші розробки нових процесів і технологій створили для виробничників досить складні умови вибору для своїх цілей найбільш придатної схеми вторинної обробки металу.
Разом з тим, очевидні критерії вибору дозволяють у великій мірі визначитись з необхідними технологіями і установками найбільш доцільної вторинної обробки сталі.
Перш за все, це металургійні критерії, пов'язані з температурними можливостями обробки, необхідністю дегазації, модифікації неметалевих включень, легування та ін.
Розглядаючи температурні аспекти технологічної схеми, передусім, визначаються з можливостями додаткового нагрівання сталі поза сталеплавильним агрегатом. Останнє дозволяє компенсувати теплові втрати при позапічній обробці при більш тривалому витримуванні сталі в ковші, крім того, знизити температуру металу на випуску із конвертерного агрегату.
Дегазація, як і зневуглецьовування металу з метою отримання сталі з особливо низьким вмістом вуглецю, передбачають, передусім, застосування вакуумної обробки. При цьому вибір установки вакуумування може бути пов'язаний не лише з металургійними параметрами.
Для десульфурації металу слід, безперечно, мати на увазі виконання наступних умов: низький кисневий потенціал в металі і шлаку, основна футеровка, адекватна температура, забезпечення інтенсивного перемішування ванни.
Легування металу в процесах позапічної обробки дозволяє одержати точне попадання в заданий інтервал вмісту легуючого компонента в поєднанні з підвищенням ступеня засвоєння легуючої добавки.
В табл. 8.5 наведено засвоєння легуючих матеріалів при різних способах позапічноТ обробки. С -урах-уванням наведених, даних, слід чекати підвищення виходу рідкої сталі при легуванні металу порошковим проводом при використанні установок «ківш-піч» і вакуумних. Наступним кроком можна розглядати розподіл технологій і установок вторинної металургії на ковшеві і конвертерного типу, а подальшим - на процеси при атмосферному або при зниженому тиску (під вакуумом).
Таблиця 8.5
Засвоєння легуючих матеріалів при різних способах позапічної обробки, %
|
Засвоєння у ковші |
Ківш-піч |
Циркуляційне вакуумування |
Інша вакуумна леї а за ці я |
Порошковий провід |
С |
60-80 |
75 |
97 |
85 |
100 |
Мп |
80-85 |
92 |
100 |
95-98 |
100 |
Si |
75-95 |
90 |
95 |
95 |
100 |
Cr |
90-95 |
90-95 |
100 |
95-98 |
100 |
Ті |
60 |
60 |
75 |
65 |
90 |
В |
70 |
70 |
90 |
90 |
80 |
Nb |
75 |
75 |
95 |
95 |
|
AI |
|
|
|
|
90-100 |
Ковшова обробка передбачає наявність необхідного вільного простору ковша. Таблиця 8.6 ілюструє мінімальний вільний простір, необхідний для різних процесів позапічної обробки у ковші.
Якщо необхідний вільний простір не забезпечується, ніяка ковшева обробка не проводиться, а як альтернативу розглядають більш дорогі конвертерні процеси або, наприклад, циркуляційне вакуумування сталі.
Збільшення вільного борту ковша можна досягати скороченням маси плавки, нарощуванням висоти ковша. Безумовно, виходом з положення є установка нових ковшів більшої ємності зі зміненою конструкцією.
Таблиця 8.6
Мінімальний вільний борт ковша при різних способах позапічної обробки
Процеси |
Мінімальний вільний борт (мм) |
Циркуляційне вакуумування |
50 |
Ківш-піч |
300 |
Вакуумна дегазація |
500 |
УАО |
500 |
УСЮ |
1000 |
Підігрів дугою з перемішуванням |
300-500 |
У всіх випадках позапічної обробки необхідно передбачати перемішування металу. Частіше останнє забезпечується продувкою інертним газом через пористу вставку або верхню заглибну продувну фурму, рідше - електромагнітним перемішуванням.
При вирішенні практичних задач, у кожному конкретному випадку вибір способу позапічної обробки визначається вимогами до якості і властивостей сталі, особливостями технологічного устаткування, умовами розливання.
При цьому складні задачі вторинної обробки можуть вирішуватись у двох напрямах:
- на основі модульної системи, при якій окремі операції здійснюються на різному устаткуванні в процесі послідовного транспортування до них ковша з оброблюваним металом;
- на основі універсальної системи, що поєднує кілька видів позапічної обробки в нерухомому ковші; при цьому пристрої позапічної обробки можуть поперемінно транспортуватися до ковша з оброблюваним металом або об'єднуватись в один агрегат, що дозволить одночасно здійснювати кілька видів обробки.
Основна перевага першої системи полягає в тому, що можуть використовуватись не всі модулі, які входять у систему, а лише ті, які необхідні для досягнення потрібного результату.
Перевагою універсальної системи є можливість значного скорочення загальної тривалості позапічної обробки. С цією ж метою і при модульній системі широко використовують поєднання операцій, необхідних для вирішення конкретних практичних задач.
Досить повний комплекс засобів позапічного рафінування використовується в киснево-конвертерному цеху № 2 заводу фірми «Ніппон кокан» у Фукуямі в універсальному процесі NK-AP(Nippon Kokan Arc Process - процес із дуговим нагріванням фірми «Ніппон кокан»).
Основою комплексу є багатофункціональна установка «ківш-піч», що дозволяє гнучко використовувати різноманітні прийоми, в залежності від вимог до сталі, що виплавляється.
Варіант рафінування, впроваджений у конвертерному цеху, передбачає обробку плавок масою 120-265 т у ковші внутрішнім діаметром 3940 мм з нагріванням електричною дугою. Ківш накривають водоохолоджуваною кришкою, через яку пропущено три електроди діаметром 367 мм. Потужність трансформатора - 40 MB.А, напруга на вторинній обмотці 335-535 В. Температура металу усереднюється в обсязі ковша шляхом перемішування газом, що вдувається зверху (інтенсивність - 0,4-0,8 м3/хв.). Для введення легуючих і флюсів є дев'ять (шість і три відповідно) бункерів із системами дозаторів і жолобів. Феросплави вводять в нейтральній атмосфері, для чого через водоохолоджувану кришку у ківш подають аргон.
 Через
склепіння проходять дві занурювані
фурми - вертикальна для перемішування
металу аргоном або азотом в процесі
нагрівання і похила - для вдування
десульфуратора (силікокальцію) у струмені
аргону. Шлак можна повністю або частково
скачувати і відновлювати для підвищення
ступеня засвоєння легуючих і отримання
ультранизького вмісту фосфору. Шлак
видаляється вакуумним відсмоктуючим
пристроєм. Керування нагріванням
автоматизоване і здійснюється залежно
від температури металу і добавок
легуючих.
Через
склепіння проходять дві занурювані
фурми - вертикальна для перемішування
металу аргоном або азотом в процесі
нагрівання і похила - для вдування
десульфуратора (силікокальцію) у струмені
аргону. Шлак можна повністю або частково
скачувати і відновлювати для підвищення
ступеня засвоєння легуючих і отримання
ультранизького вмісту фосфору. Шлак
видаляється вакуумним відсмоктуючим
пристроєм. Керування нагріванням
автоматизоване і здійснюється залежно
від температури металу і добавок
легуючих.
Схема установки наведена на рис. 8.59.
Послідовність і набір операцій можуть змінюватися в широких межах залежно від вимог, що пред'являються до сталі, яка виплавляється (табл. 8.7).
Тривалість обробки залежить від застосовуваних операцій: тривалість підігріву і легування -менше ЗО хв., десульфурації - менше 50 хв., дефосфорації - 15 хв.
Типові приклади виробництва сталі з ультра-низьким смістом сірки методами NK-AP і звичайним з десульфурацією наведені на рис 8.60. Сталь, що піддається NK-AP-обробці, випускають з конвертера з температурою, на 78°С нижчою, ніж звичайна, в процесі випуску у ківш присаджують випалене вапно (2-5 кг/т) і синтетичний шлак. Після видалення
Таблиця 8.7
Варіанти рафінування сталі
Характеристика сталі |
Варіант обробки |
Послідовність операцій позапічної обробки від випуску з конвертера до розливання на МБЛЗ |
Тривалість обробки, хв. |
3 низьким вмістом водню |
1 |
Нагрівання, вакуумування |
15-30 |
3 дуже низьким вмістом сірки (для трубопроводів, по яких транспортується газ з високим вмістом Н2) |
2 |
Вакуумування, нагрівання і десульфурація |
Не більше 50 |
Низьковуглецева розкислена алюмінієм з вузькими межами хімічного складу |
3 |
Скачування шлаку, нагрівання і легування |
Не більше 30 |
3 дуже низьким вмістом сірки і фосфору, яка задовольняє особливим вимогам по ударній в'язкості при негативній температурі |
4 |
Дефосфорація до 0.002 -0,003% і нагрівання, вакуумування, повторне нагрівання, десульфурація до 0,001% |
60 - 70% |
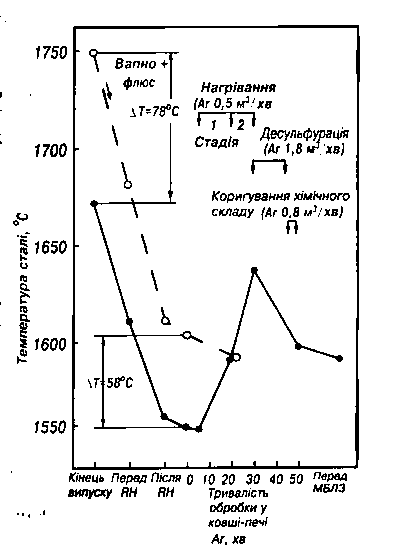
Рис. 8.60. Технологічна схема процесу NK-АР і зміна температури сталі (пунктирна лінія - без нагрівання у ковші; суцільна лінія - з нагріванням)
водню і розкислення на циркуляційному вакууматорі сталь передають на установку ковшового підігріву. Обробка включає нагрівання, десульфурацію і точне легування. Нагрівання здійсню-сть заглибленою у шлак дугою при вторинній напрузі 385-435 В і струмі 40-50 кА. При нагріванні для перемішування металу додають аргон у кількості 0,4-0,6 м3/хв. Під час десульфурації -тенсивно перемішують шлак і метал шляхом вдування 1,8-2 м3/хв. аргону через спеціальну Т-подібну фурму, відмінну від фурми, яка подає газ при нагріванні. Інтенсивне вдування аргону продовжується 15 хв.
В процесі легування кількість аргону, що вдувається, зменшують до 0,8 м3/хв.; феросплави вводять на вільну від шлаку поверхню металу. Після введення феросплавів для запобігання насичення сталі азотом і підвищення засвоєння легуючих через водоохолоджувачу фурму вдувають аргон в кількості 1 м3/хв.
При використанні ЫК-АР-обробки температура металу, що випускається з конвертера, може бути на 70-80°С нижча, ніж при обробці на циркуляційному вакууматорі з подальшою десульфурацією. Швидкість нагрівання в ковшевій печі - в межах 3,5-4,5°С/хв, що забезпечує досягнення необхідних температур металу за порівняно короткий час.