

8.2. Задачі позапічної обробки сталі в конвертерних цехах
Постійно зростаючі вимоги до якості сталі, а також до зниження енергетичних і сировинних витрат на її виробництво привели до розробки ряду нових прогресивних технологій, які включають обробку металу в ковші або спеціальних агрегатах позапічної обробки. Сьогодні розроблені і застосовуються в конвертерних цехах різноманітні способи вторинної обробки рідкого металу, наприклад, продувка у ковші нейтральним газом, обробка при зниженому тиску (вакуумування), нагрівання сталі в ковші, десульфурація порошками, шлаками та ін. Операції розкислювання і легування металу також найчастіше здійснюють у ковші при випуску металу з конвертера або на установках позапічної обробки.
Додаткова обробка металу в ковші може істотно поліпшити техніко-економічні показники конвертерної плавки і, головне, - забезпечити одержання сталі високої якості з низьким вмістом сірки, фосфору, кисню і неметалевих включень, водню, азоту.
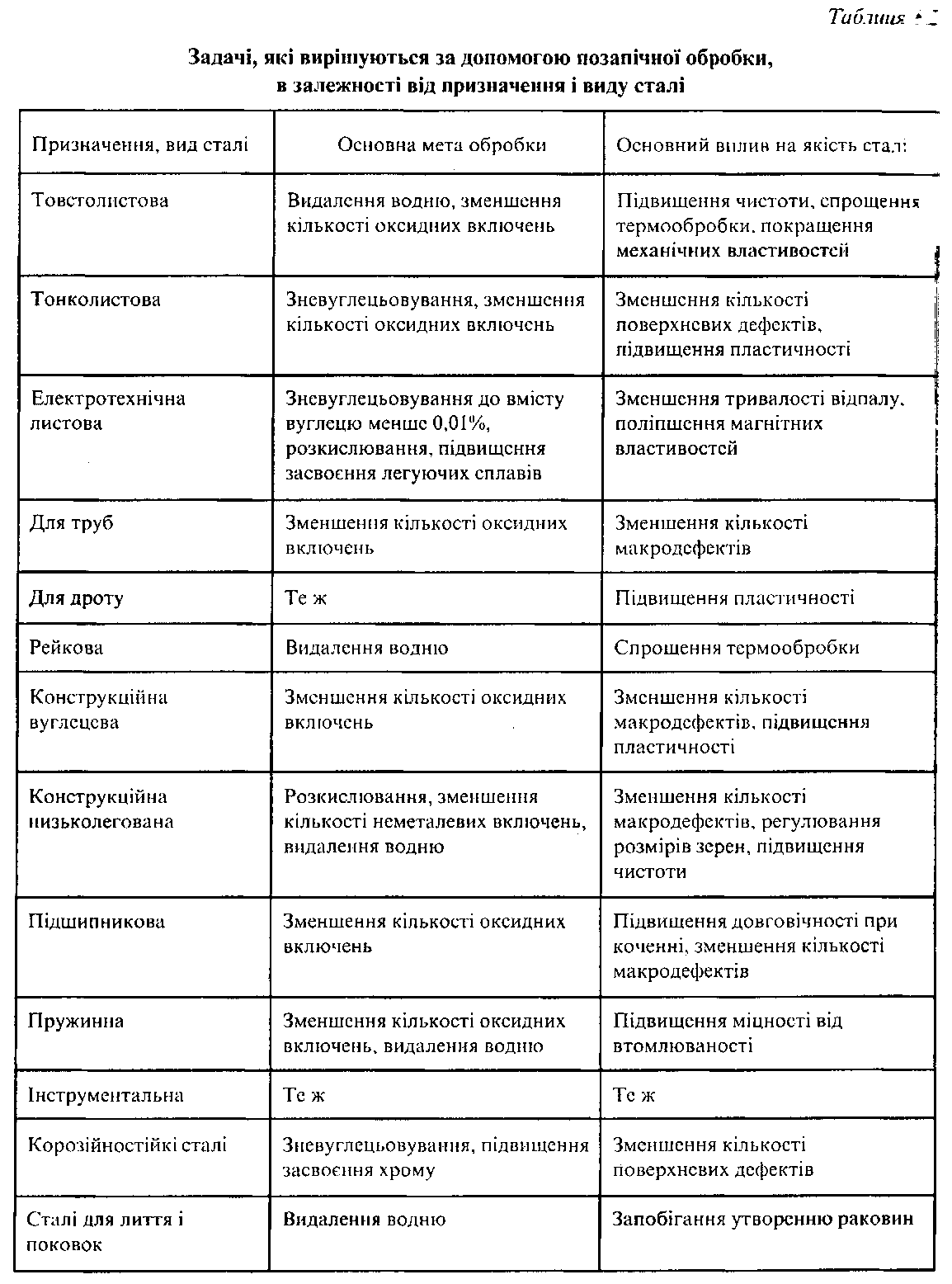
В таблиці 8.2 наведені задачі, які можуть виконуватись за допомогою позапічної обробки, в залежності від призначення і виду сталі.
При позапічній обробці сталерозливний ківш як ємкість, призначена для прийому і транспортування металу, стає активним учасником технологічних процесів.
При виготовленні футеровки сталерозливних ковшів, призначених для експлуатації в умовах позапічної обробки сталі, використовують вогнетривкі матеріали нейтрального (на основі Аl203) і основного (СаО, МgО) складів. Цегляна і монолітна футеровки забезпечують високу стійкість сталерозливних ковшів.
У сталерозливних ковшах з основною футеровкою значно ефективніше проходить десульфурація і дефосфорація сталі. Так, якщо в ковшах з алюмосилікатною (до 45% Аl203) футеровкою ступінь десульфурації при обробці складає 65-80%, то в ковшах з вапнянопе-риклазовою футеровкою ця величина досягає 90% і вище.
Застосування основних і високоглиноземистих футеровок висуває особливі вимоги до теплоізоляції і теплового режиму сушки, розігрівання і експлуатації футеровки.
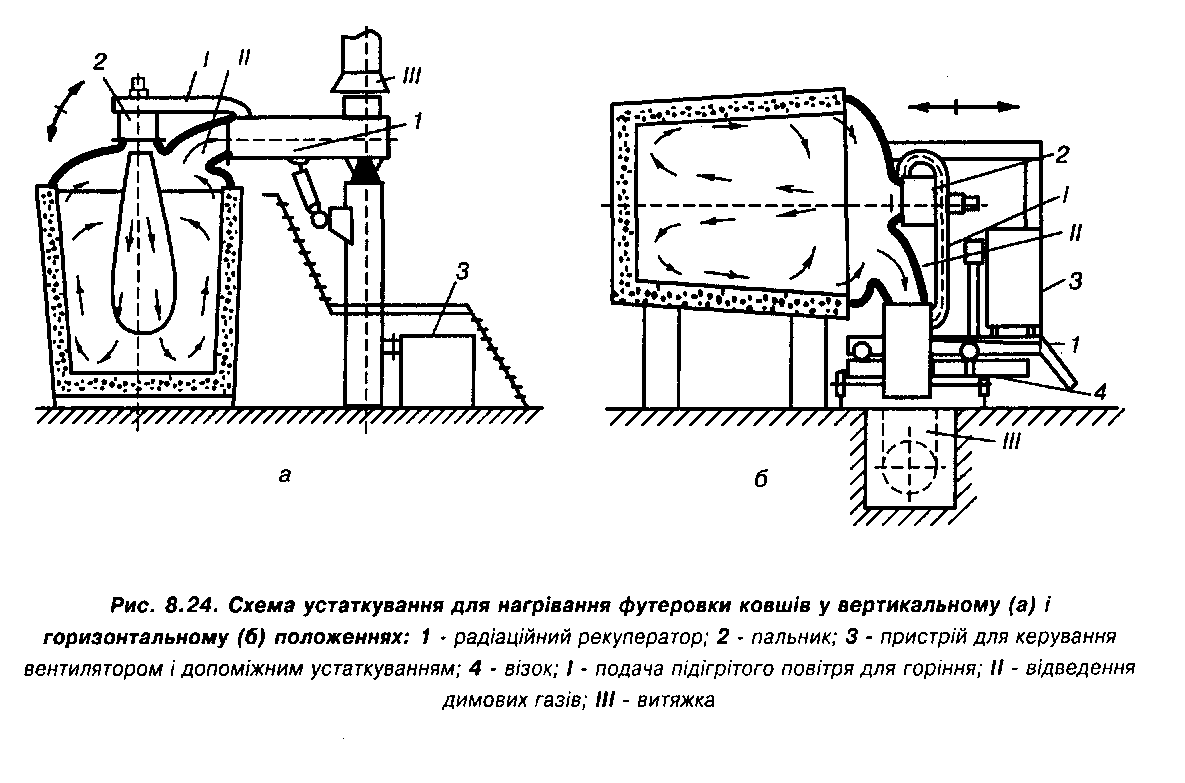
Для зменшення охолодження металу поліпшують теплоізоляцію футеровки (за допомогою додаткового шару теплоізоляції), використовують спеціальні кришки, що встановлюються на ківш. У періоди між плавками футеровку ковша підігрівають на спеціальних стендах (рис. 8.24). Перед заливкою металу доцільно нагрівати футеровку до 800-1200°С.
Високоякісні вогнетриви, проміжні ремонти торкретуванням, оптимальні режими теплової роботи футеровки ковшів можуть забезпечити зниження споживання ковшової цегли до 4 кг/т сталі і нижче.
Для ефективної позапічної обробки, підвищення стійкості сталерозливних ковшів необхідно запобігати попаданню пічного шлаку у ківш.
8.3. Відсікання і виявлення шлаку при випуску металу з конвертера
Попадання пічного (конвертерного) шлаку у ківш приводить до підвищеного угару елементів розкислювачів і легуючих, забруднення сталі неметалевими включеннями, можливого переходу фосфору зі шлаку в метал, знижує ефективність процесів десульфурації при обробці, зменшує стійкість футеровки ковша.
При нахилі конвертера для випуску металу шлак може попадати у сталерозливний ківш на початку випуску. Щоб уникнути цього, сталевипускний отвір закривають зовні пробкою. При повороті конвертера для випуску металу пробка перешкоджає витіканню шлаку, а при контакті з рідким металом вона випадає або пропалюється, і сталь надходить у ківш без шлаку.
Для відділення металу від шлаку на початку і в кінці випуску застосовують здатність шлаку згущуватись за рахунок присадок, які сприяють його згортанню і затвердінню, наприклад, коксу або графіту. В результаті знижується вміст заліза у шлаку, він згущується і в меншій кількості потрапляє у ківш.
Надійним технологічним прийомом відсікання шлаку є неповний випуск металу з конвертера. Зрозуміло, що в цьому випадку дещо знижується продуктивність сталеплавильного агрегату.
На рис. 8.25. наведені інші способи відсікання шлаку. Один із них передбачає випуск сталі через проміжний ківш (рис. 8.25, а). Широко використовують вогнетривкі плаваючі кулі і стопори (рис. 8.25, б і 8.25, в). їх розміри і масу добирають так, щоб вони занурювались у шлак, плаваючи над металом. Такі поплавки забезпечують автоматичне перекриття випускного отвору відразу після закінчення випуску металу і суттєво скорочують кількість шлаку, що надходить у сталерозливний ківш зі сталлю.
Один із пристроїв для відділення шлаку від металу при випуску з конвертера являє собою футерований канал типу сильфона, через який стікає зливаний метал (рис. 8.25, г).
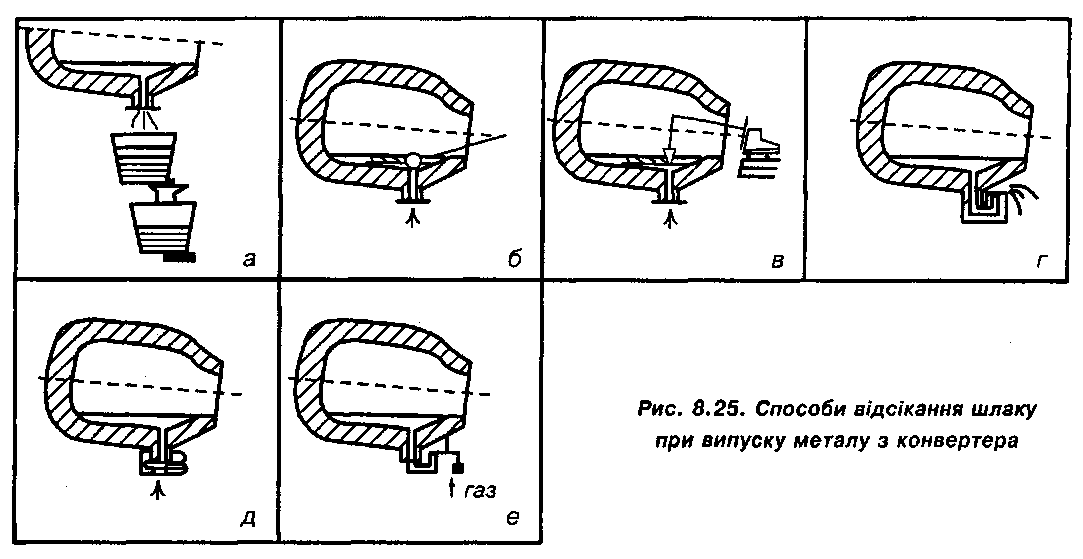
Форма і конструкція його такі, що статичний тиск порції металу, яка знаходиться в ньому після випуску, підтримується у рівновазі із статичним тиском шлаку, що рухається слідом за рідким металом.
Для запобігання попадання шлаку при зливанні металу сталі можуть використовувати і шиберні затвори (рис. 8.25, д). Розповсюдження одержав пневматичний стопор (рис. 8.25, е). При появі шлаку поворот замикаючого пристрою забезпечує перекриття сталевипускного отвору як механічно, так і газом, що подається у сталевипускний отвір. Застосовуваний пристрій надійний в роботі і знаходить широке використання.
Вирішуючи задачу відсікання шлаку при випуску, необхідно об'єктивно і швидко визначати момент появи шлаку. Порівняно з візуальними спостереженнями за випуском більш точні і надійні результати дають спеціальні пристрої, що дозволяють виявляти шлак у витікаючому струмені металу.
Надійним і освоєним у практиці є електромагнітний індикатор шлаку. В конвертері два індуктори розташовують у футеровці сталевипускного отвору з обох боків контрольованого потоку.
При пропусканні струму певної частоти через один з індукторів в другому наводиться ЕРС індукції. Величина останньої залежить від магнітної проникності середовища. Тому поява шлаку в струмені металу приводить до зміни ЕРС індукції, що фіксується приладом контролю і є сигналом для відсікання шлаку (рис. 8.26 і 8.27).
Ефективні результати дає поєднання роботи електромагнітного індикатора шлаку і пневматичного його відсікання. В цьому випадку кількість шлаку, що потрапляє у ківш, не перевищує 0,4%, при звичайній практиці - 0,5-1,5%.