

8.1.4. Задачі і принципи десиліконізації чавуну
Операція попереднього знекремнювання чавуну (десиліконізація) дозволяє вирішувати наступні задачі: ефективно використовувати реагенти, що вводяться для дефосфорації і десульфурації; організовувати ведення плавки в конвертері з мінімальною кількістю шлаку.
Технологія отримання, а потім використання знекремненого чавуну одержала назву малошлакового або безшлакового процесу. Він дозволяє скоротити: кількість шлаку в конвертері до 2-4% від маси металу (замість звичайних 10-15%); витрати вапна, плавикового шпату, феросплавів; знос футеровки; втрати заліза зі шлаком у вигляді заплесків металу і в складі оксидів заліза; підвищує вихід придатної сталі і продуктивність агрегатів.
Впровадження малошлакової і безшлакової технологій відкрило можливість здійснення прямого легування сталі шляхом додавання в конвертер марганцевої руди. При малих витратах флюсів ступінь добування марганцю з оксидів і відновлення в металі зростає більш ніж удвічі.
Проте використання знекремненого чавуну має істотний недолік. Незважаючи на деяке підвищення температури чавуну в процесі знекремнювання і зменшення втрат тепла на нагрівання шлаку, надлишок тепла, використовуваний в конвертері для переробки скрапу, зменшується. Разом з тим, якщо є інші споживачі скрапу (електропечі), ситуація розглядається в комплексі. При цьому слід враховувати можливість одержання в конвертерних цехах сталі, чистої не лише від сірки і фосфору, але й від домішок кольорових металів через більший вміст у вихідних матеріалах «першородної шихти», якою є чавун.
Вище відзначено, що обробка чавуну головними рафінуючими матеріалами (вапном, содою) стає ефективною лише після видалення кремнію.
Для видалення кремнію звичайно використовують обробку чавуну оксидами заліза: залізною рудою, агломератом, окалиною.
При десиліконізації чавуну проблема полягає в тому, щоб окислити кремній, не окислюючи вуглець, інакше ківш перетвориться, по суті, на сталеплавильний агрегат. Наслідками зневуглецьовування стануть підвищення температури розплаву (при цьому видалення кремнію сповільниться), бурхливе виділення оксиду вуглецю і пилу, виплескування металу за межі агрегату.
Термодинамічні умови окислення кремнію і вуглецю наступні:

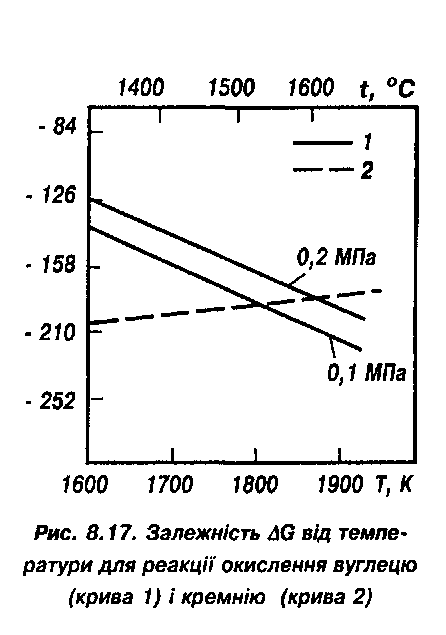
Оскільки G = GO +4,575 ТІ°Кр, то для реакції (8.25) Кр=1 і GSi = GSi , тобто зміна тиску значення не має.
![]()
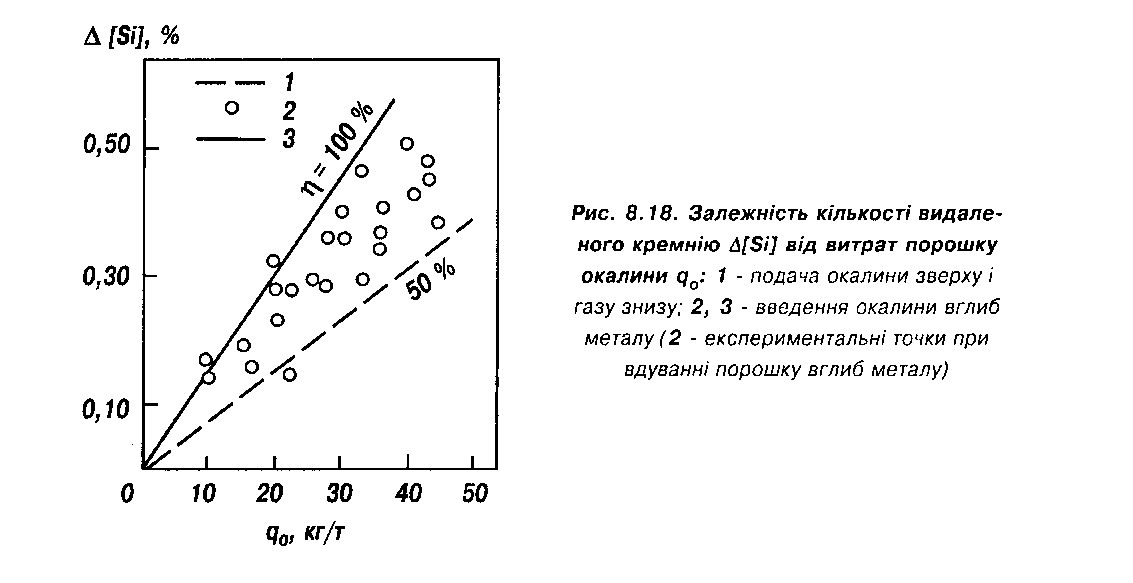
Відповідні розрахунки представлені на рис. 8.17. При заміні звичайної технології обробки порошком, наприклад, окалини подачею її зверху технологією вдування окалини в глибину металу під тиском змінюється співвідношення швидкостей окислення кремнію і вуглецю. В другому випадку зростає також ефективність використання порошку для десиліконізації. На рис. 8.18 показано, що якщо раніше, при використанні звичайного способу - подачі окалини зверху і продувки газом у ковші знизу ступінь використання реагенту був близький до
8.1.5. Основи поєднання процесів десульфурації і дефосфорації чавуну в одному агрегаті
Як відомо, для проведення операцій дефосфорації і десульфурації необхідні різні умови. Для успішної дефосфорації бажано мати високий окислювальний потенціал і невисоку
 невисокий
окислювальний потенціал і підвищену
температуру. Ця є основною причиною,
яка ускладнює проведення обробки
чавуну з метою дефосфорації і
десульфурації одночасно.
невисокий
окислювальний потенціал і підвищену
температуру. Ця є основною причиною,
яка ускладнює проведення обробки
чавуну з метою дефосфорації і
десульфурації одночасно.
При використанні в якості флюсу Na2С03 необхідно мати на увазі, що активність і сірки і фосфору при 1400°С може бути нижче, ніж 0,001 в широкому діапазоні значень Р02 (рис. 8.19): від 0,1 до 0,0001. Таким чином, в цьому випадку процеси десульфурації і дефосфорації не залежать від Р02 і, отже, можуть мати місце обидві реакції в межах можливих коливань значень а[O] В'язкість Na2С03 при температурах обробки рідкого чавуну досить мала, тому інтенсивність масопереносу сірки і фосфору у шлаку не лімітує масоперенос сірки і фосфору з чавуну у шлак. При обробці чавуну содою практично завжди видаляються і фосфор, і сірка.
Перспективною є організація процесу, що враховує різні умови видалення сірки і фосфору, з використанням звичайних дешевих флюсів на основі СаО. Із рис. 8.19 витікає, що значенням від < 0,01 до 0,0001 у рівновазі з СаО відповідають значення в рідкому чавуні а[Р] < 0,001 і а[5] < 0,001. Проте процес бажано організовувати так, щоб об'єми металу з переважним
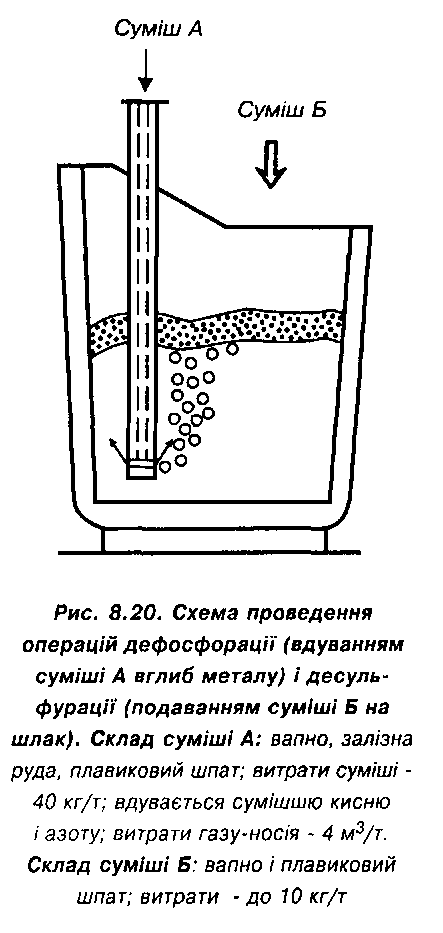
Один із варіантів такої технології реалізований на практиці (рис. 8.20). Суміш «А», що складається з вапна, руди і плавикового шпату із співвідношенням їх 30:60:10, з витратою 40 кг/т вдувається вглиб металу сумішшю кисню і азоту. Витрати газу-носія - 4 м3/т. Суміш «Б», що складається з вапна і шпату із співвідношенням 75:25, подається для десульфурації чавуну на шлак з витратами доЮ кг/т. У початковий період вдування окислювальної суміші утворюється шлак, що складається з (СаО), (СаF2), (Р205) і (Sі02). Поки в чавуні залишається кремній, концентрація Sі02 у шлаку не знижується менше, ніж на 40%; основність, відповідно, невелика (СаО)/(Sі02)<1,5. Після завершення окислення кремнію основність зростає і при (СаО)/ (Sі02)=4 вміст (Р205) у шлаку починає наближатися до складу 3(СаО).Р205. Подальше зниження рівня (Fе) у шлаку забезпечується зміною складу порошку, що вдувається, і відношення 02/N2 в газі-носієві. При (Fе) в поверхневому шлаку не більше 3% і (СаО)/(Sі02) > З відношення (S)/[S] ~ 50, що свідчить про досить добрі умови для видалення сірки.
На рис. 8.21 показано типову зміну складу чавуну в 100-тонному ковші при використанні даної технології.
Близькі до завершення і використання у промисловості інші варіанти подібної технології (рис. 8.22). Основна їх відмінність від попереднього варіанту - обробка чавуну у ковші-конвертері з додатковим обдуванням поверхні кисневим струменем у періоди його десиліконізації (1-й) і дефосфорації (2-й). В період десульфурації (3-й) кисне-
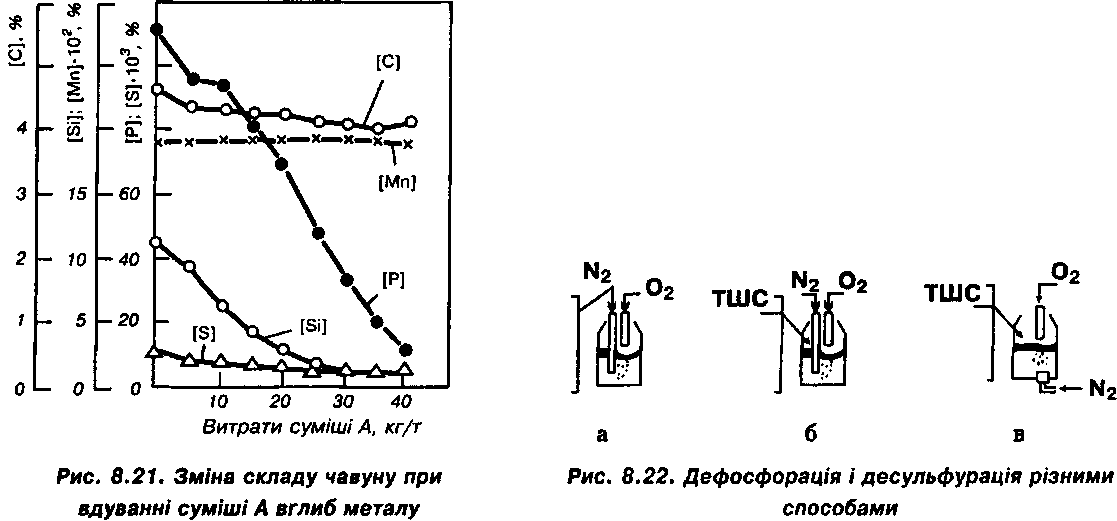
ву фурму з агрегату виводять. Тверді шлакоутворюючі суміші (ТШС) використовують змінного складу: в 1 -й і 2-й періоди - з СаО, окалини, плавикового шпату і соди Nа2С03, а в 3-му - ті ж самі, але без окалини.
ТШС в схемі «а» вдувають струменем азоту, а в схемах «б» і «в» вводять насипом на шлак. Найбільш ефективна схема «а»: коефіцієнти (Р205)/[Р] і (3)/[5] складають відповідно (700-900) і (З0-50).
У всіх варіантах перед подачею чавуну до сталеплавильного агрегату шлак, що утворився, ретельно скачують.
8.1.6. Сумісне проведення операцій видалення із чавуну кремнію,
фосфору і сірки
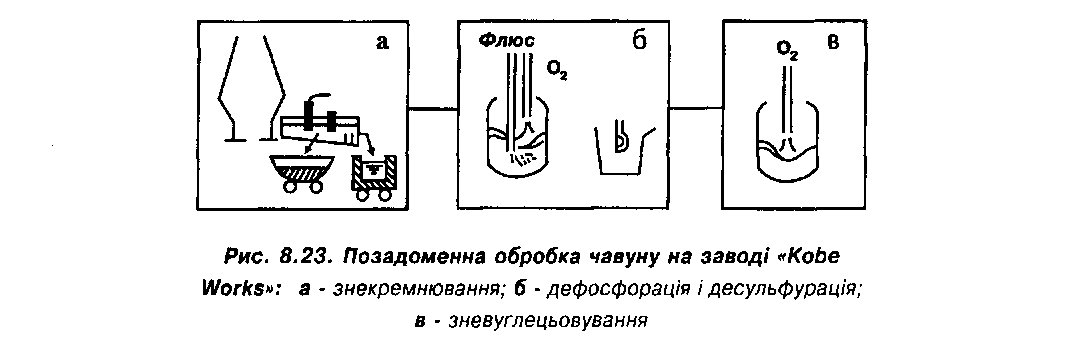
Поширене на заводах Японії устаткування, за допомогою якого послідовно видаляють із чавуну Sі, Р,S, представлено на рис. 8.23. Подібне обладнання використовують при масовому виробництві якісної сталі. Знекремнювання проводять на жолобі доменної печі (позиція «а») шляхом вдування в метал киснем флюсу, який складається з вапна і залізної руди, потім чавун заливають у ківш-конвертер (позиція «б»), обладнаний двома фурмами: зануреною в чавун для вдування порошкових флюсів і кисневою для подачі кисню зверху. Порошковий флюс: для дефосфорації - 43% СаО, 43% прокатної окалини, 14% СаF2; для десульфурації - сода. Дефосфорація і десульфурація чавуну йдуть з високими швидкостями при зниженні вмісту кремнію менше 0,15%. Газ-носій для вдування флюсів - азот, інтенсивність їх вдування - 5кг/(хв.т). Тривалість циклу обробки в ковші-конвертері від випуску до випуску - ЗО хв. Занурювана фурма виготовлена з високоглиноземистих вогнетривів. Ківш-конвертер викладений з периклазовуглецевих вогнетривів (система МgО-С). Чавуно-возні ковші міксерного типу «Торпедо» футерують алюмосилікатними вуглецевмісними виробами, застосовуючи в зоні шлакового пояса і біля зливного отвору високоглиноземисті вогнетриви і маси.
Після ковша-конвертера шлак скачують, а чавун переливають і обробляють в кисневому конвертері. Остаточне доведення сталі після конвертера проводять у печі-ковші шляхом вдування реагентів-десульфураторів і вакуумування. Така технологія дозволяє одержувати сталь, що містить ([Р]+[S])<0,005%.
Узагальнюючи інші використовувані у світі комплекси для рафінування чавуну від Sі, Р, S, відзначимо наступне. Десиліконізацію здійснюють на ливарному дворі доменного цеху або в спеціальній камері, встановленій на жолобі доменної печі, або безпосередньо на жолобі. В ряді випадків використовують жолоб, що хитається, для поліпшення перемішування реагентів з чавуном. Для десиліконізації вводять у струмінь чавуну чи вдувають азотом окалину (залізну руду) з вапном, або суміш пилу агломераційного виробництва з вапном. Витрати матеріалів складають з розрахунку 30-45 кг кисню на 1 т чавуну. При цьому вміст
кремнію знижується з 0,6 до 0,05-0,15% при основності шлаку 1,5-2,0. В рідких випадках знекремнювання проводять в «Торпеді», вводячи окалину струменем газу в кількості до ЗО кг/т. У всіх випадках після знекремнювання шлак видаляють з поверхні чавуну механічно або за допомогою вакуумної системи.
Дефосфорацію чавуну в цих комплексах здійснюють в «Торпеді» окремо, або разом з десульфурацією. В першому випадку чавун обробляють вдуванням вапняно-залізистих шлакових сумішей, у другому - матеріалів, що містять вапно з добавками соди (або карбіду кальцію) через нахилену фурму. Витрати матеріалів і склади сумішей відповідають положенням, представленим у розділах 8.1.2, 8.1.3. Чавун після обробки в «Торпеді» може містити 0,01-0,03% Р, 0,003-0,02% S.
При використанні соди комплекси включають також устаткування для вилучення соди з обробленого шлаку як з метою економії, так і для виключення небезпеки забруднення середовища шкідливими виділеннями.