

7.11. Аргонокисневе рафінування
Ця технологія була спочатку розроблена для виробництва корозійностійких (неіржаві-ючих) сталей з метою отримання в них якомога нижчої концентрації вуглецю, підвищення їх службових властивостей. Пізніше вона почала використовуватись для виплавки й інших мазок сталі, для яких також бажане отримання особливо низького вмісту вуглецю, наприклад, електротехнічних, або сталей з досить глибоким витягуванням. За кордоном вона отримала -<азву АОО-процес.
У вітчизняній практиці був розроблений процес газокисневого рафінування (ГКР-про-_ес), який дозволяє економити аргон, що є дорогим газом.
Для процесу використовуються конвертери садкою 5-130 т. Більшість їх сконструйовано лля подачі аргонокисневого дуття збоку з установкою фурм якнайглибше рівня ванни для максимізації перемішуючого ефекту дуття. Щоб уникнути надмірного зносу днища при утво-
ренні зони взаємодії дуттєвих струменів з металом, вважають достатнім, якщо відстань від фурми до днища складає 150-300 мм.
Фурми являють собою концентричні труби, по внутрішній з яких подається кисень з аргоном або азотом, а по зазору між нею і зовнішньою - аргон або азот як захисне середовище, що запобігає надто швидкому зносу футеровки. Незважаючи на це, футеровка в ділянці фурм зношується зі швидкістю близько 6 мм/плавку, а вище фурм - 9 мм/плавку із-за спливаючих газових бульб. Це значно вище, ніж швидкість зносу футеровки конвертера поза зоною продувки, і вимагає проміжних у процесі кампанії ремонтів конвертера в зоні продувки для зменшення питомих витрат вогнетривів (магнезитової цегли) до 8-12 кг/т сталі.
Головним технологічним прийомом процесу є зміна співвідношення витрат кисню і аргону від 5 на початку продувки до 0 в кінці її, тобто в міру зниження вмісту вуглецю в металі.
Як показано вище, в конвертерних процесах вуглець окислюється, головним чином, в зоні взаємодії окислювального дуття з металом. Підведення в цю зону вуглецю забезпечується завдяки перемішуванню ванни, провідну роль в якому грає виділення газоподібних продуктів окислення вуглецю. Таким чином, окислення вуглецю є автокаталітичним (само-прискорювальним)процесом.
У міру зниження в процесі продувки вмісту вуглецю інтенсивність його підведення в зону взаємодії зменшується і невикористаний на окислення вуглецю кисень окислює залізо. Це викликає втрати виходу придатної рідкої сталі, а при виробництві корозійностійкої сталі - значний вигар дорогого хрому.
В цих умовах зменшення кисневої складової дуття і збільшення інертної (Аr, N2) дозволяє, з одного боку, зменшити швидкість окислення заліза, а з іншого - підтримати інтенсивність перемішування конвертерної ванни і забезпечити доставку в зону дуття вуглецю з достатньою інтенсивністю.
З цією ж метою зменшують діаметр внутрішньої труби (звичайно менше 9 мм), що при обмеженій кількості фурм знижує питому інтенсивність продувки до менш ніж 1 м3 02 /т.хв. і збільшує тривалість продувки до 40-90 хв,
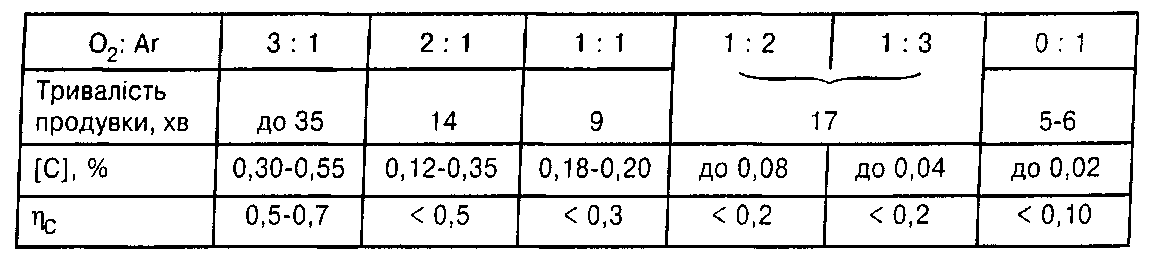
На різних заводах регулювання співвідношення 02:Аr у дутті здійснюють в процесі продувки за різними схемами. Уявлення про одержувані при цьому результати можуть дати наступні узагальнюючі дані:
Значно менше число конвертерів працює за КЛУ-процесом у Швеції і Франції, в якому кисень і аргон подається через фурми, встановлені у днищі. Є відомості, що донна продувка викликає значні викиди з конвертера, що збільшує втрати металу.
При аргонокисневому рафінуванні в цеху, де знаходиться конвертер, є електропіч для розплавлення початкової шихти, у тому числі високолегованого металобрухту для виробництва корозійностійкої сталі. При переплавці брухту шихту навуглецьовують і з електропечі випускають напівпродукт, який містить 1-3% С, 15-16 Сr і близько 10% Nі з температурою до 1700°С.
Напівпродукт заливають у конвертер і продувають метал аргонокисневою сумішшю зі ступеневим співвідношенням, що безперервно змінюється.
Для формування шлаку в конвертер присаджують вапно і доломіт. З останнім у шлак вводиться оксид магнію, що насичує шлак по цьому компоненту і знижує знос футеровки. Основність кінцевого шлаку 1,5-2,0.
Температуру в процесі продувки підтримують на рівні 1680-1700°С, що запобігає надмірному окисленню хрому завдяки тому, що реакція його окислення екзотермічна.
![]()
3[С]+(Сг203) = 2[Сг]+3{СО} (7.28)
і підвищення температури зрушує її вправо.
В процесі продувки в конвертер можуть присаджувати оксид нікелю, нікелевий агломерат, хромову руду, феронікель, феромарганець і ферохром, які охолоджують ванну і не дозволяють розвиватися надмірно високим температурі і зносу футеровки. При необхідності підігріву ванни, присаджується феросиліцій.
На заключному етапі продувки знижують співвідношення кисню й аргону в дутті до 1:8 і 0:1, тобто переходять на продувку чистим аргоном. Це сприяє розкислюванню шлаку, зниженню вмісту оксиду хрому у шлаку до 1 % і збільшенню засвоєння всього використаного на плавку хрому до 98%.
Аргонокисневим процесом виплавляється до 80% світового виробництва корозійностійкої сталі.
8. ВИРОБНИЦТВО ЯКІСНИХ, ЛЕГОВАНИХ І СПЕЦІАЛЬНИХ СТАЛЕЙ