

5.5. Фосфористий чавун
Технологія плавки у 65-тонному конвертері LWS при переділі фосфористого чавуну (3,75% С; 0,35% Мn; 0,36% Si; 1,75% Р; 0,028% S) передбачає одно- і двошлаковий процес. Кількість матеріалів, що завантажуються на 1 т рідкої сталі, складає: рідкого чавуну - 901,5 кг, скрапу - 182 кг, руди - 59 кг, феросплавів - 6,9 кг. Вихід рідкої сталі складає 93,49%. Витрати кисню змінюються від 200 до 400 м3/хв. Витрати палива складають 1,6 л/хв на кожну із семи фурм. Тривалість окремих операцій за одно- і двошлаковими варіантами технології наведена в табл. 5.4.
Таблиця 5.4
Тривалість окремих операцій у процесі LWS
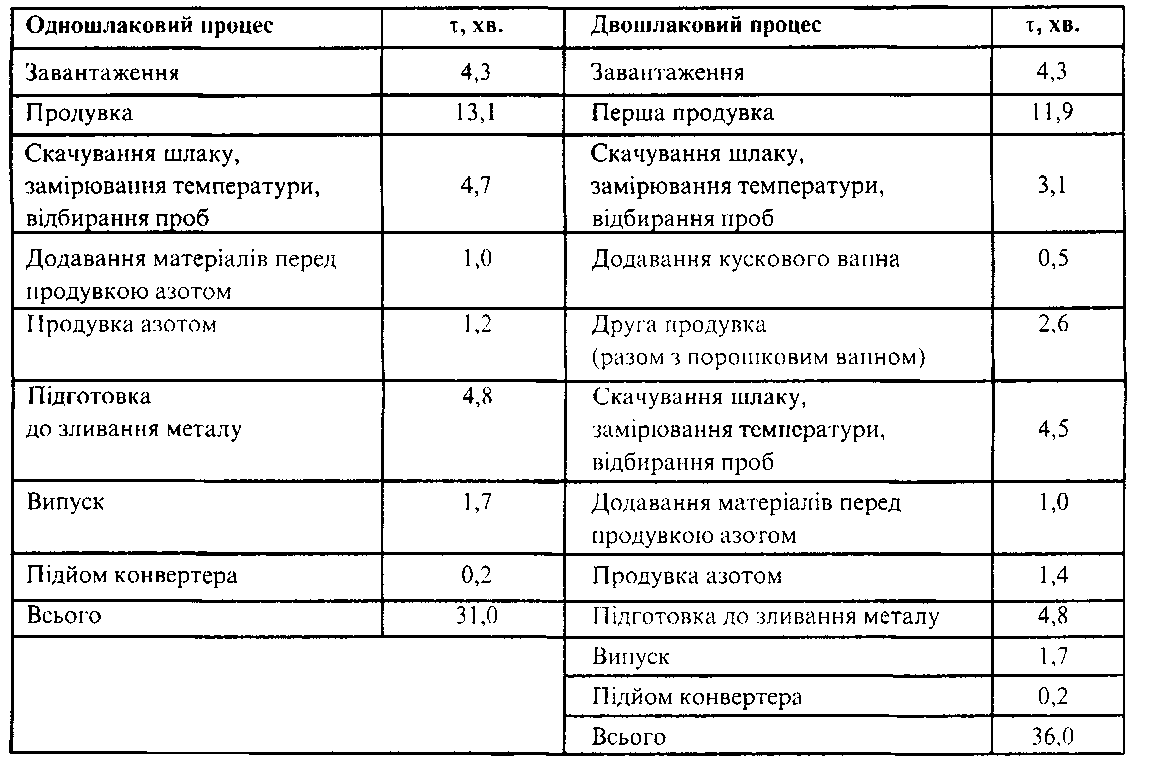
Як видно з табл. 5.4, тривалість плавки при двошлаковому режимі на 17% вища, ніж при одношлаковому.
На всіх плавках після окислювальної продувки метал продувають азотом. Тривалість продувки азотом, кількість присаджуваних матеріалів визначаються вмістом фосфору в металі і температурою ванни після рафінування. При одношлаковому режимі перемішування металу азотом виконують з додаванням вапна і 200 кг соди; при двошлаковому - продувка азотом з
присадкою вапна і 400 кг соди. Присадка 200 кг соди при одношлаковому варіанті дозволила дещо поліпшити дефосфорацію металу при перемішуванні азотом, що привело до зростання частки плавок, які мають у готовому металі < 0,017% Р, з 4 до 35%, і частки плавок, що мають < 0,025% Р - з 75 до 90%. Присадка 400 кг соди при продувці металу азотом при двошлаково-му режимі підвищила зазначену частку плавок до 90 і 100%. В усіх випадках після продувки азотом спостерігалася рефосфорація. У готовому металі його вміст на 30-40% вище, ніж у металі після продувки азотом, із-за рефосфорації на випуску.
При введенні суміші вапна і соди досягається деяке зниження вмісту сірки - з 0,019-0,016 до 0,015-0,012%.
При продувці азотом з додаванням вапна і 200 кг соди концентрація азоту в металі підвищується з 0,003 до 0,0035%, при цьому помітно знижується вміст кисню - з 0,075 до 0,055% і з 0,14 до 0,085%. Вміст водню зменшується з 0,00037 до 0,00031%.
5.6. Низькомарганцевистий чавун
Можливий переділ у конвертерах донного дуття чавуну з низьким вмістом марганцю.
Як відомо, верхня продувка низькомарганцевистого чавуну пов'язана з погіршенням шлакоутворення, збільшенням виносів, що приводить до зниження виходу придатного, замета-лювання фурми і конструкцій газовідвідного тракту. Переділ чавуну з низьким вмістом марганцю (0,1-0,12%) вперше був випробуваний на 1,5-тонному конвертері донного дуття, обладнаному чотирма донними фурмами. Шлакоутворюючі (порошкове вапно і плавиковий шпат) подавали разом з киснем при питомій інтенсивності продувки 2,9-3,1 м3/тхв. Витрати природного газу складали 6-10% від витрат кисню. Шлакоутворюючі подавали в процесі продувки у два прийоми, що забезпечувало спокійний перебіг продувки.
Наприкінці плавки мало місце зниження вмісту марганцю в металі до 0,07-0,08%, причому, на відміну від переділу чавунів з 0,6-0,7% Мn, не спостерігався "марганцевий горб". Режим плавки забезпечував досить повну дефосфорацію металу і 30-35%-вий рівень десульфурації навіть при виплавці середньо- і високовуглецевих сталей.
Досвід останніх років підтвердив широкі можливості конвертерів донного кисневого дуття при переробці низькомарганцевистих чавунів.