

Io2•τ≈const. (4.3)
У результаті зменшується час впливу агресивних рідких розплавів на вогнетривку футеровку, зростають її стійкість і продуктивність агрегату. Однак при IO2 > 5 м3/хв.т тривалість продувки вже мало позначається на тривалості циклу плавки (загальна тривалість допоміжних операцій: завалка брухту, заливка чавуну, повалка після продувки з добором проб і виміром температури, зливання сталі і видалення шлаку складають не менше 15 хв.), але зростає ймовірність неповного розчинення металобрухту, різко здорожчує газовідвідний тракт, що повинен пропустити для охолодження й очищення збільшену кількість конвертерних газів. Економічно виправдана межа інтенсифікації - до 5 м3/хв.т.
Інтенсифікація продувки приданій конструкції конвертера супроводжується підвищенням ступеня розосередження дуття, а, значить, збільшенням числа сопел відповідно до виразу
![]() (4.4)
(4.4)
де ΔН - відносне підвищення рівняванни hB при продувці внаслідок газовиділення і перемішування реагуючих газової, металевої і шлакової фаз; К - коефіцієнт пропорційності; а, е - ступеневі коефіцієнти (а ≈ 0,7, е ≈ 0,6).
П ри
інтенсифікації продувки, збільшуючи
число сопел, для ефективного охолодження
наконечника фурми необхідно
використовувати труби більшого діаметра.
Зі збільшенням ємкості конвертера
і витрат кисню за одиницю часу кисневі
фурми також повинні бути виготовлені
з труб великого діаметра.
ри
інтенсифікації продувки, збільшуючи
число сопел, для ефективного охолодження
наконечника фурми необхідно
використовувати труби більшого діаметра.
Зі збільшенням ємкості конвертера
і витрат кисню за одиницю часу кисневі
фурми також повинні бути виготовлені
з труб великого діаметра.
Загальноприйнятою є ступенева зміна висоти фурми в процесі продувки. Як правило, на початку продувки (10-20% її тривалості) фурма розташовується в 1,2-2 рази вище, ніж в основний час плавки. Це викликано двома обставинами - необхідністю наведення шлаку, для чого необхідно окислити залізо, кремній і марганець, а також побоюванням пошкодити фурму при використанні легковагого брухту. В середині продувки при згортанні шлаку доцільно на короткий час підняти фурму, наприкінці продувки, при виробництві низьковуглецевої сталі - опустити для зменшення вмісту оксидів заліза у шлаку.
Висоту фурми над ванною змінюють у залежності від характеру шлакоутворення, що контролюється візуально і за допомогою приладів, які в процесі продувки визначають склад газів, що відходять, рівень шуму, вібрації конвертера чи фурми і, нарешті, за допомогою телевізійного передавача, встановленого в амбразурі шоломної частини конвертера і візованого безпосередньо на ванну.
Проведені досліди вертикального циклічного переміщення фурми. При частоті переміщення 1 цикл за хвилину з амплітудою 0,5 м в результаті того, що фурма 50% часу знаходиться вище робочого положення, створюється можливість знизити витрати чавуну на 10-30 кг/т сталі, оскільки на 8% збільшується частка вуглецю, що окислився до СO2, однак при такому режимі продувки збільшується небезпека викидів.
Інтенсивність подачі кисню в процесі продувки, як правило, не змінюється. Однак у випадку обмеженої пропускної здатності газовідвідного тракту, за необхідності скорочення тривалості продувки, застосовується ступеневий режим продувки, що полягає у збільшенні витрат кисню на початку і в кінці її. Зупинимося на цьому питанні детальніше.
Припустима інтенсивність продувки ІO2 у діючих цехах визначається пропускною здатністю газовідвідного тракту і викидами (виносами). За рахунок реконструкції газовідвідного тракту можна підвищити його пропускну здатність й інтенсивність продувки, але цей захід коштує дорого.
Можливе деяке збільшення середньої за плавку інтенсивності продувки і відповідне зниження тривалості продувки на 1,5-3 хв. для даного конвертера і газовідвідного тракту за рахунок ступеневої продувки. Газовиділення з конвертера пов'язане зі швидкістю зневу-глецьовування Vc і проходить нерівномірно в процесі продувки (рис. 4.6). На початку продувки, до (20-40% від τзаг) і наприкінці продувки на низьковуглецеву сталь (-10% від τзаг) Vc і газовиділення з конвертера низькі, викиди відсутні. Тому в ці періоди можна збільшувати інтенсивність продувки без шкоди для газовідвідного тракту. Загальна тривалість продувки з підвищеною інтенсивністю може складати 30-45% від τзаг. Звичайно ІO2 збільшують на початку і в кінці продувки на 30-40% від номінальної в середині плавки.
Більше підвищення важко здійснити, тому що, як правило, не вистачає резервів продуктивності по кисню. Великі пікові навантаження в конвертерному цеху, крім того, можуть негативно позначитись на роботі інших споживачів кисню на заводі. При наявності резервів по кисню можна на початку і в кінці збільшувати VO2 і в 2 ступені, з більш високим рівнем ІO2, але на практиці це важко здійснити.
Н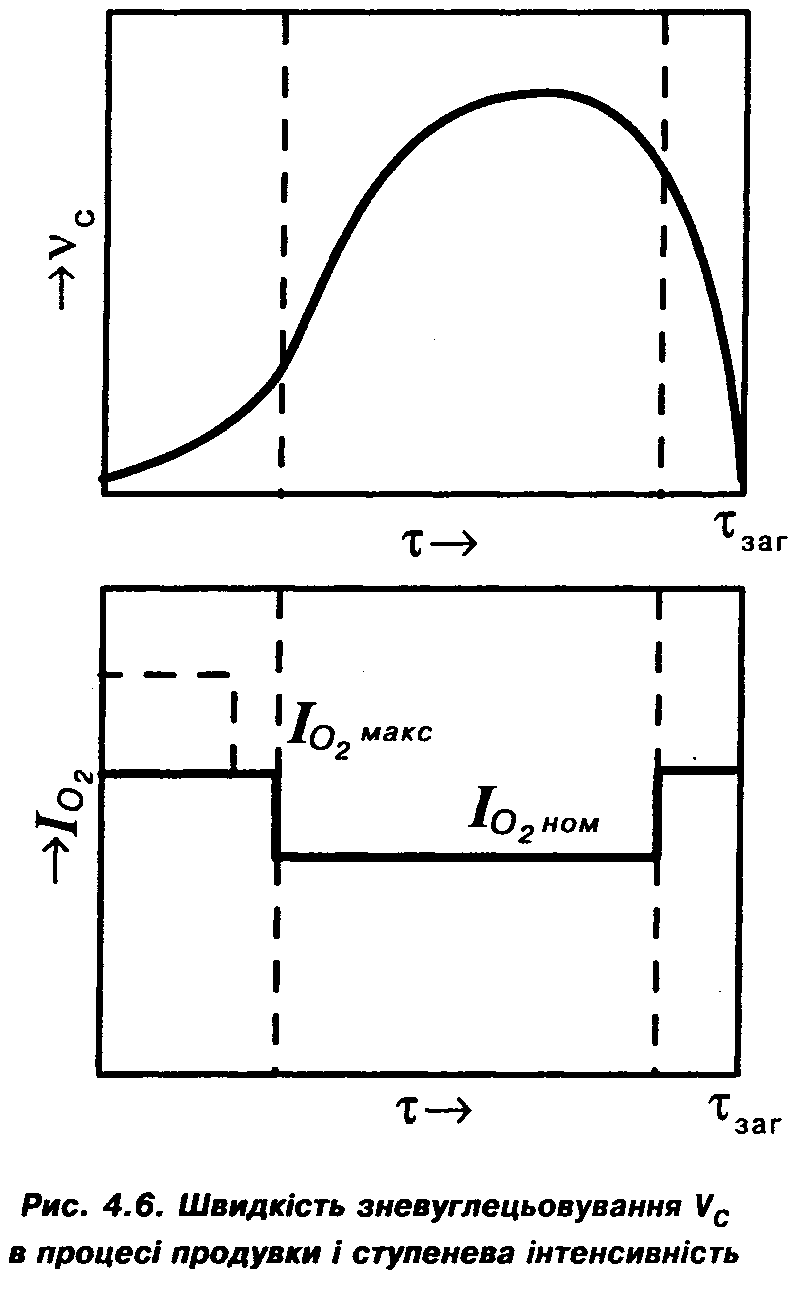 а
початку продувки збільшенню ІO2 заважає
також мала кількість шлаку, що збільшує
схильність до виносу. Наприкінці продувки
шлаку в конвертері багато, він уварений,
і винос не відбувається.
а
початку продувки збільшенню ІO2 заважає
також мала кількість шлаку, що збільшує
схильність до виносу. Наприкінці продувки
шлаку в конвертері багато, він уварений,
і винос не відбувається.
При ступеневій продувці сопла Лаваля слід розраховувати за спеціальною методикою.
У період ІO2.макс (початок продувки, кінець) продувка ведеться при максимальному тиску дуття Рмакс. У середині плавки (70-75% від τзаг) продувку ведуть при зниженому номінальному Іном і Рном. Якщо сопла Лаваля розрахувати на ІO2.макс і Рмакс (із забезпеченням нормального тиску на виході із сопла), то тоді в основному номінальному режимі сопла будуть працювати в режимі перерозширення струменя і відриву струменя від стінок сопла в нижній його частині, що приведе до засмоктування туди крапель металу, емульсії і швидкого прогару сопел. Щоб цього уникнути, сопла Лаваля розраховують у номінальному режимі їх роботи (середина продувки) на тиск дуття на виході із сопла Рвих=(1,1-1,2)Р оточення, тобто на нормальну їх роботу.
У період, коли ІO2 є максимальною (ІO2.макс). сопла (при Рмакс) працюють у режимі більшого недорозширення, ніж номінальний, тобто струмінь виходить стиснений. Струмінь потім додатково розширюється за соплом. При звичайних значеннях ІO2.макс/ІO2.ном = 1,3-1,4 це не приводить до значних неприємностей.
Таким чином, для застосування ступеневої продувки необхідно мати резерв продуктивності кисню і пропускної здатності системи по кисню в цеху.
Я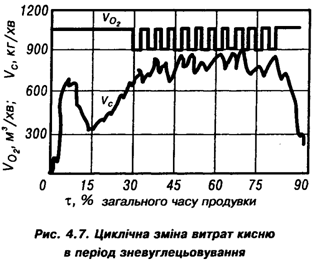 к
датчик для автоматизації ступеневої
продувки може бути використана температура
води в елементах газовідвідного тракту
(каміні).
к
датчик для автоматизації ступеневої
продувки може бути використана температура
води в елементах газовідвідного тракту
(каміні).
Циклічна зміна витрат кисню в період зневуглецьовування VO2 (рис. 4.7) дозволяє деякою мірою інтенсифікувати масообмін у реакційній зоні – зміна витрат кисню приводить до зміни розмірів реакційної зони і зростання її пульсації, що збільшує ступінь перемішування металу і шлаку. Однак немає підстав очікувати істотного поліпшення показників плавки.
Збільшенню швидкості масообміну сприяє і застосування пульсуючого дуття. При зневуглецьовуванні, наприклад, підведення кисню і відведення газоподібних продуктів, а отже, і швидкість усього процесу визначаються масопереносом через
ний граничний шар. Це значить, що, інтенсифікувавши яким-небудь чином цей масоперенос, можна прискорити і весь процес у цілому. Відомо, що граничний шар навколо обтічного газом тіла чинить найменший опір такому масопереносу у випадку турбулентного газового потоку; турбулізація потоку відбувається лише в період зміни його швидкості, причому залежить від прискорення. Отже, необхідно створити газовий потік з постійно мінливою швидкістю. Домогтися цього можна найбільш простим і одночасно ефективним способом -періодичним перекриттям потоку, тобто його пульсацією.
Пульсуюча продувка частково була впроваджена на заводах СНД. Суть промислового режиму дуття зводиться до періодичного переривання потоку кисню чи його різкого зменшення.
Спочатку процес був відпрацьований із застосуванням електромеханічних пульсаторів з диском або крильчаткою, установлених безпосередньо всередині фурми в кисневій трубі. Найкраща ефективність досягалася при розміщенні пульсатора безпосередньо перед головкою фурми. При видаленні пульсатора від головки вгору пульсації потоку на соплах згладжуються киснем, розташованим нижче, і відповідно ефективність впливу пульсуючого дуття на процеси у ванні зменшується.
Однак електромеханічні пульсатори виявилися непридатними для виробництва, тому що:
а) дуже складний їх монтаж у дуттєвому пристрої;
б) при перегріві фурми швидко виходять з ладу.
Проте електромеханічні пульсатори зручні в дослідженнях для зміни частоти пульсацій у широких межах з метою пошуку її оптимуму.
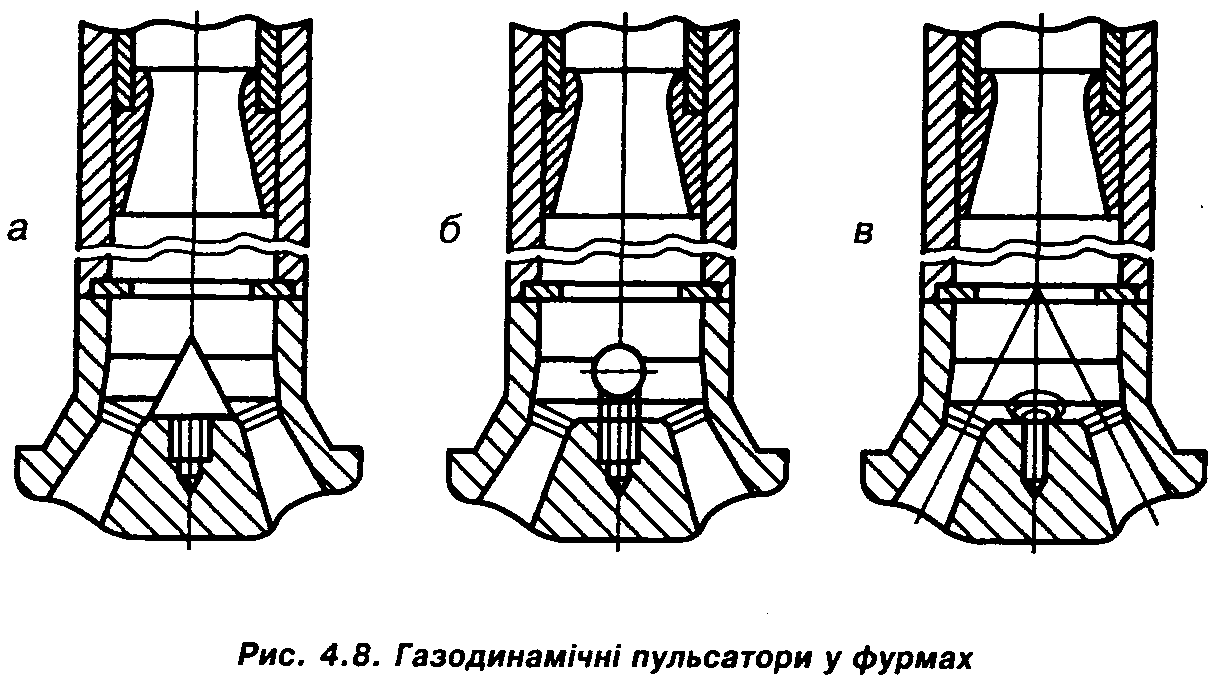
У промислових конвертерах механічні пульсатори були замінені газодинамічними, що забезпечують тривалу їх експлуатацію. Вони показані на рис. 4.8. У цьому випадку необхідна установка спеціального сопла Лаваля (одного) і діафрагми в кисневій трубі над головкою фурми. Безпосереднім трансформатором коливань є спеціальні вставки (пристрої) в центрі головки зверху перед соплами. Застосовуються пристрої у вигляді пірамідки (а), сфери (кулі) або грибка на держаці (б), тупикового каналу (в) (див. рис. 4.8). Весь комплекс: сопло Лаваля, діафрагма і вставка викликає удари потоку, складну взаємодію різно-направлених потоків і в результаті - пульсацію основного потоку при вході в сопла (потоки, що відбиваються від вставок, періодично ніби перекривають основний потік перед соплами).
Найкращі результати отримані із вставками - трансформаторами коливань у вигляді пірамідок.
Оптимальна частота коливань, що забезпечує найбільш ефективні результати, залежить від ємкості конвертера:
Ємкість конвертера, т 0,1 10 160 300-350
Оптимальна частота, Гц 150 500 600 700-800
Пульсуюча продувка приводить до наступних результатів:
а) дещо зменшуються коливання реакційної зони, винос і викиди;
б) поліпшуються шлакоутворення, розчинення вапна, відповідно дещо збільшуються видалення із металу фосфору і сірки, ступінь наближення реакцій до рівноваги;
в) прискорюються видалення вуглецю, окислювання ванадію;
г) дещо зростає коефіцієнт засвоєння ванною кисню дуття.
Для великовантажних конвертерів ці результати відносно невеликі, наприклад, вміст V2O5 у шлаку підвищився з 20-22% до 22,5-25%.
Ефект пульсуючого дуття пов'язаний зі зменшенням товщини граничного шару (його розмивом) на краплях у реакційній зоні (засвоєння кисню), шматочках вапна (шлакоутворення), бульбах оксиду вуглецю (зневуглецьовування) і часточках окисленого шлаку (FeO) у металі (зневуглецьовування, видалення інших домішок).
Вважають, що найбільший ефект у цих напрямках досягається тоді, коли частота пульсацій стає оптимальною і відповідає власній резонансній частоті коливань частинок, бульб. Резонанс і посилення коливань частинок у ванні при цьому сприяє "здиранню" на них граничного шару.