

3.4. Мале бесемерування
П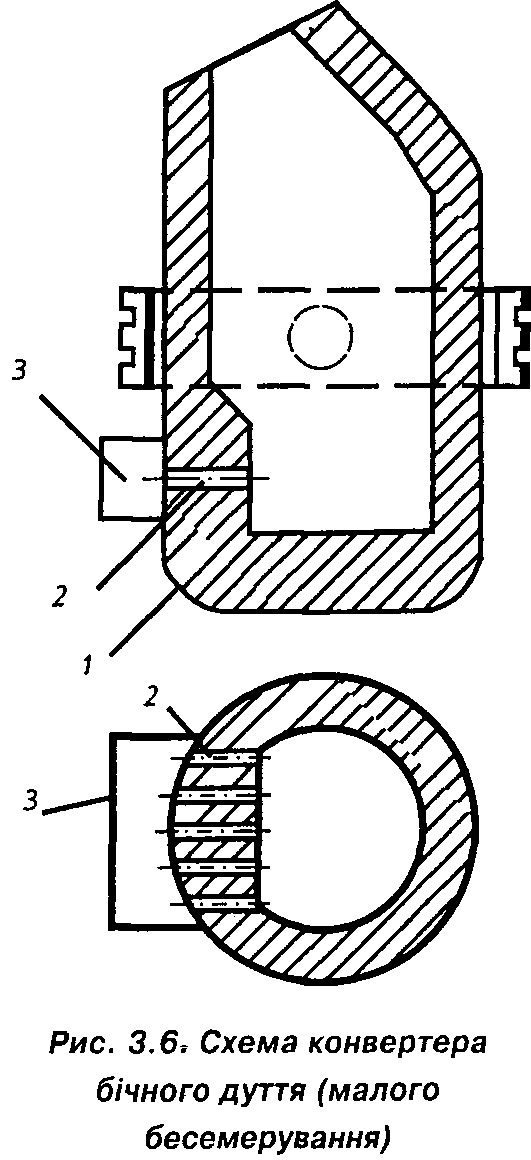 роцес
одержання рідкої сталі шляхом бічної
продувки чавуну повітрям у кислих
конвертерах малої садки — мале
бесемерування почали застосовувати з
1884 р. У даний час конвертери малого
бесемерування садкою 1 -3 т подекуди
використовуються у фасонно-ливарних
цехах машинобудівних заводів. Перевагами
таких агрегатів є невеликі капіталовкладення
у їх будівництво, можливість пуску і
зупинки в будь-який час і одержання
необхідних для лиття невеликих порцій
сталі. В останні роки вони замінюються
електропечами.
роцес
одержання рідкої сталі шляхом бічної
продувки чавуну повітрям у кислих
конвертерах малої садки — мале
бесемерування почали застосовувати з
1884 р. У даний час конвертери малого
бесемерування садкою 1 -3 т подекуди
використовуються у фасонно-ливарних
цехах машинобудівних заводів. Перевагами
таких агрегатів є невеликі капіталовкладення
у їх будівництво, можливість пуску і
зупинки в будь-який час і одержання
необхідних для лиття невеликих порцій
сталі. В останні роки вони замінюються
електропечами.
Конвертер бічного дуття (рис.3.6) має глухе (без сопел) днище 1, у бічній стінці, приблизно на рівні спокійної ванни, розташовані в один ряд сопла 2, з'єднані з повітряною коробкою 3. Кут нахилу сопел та відстань між ними і поверхнею металу можна регулювати шляхом відхилення конвертера від вертикального положення на 5-15° у бік, протилежний фурменій зоні. Футеровка стін і днища виконується із динасової цегли.
Висота стовпа металу над соплами невелика (поверхнева продувка), і тому для подолання феростатичного напору не потрібний високий тиск дуття. Надлишковий тиск дуття у повітряній коробці складає 0,02-0,05 МПа, тобто в 4-10 разів менший, ніж у конвертерах із донним дуттям. Витрати повітря складають близько 500 м3/т чавуну, що приблизно в 1,5 раза вище, ніж при донному дутті. Це обумовлено допалюванням CO у С02 в порожнині конвертера.
Питомі втрати теплоти досягають 10-14%, що в чо-тири-п'ять разів перевищує такі у великих конвертерах, де вони складають лише 2-3% від загального над-
ходження тепла. Для компенсації втрат теплоти застосовують чавун із підвищеним вмістом кремнію (1,6 -2,5%). Концентрація інших домішок (0,6-1,3% Мп; до 0,07% Р; до 0,04% S) приблизно така ж, як і в бесемерівських чавунах.
При бічній продувці висока температура металу, необхідна для одержання якісного лиття, забезпечується за рахунок допалювання над ванною CO до С02 по наведеній нижче реакції і підвищеного угару заліза
![]()
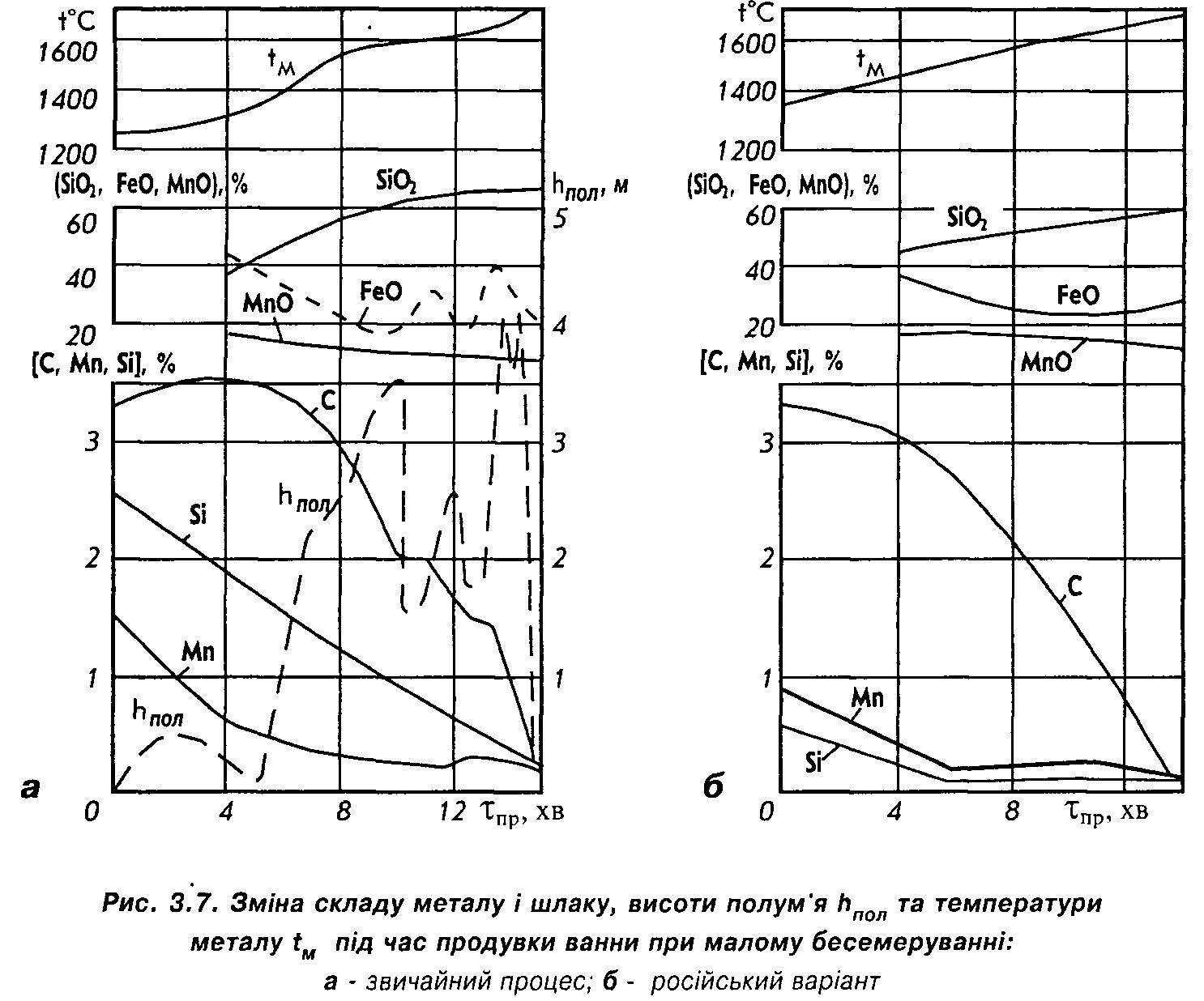
Відмінними рисами процесу малого бесемерування є: значна концентрація оксидів заліза у шлаку (20-40%), обумовлена поверхневою продувкою (високим вмістом CO, і 02 у газах, що відходять); періодична зміна швидкості окислення вуглецю, що супроводжується підйомом і падінням полум'я над горловиною відповідно при підвищенні і зниженні швидкості вигоряння вуглецю Vc (рис. 3.7). У російському варіанті малого бесемерування, розробленому І.Р. Кряніним, висока початкова температура чавуну (близько 1700 К) і футеровки дозволяє виконати продувку при великій Vc без різких її змін, підйомів і падінь полум'я, скоротити тривалість операцій і втрати металу.
Як і у великому бесемеруванні, фосфор і сірка не переходять із металу у шлак, тому що останній є кислим. За даними І.Р. Кряніна, при бічній продувці деяка частина сірки (до 15-20%) видаляється із металу і шлаку в газову фазу.
Якість сталі, продутої збоку, значно вища, ніж якість металу, отриманого при донному повітряному дутті. У металі малого бесемерування порівняно мало неметалевих включень, що обумовлено особливою спрямованістю циркуляційних потоків (у верхніх горизонтах металу), яка не викликає нагромадження шлакової емульсії в об'ємі сталі.
Другою особливістю якості металу є низький вміст азоту [N] = 0,005-0,008%, що близький до його концентрації в мартенівській сталі [N] =0,003-0,006% і в три-чотири рази менший, ніж у металі великого бесемерування і томасування. Порівняно низький вміст азоту в сталі пояснюється тим, що струмені повітря проникають у метал на незначну глибину. Останнє обумовлює малу питому поверхню контакту струменів і бульб повітря з металом SM r / VM і невеликий парціальний тиск азоту в газовій фазі PN,. Це суттєво впливає на термодинаміку і кінетику процесу поглинання азоту металом, швидкість якого описується рівнянням
![]()
Мають значення і адсорбційні явища. Наявність на газових бульбашках шлакових (із FeO) і адсорбційних плівок металу, насичених киснем, сприяє уповільненню масопереносу азоту із газу в метал. При донній продувці ці плівки розчиняються в металі за час, менший періоду спливання бульбашок азоту. При бічній же продувці, у зв'язку з малою глибиною проникнення струменів повітря в метал, бульбашки азоту спливають до того, як плівки цілком розчиняться в металі, що зменшує Δ[N] = VNτ.
Техніко-економічні показники малого бесемерування характеризуються наступними даними: садка конвертерів — 1-2,5 т і більше, витрати повітря — близько 500 м3/т, вигар металу — 12-15%, вихід придатної сталі — 84-86%. Великий вигар металу обумовлений високими Si у чавуні і (FeO) у шлаку.
Кисневе дуття у малому бесемеруванні має наступні переваги в порівнянні з повітряним. При його використанні досягається більш низький вміст азоту в сталі ([N] ≈ 0,002%); надлишок теплоти у ванні, обумовлений усуненням витрат теплоти на нагрівання азоту повітря, дозволяє зменшити вміст кремнію у чавуні і присадки феросиліцію, а також утилізувати сталевий брухт. Недоліком бічного кисневого дуття є низька стійкість фурм (10-12 плавок). її можна підвищити, поліпшуючи якість вогнетривів чи застосовуючи водяне охолодження.
Витрати кисню досягають 60-70 м3/т сталі, тривалість продувки ванни місткістю 1, 2 і 3 т складає відповідно 8-10, 10-12 і 12-16 хв. На деяких заводах застосовують повітряне дуття, збагачене киснем до 30-40% 02.
На заводах КНР виплавляють сталь у конвертерах бічного повітряного дуття з основною футеровкою (смолодоломітова чи смолодоломітомагнезитова цегла). Найкращі техніко-економічні результати отримані при використанні конвертерів бічного дуття грушоподібної форми — так званих турбоконвертерів. В останніх було досягнуто задовільних показників плавок при продувці як малофосфористих (0,15-0,35% Р), так і високофосфористих чавунів (1,2-1,8% Р).
Ранній початок вигоряння фосфору дозволяє працювати без третього періоду (передувки), виплавляти, не навуглецьовуючи сталь у ковші, середньо- і високовуглецеві сталі з низьким Р, підвищувати якість сталі і знижувати вигар заліза. Процес малого бесемерування не одержав широкого поширення, тому що стійкість футеровки і продуктивність малих конвертерів значно менші, ніж великих.