

14. Процесс плавки стали в индукционных печах
Индукционные печи отличаются от дуговых способом подвода энергии к расплавленному металлу. Индукционная печь примерно работает так же, как обычный трансформатор: имеется первичная катушка, вокруг которой при пропускании переменного тока создается переменное магнитное поле. Магнитный поток наводит во вторичной печи переменный ток, под влиянием которого нагревается и расплавляется металл. Индукционные печи имеют емкость от 50 кг до 100 т и более.
В немагнитном каркасе имеются индуктор и огнеупорный плавильный двигатель. Индуктор печи выполнен в виде катушки с определенным числом витков медной трубки, внутри которой циркулирует охлаждающая вода. Металл загружают в тигель, который является вторичной обмоткой. Переменный ток вырабатывается в машинных или ламповых генераторах. Подвод тока от генератора к индуктору осуществляется посредством гибкого кабеля или медных шин. Мощность и частота тока определяются емкостью плавильного тигля и состава шихты. Обычно в индукционных печах используется ток частотой 500 -2500 гц. Крупные печи работают на меньших частотах. Мощность генератора выбирают из расчета 1,0-1,4 квт/кг шихты. Плавильные тигли печей изготавливают из кислых или основных огнеупорных материалов.
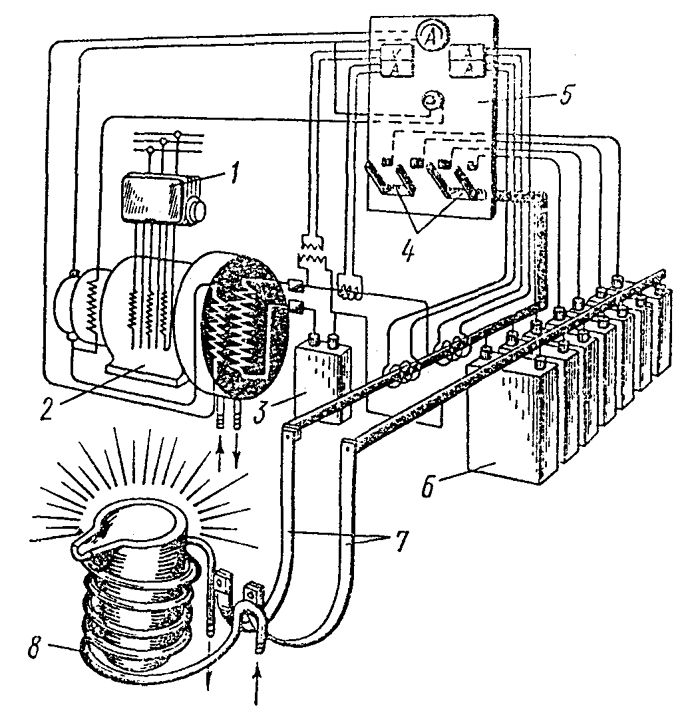
Печь (рис. 2) состоит из огнеупорного плавильного тигля и индуктора 8. Индуктор выполнен в виде катушки из медной трубки, по которой циркулирует охлаждающая вода. Ток подается по гибким шинам 7 через печные конденсаторы 6 от рубильника 4, находящегося на щите управления 5. К щиту ток подается от пускателя 1 через преобразователь 2 и конденсатор 3.
Необходимый для питания индукционной печи переменный ток повышенной частоты вырабатывают в специальных машинных или ламповых генераторах. Ток от генераторов к индуктору подводится по гибкому кабелю или медным шинам. Обычно в индукционных печах используют ток частотой 500—2500 Гц.
В индукционных печах сталь выплавляют методов переплава шихты. Угар легирующих элементов при этом получается очень небольшим. Шлак образуется при загрузке шлакообразующих компонентов на поверхность расплавленного металла. Температура шлака во всех случаях меньше температуры металла, так как шлак не обладает магнитной проницаемости и в нем не индуцируется ток. Для выпуска стали из печи, тигель наклоняют в сторону сливного носка.
В индукционных печах нет углерода, поэтому металл не науглероживается. Под действием электромагнитных сил металл циркулирует, что ускоряет химические реакции и способствует получению однородного металла.
Индукционные печи применяют для выплавки высоколегированных сталей и сплавов особого назначения, имеющих низкое содержание углерода и кремния.
15. Разливка стали и кристаллизация стального слитка
Процесс разливки стали включает подготовку жидкой стали к разливке, ее транспортировку от сталеплавильного агрегата до места разливки и непосредственную заливку стали в формы с целью получения отливок заданных параметров по линейным размерам, форме, весу, механическим свойствам и требуемой структуры.
Основной особенностью, которую следует учитывать при разливке стали, является то, что она имеет меньшую жидкотекучесть, чем чугун, повышенную усадку – линейную 2% и объемную 6%.
Усадка жидкого металла зависит от температуры заливки и является величиной неопределенной. Поэтому ее относят к определенному отрезку температуры (в 10С или в 1000С) и обычно выражают в процентах. Усадку затвердевания и усадку твердого металла (объемную и линейную) также выражают в процентах.
Объемная усадка твердого металла принимается по известным соотношениям для коэффициентов теплового расширения тел в 3 раза больше, чем линейная.
В изложницах сталь затвердевает в форме кристаллов древовидной формы—дендритов. Тепло от кристаллизующегося слитка отводится через стенки изложницы и поэтому затвердевание жидкой стали начинается у стенок изложницы. Толщина затвердевшего слоя непрерывно растет в направлении к центру слитка.
Слитки спокойной и кипящей стали имеют различную структуру. При остывании слитка спокойной стали металл дает усадку (уменьшается в объеме). В результате этого в слитке образуется пустота — усадочная раковина, которую стараются вывести в верхнюю часть слитка. Для этого на изложницы устанавливают прибыльные надставки, в которых металл затвердевает в последнюю очередь, что способствует выводу сюда усадочной раковины.
Слиток кипящей стали имеет следующие зоны: 1) плотная наружная корочка; 2) зона сотовых пузырей, образующаяся в результате застревания между кристаллами газовых пузырей; 3) промежуточная плотная зона; 4) зона вторичных неориентированных пузырей и 5) срединная зона. Концентрированной усадочной раковины в слитке кипящей стали не образуется; усадка здесь рассредоточена по многочисленным газовым полостям. Слитки-заготовки, получаемые на машинах непрерывного литья, имеют более однородную структуру.