

Секрет высокой надежности – отношение к делу производственного персонала:
больше, чем на 80 %, решение проблемы качества зависит от руководителей высшего уровня;
руководителей надо учить (японских руководителей 10 лет по специальной государственной программе учили проблемам качества, переведя на японский все, что вышло в мире по проблемам качества);
работники на рабочих местах объединяются по 5–8 человек в кружки качества, выбирают лидера, примерно раз в неделю обсуждают проблемы улучшения качества, уменьшения потерь, расхода материалов, увеличения производительности труда, вырабатывают коллективные рационализаторские предложения, которые обязательно вознаграждаются. В фирме «Тойота» на одного рабочего приходится до 10 рацпредложений. По итогам работы коллективное премирование до 30 % зарплаты.
1.6. Проблемы с надежностью в России
Основные причины низкой надежности отечественной продукции следующие:
студентов вопросам надежности учат недостаточно;
проектировщики берут за основу аналог, но не требования качества;
доводка производится при выпуске, а не при проектировании;
при изготовлении нет автоматизированного послеоперационного и финального контроля, соответствующих испытательных стендов, методик, алгоритмов испытаний;
при эксплуатации недостаточно встроенной диагностики, перевода систем в спецрежим при любом отказе, чтобы исключить аварию.
Наработка на отказ различных счпу
Н55 – 800 ч,
2У, 2Р, 2С – 1000 ч,
НЕЙРОН-И3 – 1400 ч,
2С42-65 – 3000 ч,
МС2101 (Электроника НЦ-80-31) – 5000 ч,
вычислитель МС1201.02 в СЧПУ 2С42-65 – 10 000 ч,
зарубежные стойки СЧПУ – не ниже 20 000 ч.
Таким образом, отечественные СЧПУ в начале 90-х годов в 15–25 раз уступали по надежности зарубежным.
Качество микросхем
(входной контроль 10–12 % микросхем – 1990 год, Томское объединение «Контур»)
Место изготовления |
Проверено |
Отбраковано |
Баку |
178 тыс. |
73,5 тыс. |
Тбилиси |
504 тыс. |
115 тыс. |
Контрольные вопросы
1. В каких случаях автоматизация неэффективна в социально-экономическом плане?
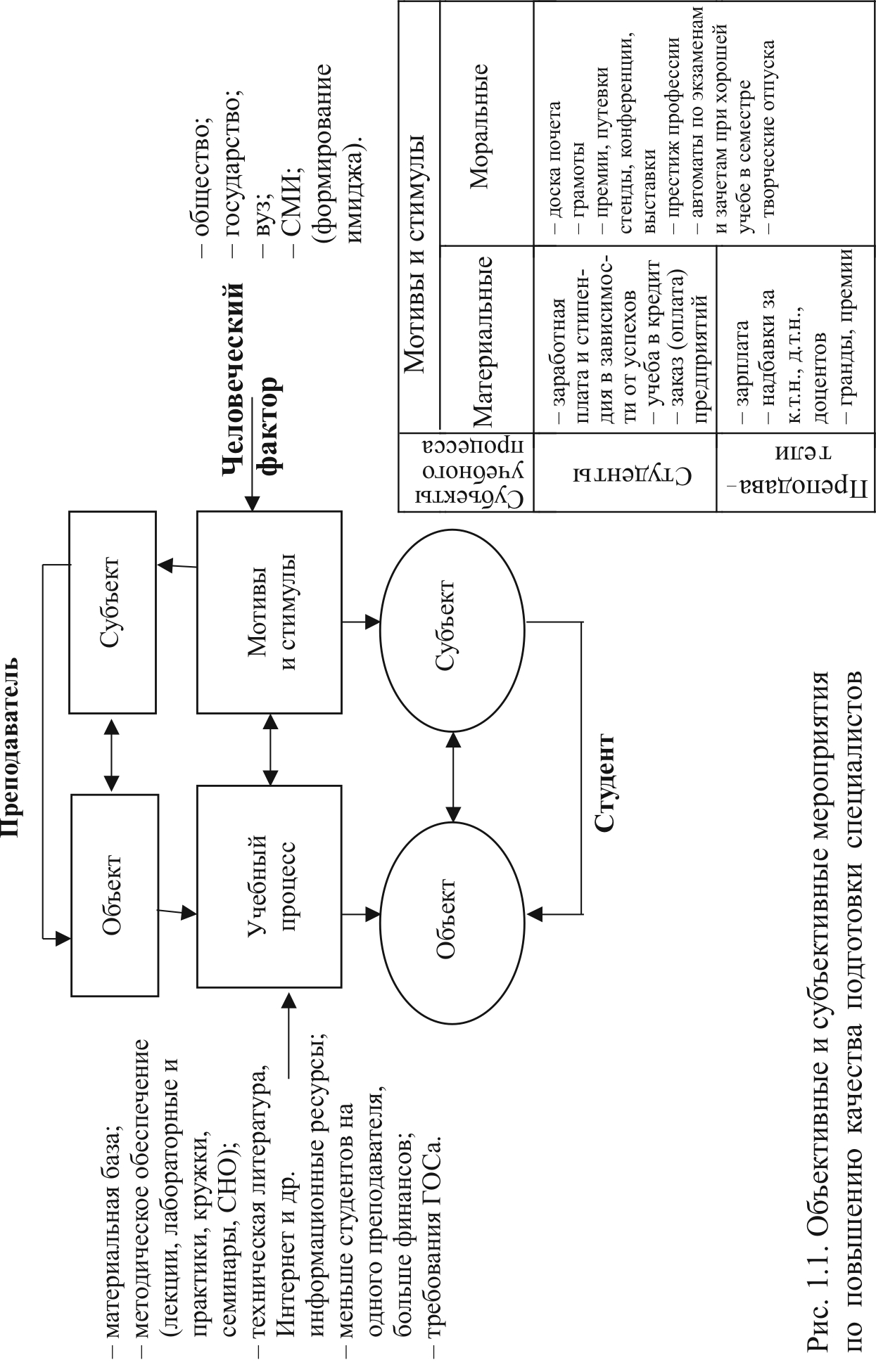
2. Оцените и дополните на рис. 1.1 систему мер по повышению качества подготовки специалистов в ПГТУ, учитывая человеческий фактор.
3. Предложите основные разделы бизнес-плана для планируемой покупки и использования в цехе металлообработки токарного станка с системой ЧПУ.
4. Какие факторы являются определяющими для повышения качества и надежности выпускаемой продукции?
2. Автоматизация в машиностроении, системы чпу
2.1. Системы автоматизации в машиностроении
Краткая классификация производственных систем следующая:
производственная система – это сложная многоуровневая (иерархическая) система, которая преобразует исходные полуфабрикаты, сырье, материалы в конечный продукт, соответствующий общественному заказу;
в более широком смысле: производство – это соединение ресурсов (сырья, капитала, труда и предпринимательской способности) для производства товаров и услуг;
основа любого производства – технологический процесс (ТП) – определенное взаимодействие орудий труда, обслуживающей и транспортной систем;
непрерывные ТП: химическая, нефтегазодобывающая и перерабатывающая, энергетика;
дискретные ТП: машиностроение, раскрой материалов;
непрерывно-дискретные ТП: металлургия, цементная, машиностроение и др.
За базу ТП и соответствующих систем автоматизации примем машиностроение. Именно машиностроение (процессы обработки металлов) наряду с ткацкой промышленностью первыми потребовали автоматизации. Машиностроение широко развито в Прикамье. Учтем, что системы автоматизации в различных отраслях выполняются на единой технологической базе, по одинаковым принципам.
Анализ технологических процессов в машиностроении показывает, что в общем цикле организации производства детали станочное время занимает в среднем не более 5 % (остальное – подготовка производства, транспортирование, пролеживание и т.д.). В ста- ночном времени время обработки составляет только около 30 % (остальное время позиционирование, загрузка, измерение, холостое время и др.).
Усилия, направленные на интенсификацию механической обработки, оказывают влияние лишь на небольшую часть в общем балансе цикла получения готового изделия. Тот же анализ показывает, что сокращение непроизводственных потерь времени возможно лишь на основе интеграции производства, которая позволяет, в принципе, довести станочное время в общем цикле изготовления до 90 %, машинное время в рамках станочного также до 90 %. При этом имеется в виду также интеграция производства, которая допускала бы непрерывную трехсменную эксплуатацию оборудования, в том числе и малолюдную ночную смену.
На рис. 2.1 показан баланс времени использования производственного оборудования, откуда следует, что наиболее мощным резервом повышения коэффициента использования оборудования является трехсменная работа.
Практика показала, что в принципе правильная идея – связать интеграцию с безлюдной технологией – достаточно трудноосуществима, поскольку требует решения целого комплекса сложных проблем. В числе этих проблем – резкое повышение надежности оборудования и систем управления на основе МП-х систем.
Объекты автоматизации в машиностроении:
станки: токарные, фрезерные, сверлильно-расточные, шлифовальные, многоцелевые (обрабатывающий центр), зубообрабатывающие, электроэрозионные и др.;
периферия станков: роботы, накопители палет, блоки инструментальных магазинов и др.;
транспортные системы: робокары, конвейеры и др.
накопительные системы: автоматизированные склады с кранами-штабелерами, станции комплектации и др.;
вспомогательные системы: контрольно-измерительные машины, станции мойки-сушки и т.д.
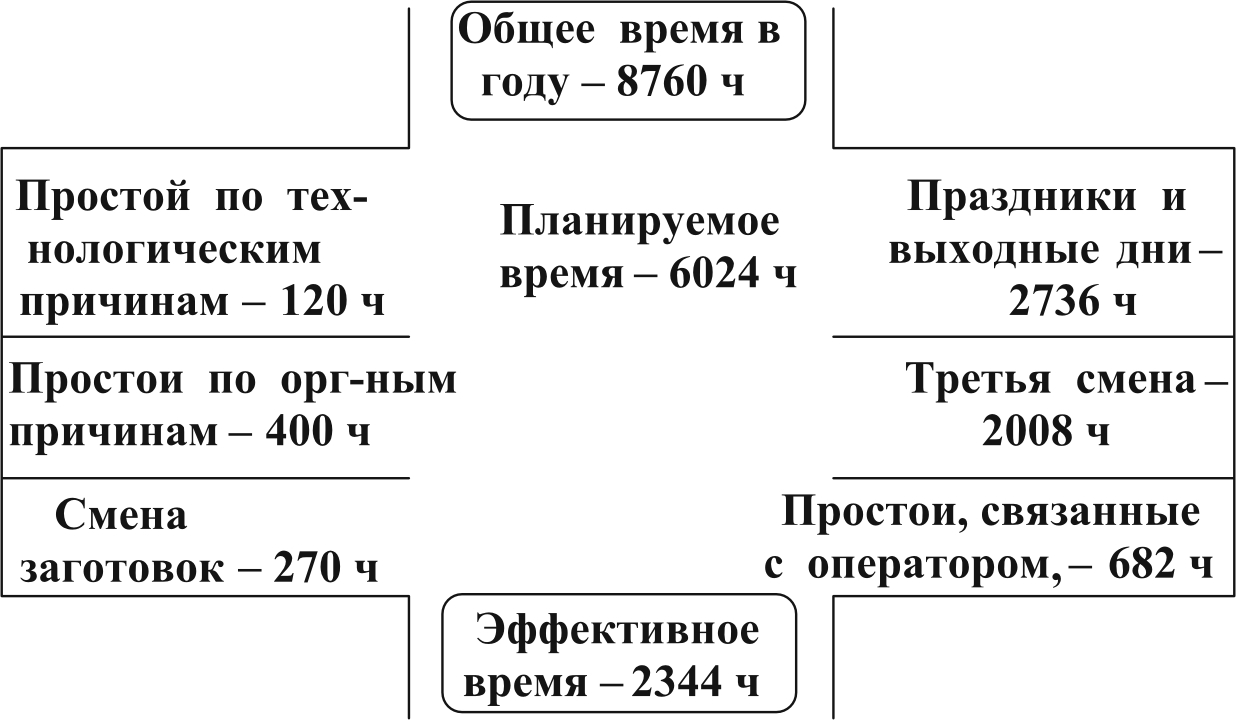
Рис. 2.1. Баланс времени использования производственного оборудования
Множество отдельных микропроцессорных систем автоматизации должны быть объединены в единую – локальную вычислительную сеть. C позиций производительности и гибкости системы автоматизации в машиностроении можно классифицировать по уровню гибкости и производительности (рис. 2.2).
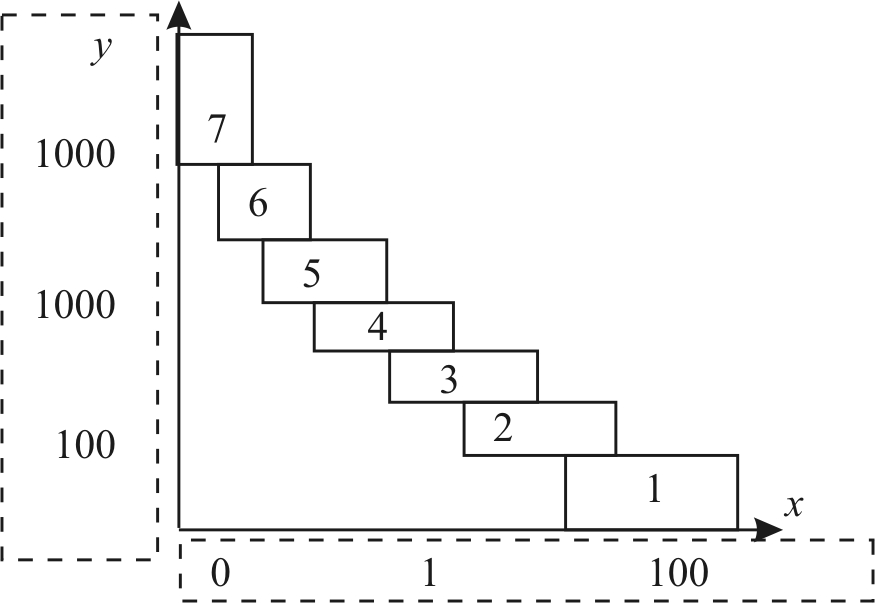
Рис. 2.2. Классификация системы автоматизации в машиностроении: x – закрепленная за оборудованием номенклатура деталей (число партий); y – число деталей в партии; 1 – универсальные станки с ручным управлением; 2 – станки с ЧПУ; 3 – многооперационные станки; 4 – гибкие производственные модули (ГПМ); 5 – гибкие производственные участки (ГПУ); 6 – гибкие линии, цехи; 7 – автоматические линии
Таблица 2.1
Производство станков в основных странах-производителях
Страна- производитель |
Станки |
Станки с ЧПУ/ %-ная стоимость от всех станков |
Роботы |
|||||
1970 |
1980 |
1987 |
1970 |
1980 |
1987 |
1987 |
1984 |
|
СЭВ |
334 |
359 |
380 |
– |
– |
– |
|
|
СССР |
202 |
216 |
156 |
1,6/5,2 % |
8,9/24 % |
21,0/47 % |
|
|
Китай |
139 |
134 |
172 |
– |
– |
– |
|
|
США |
190 |
255 |
95 |
1,9/19 % |
8,9/34 % |
5,0/44 % |
27,1 |
9,4 |
Япония |
257 |
179 |
126 |
1,5/7,8 % |
22,1/50 % |
35,3/70 % |
116,0 |
46,8 |
ФРГ |
164 |
139 |
99 |
0,8/8,3 % |
4,7/28 % |
14/65 % |
12,4 |
4,8 |
Необходимо иметь в виду, что количество станков в машиностроении в 1,5 раза больше числа станочников. Однако потребность в станках с ЧПУ на 1990 год была не удовлетворена (табл. 2.1).