

11.2.4. Система понятий стандарта iso 14649
Другая тенденция в развитии современных систем ЧПУ состоит в создании STEP-NC-интерфейса. В рамках этой тенденции разрабатывают систему ЧПУ типа STEP-NC (STEP-NC-CNC), которая получает STEP-NC-данные, распознает их и не нуждается в дополнительных инструкциях для выполнения задания.
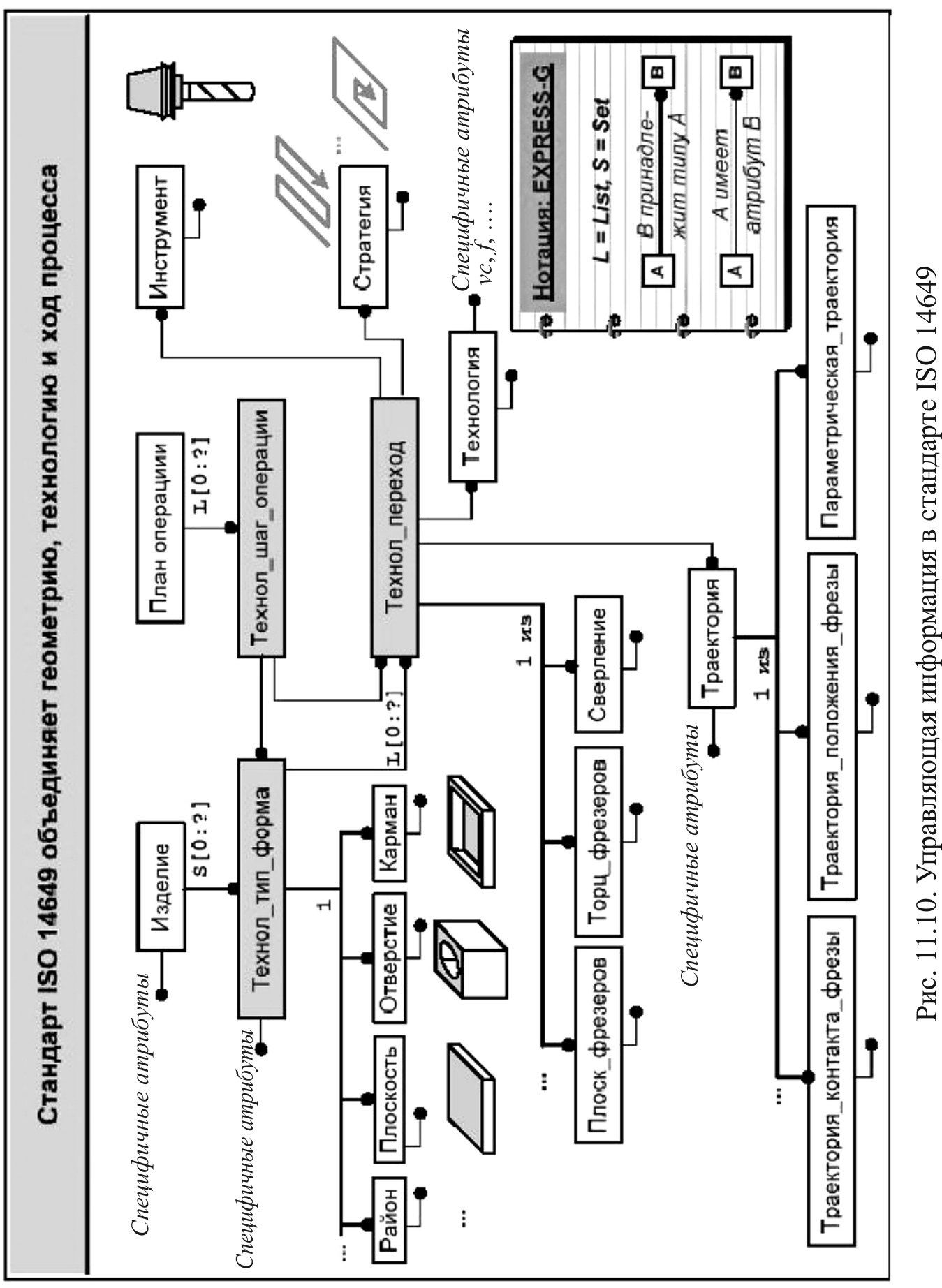
Стандарт ISO 14649 предоставляет системе ЧПУ обширную связанную информацию, которая состоит из четырех разделов: описания задач управления, технологической информации, описания инструмента, геометрического описания. Раздел задач представляет собой логическую последовательность исполняемых блоков и типов данных. Детали каждого шага операции описаны в разделе технологической информации; причем они связаны отношениями с описанием инструмента и геометрическим описанием.
Важнейшим элементом технологического процесса являются типовые формы features, которые определяют области удаляемого материала заготовки, а их внешний вид является частью внешнего вида изделия workpiece. Типовые формы задают параметрически или в виде совокупности образующей и направляющей. Особый случай представляют поверхности свободной формы, для них определяют область, в пределах которой поверхность свободной формы размещается.
Обратимся к тесному взаимодействию задач управления, технологической информации, инструмента и геометрической информации; в лаконичной упрощенной и ясной форме (рис. 11.10).
11.2.5. Чпу, воспринимающие стандарт step-nc
Системы ЧПУ, воспринимающие стандарт STEP-NC (ISO 14649), могут относиться к одному из трех типов.
Первый базируется на традиционном использовании G-кодов (ISO 6983), т.е. построен на основе обычной системы ЧПУ без каких-либо внутренних изменений. Управляющие программы ISO 14649 конвертируются в формат ISO 6983 на уровне постпроцессирования. Строго говоря, этот тип не относится к STEP-NC-CNC.
Второй тип имеет встроенный интерпретатор ISO 14649, который интерпретирует управляющие программы самостоятельно, при этом какие-либо функции искусственного интеллекта отсутствуют.
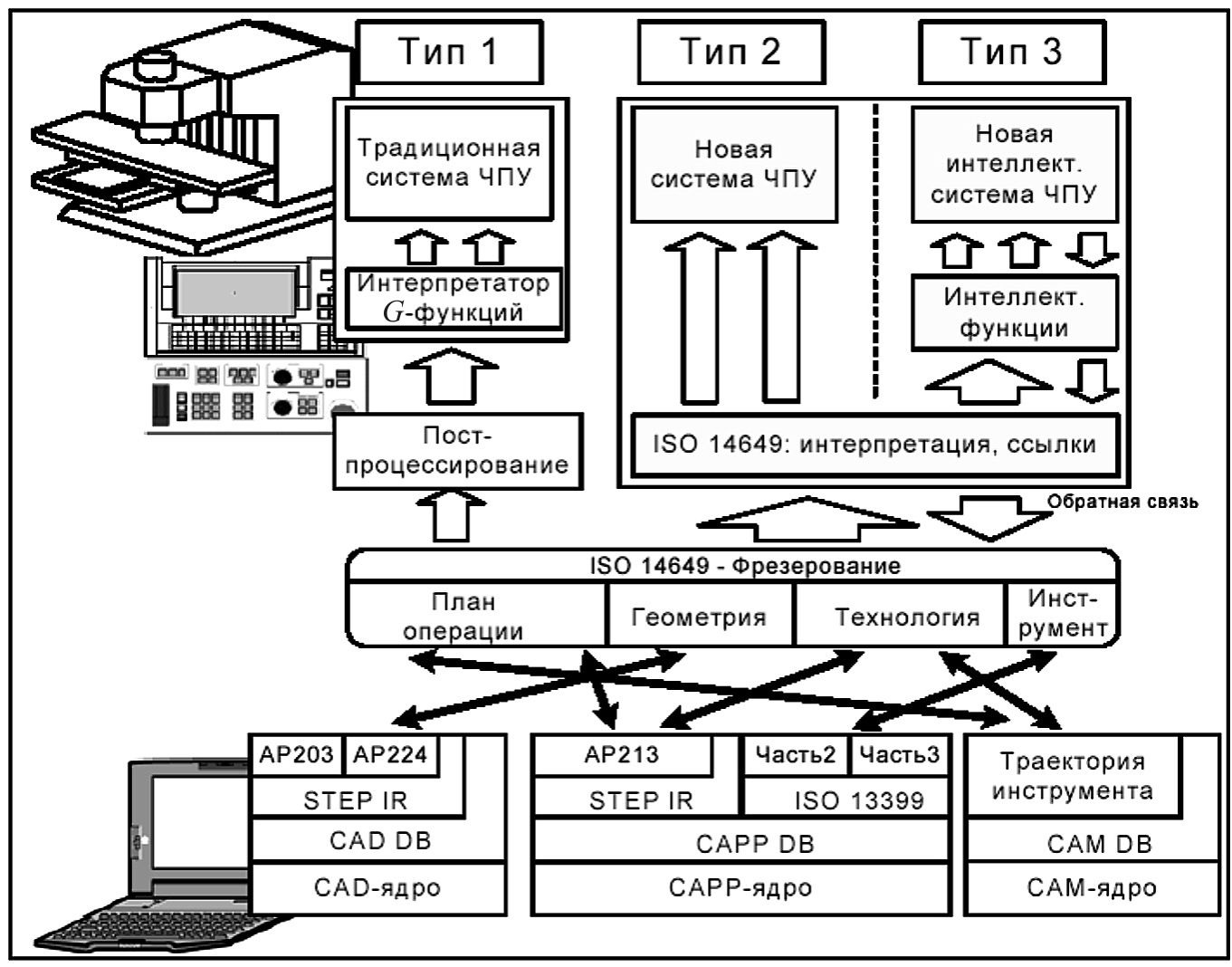
Рис. 11.11. Системы ЧПУ, воспринимающие стандарт STEP-NC
Третий тип является полномасштабным вариантом STEP-NCCNC, располагающим следующими возможностями:
интеллектуальные сетевые функции системы ЧПУ, поддерживающие цепочку CAD-CAM-CNC, выполненную на основе модели ISO 14649;
полная автоматизация цикла от наладки до измерения;
встроенная система искусственного интеллекта, возможность автономного управления объектом.
Управляющие программы ISO 14649 содержат самые разнообразные данные. Используя подобные данные, система ЧПУ способна генерировать траектории инструмента соответственно текущей цеховой ситуации; а также самостоятельно составлять планы операции и адекватно реагировать на непредвиденные события. Несмотря на то, что системы STEP-NC-CNC молоды, они являются очередным поколением систем ЧПУ с открытой архитектурой. Системы принимают на входе STEP-данные (ISO 14649) и выполняют разнообразные интеллектуальные функции.
11.2.6. Среда разработки управляющих программ для систем чпу AdvancEd
AdvancEd представляет собой многофункциональный проблемно-ориентированный редактор управляющих программ для систем ЧПУ, который может быть встроен в систему ЧПУ или может использоваться в качестве самостоятельного приложения в технологическом отделе подготовки управляющих программ. AdvancEd располагает всеми функциями стандартного текстового редактора, а также целым рядом дополнительных свойств, специфичных для редакторов управляющих программ ЧПУ. К числу специфичных функций относятся следующие:
ввод кадров с упрощенной панели оператора, графическая контекстная помощь для конкретной G-функции;
синтаксический и семантический контроль и коррекция вводимых кадров;
определение текущего G-вектора (соответственно состоянию системы ЧПУ) в любой точке управляющей программы; просмотр координат G-вектора для текущего кадра;
осуществление специальных операций с блоками (масштабирование осей, перенумерация кадров);
работа с текстовыми файлами любого объема (с более высокой скоростью, чем известные системы);
вызов внешних приложений;
средство отладки управляющих программ с возможностью моделирования траектории инструмента.
AdvancEd оснащен системой сообщений и диагностики критических ошибок.
В связи с многообразием версий языка управляющих программ корректное выполнение функций редактирования возможно лишь при условии настройки редактора AdvancEd на конкретную версию языка. Эта настройка осуществляется путем описания версии в специальном конфигурационном файле. Для версии WIN32 предлагается специальная инструментальная система разработки конфигурационных файлов – CFG_Editor.
К настоящему времени имеются версии AdvancEd для платформ DOS16, DOS4GW32 и WIN32, причем для первых двух предусмотрена возможность локализации, настройки окружения и установки прав доступа к директориям. В отдельный файл настроек вынесено описание всех диалогов и сообщений об ошибках. Локализация редактора AdvancEd для платформы WIN32 осуществляется заменой соответствующих ресурсов.
На рис. 11.12 приведена блочная структура среды AdvancEd, которая свидетельствует, с одной стороны, о высокой степени ее сложности; а с другой стороны, о ясной и регулярной внутренней организации. Технические характеристики AdvancEd различных версий в сравнении с аналогичными по своему назначению системами приведены в табл. 11.1.
Сегодня отсутствуют какие-либо конкурентоспособные аналоги AdvancEd с подобным же набором услуг и подобной же производительностью. Во всех известных системах отсутствует возможность настройки на конкретную версию языка управляющих программ и синтаксическая коррекция вводимых кадров.
В рамках развития системы ведутся работы по построению AdvancEd в качестве COM-сервера (Component Object Model) для стандартизации использования в различных клиентских приложениях.
AdvancEd поставляется настроенным на конкретную версию языка управляющих программ в виде саморазворачивающегося архива с комплектом сопроводительной документации на русском и английском языках в формате Microsoft Word, Windows 95, version 6.0/7.0.
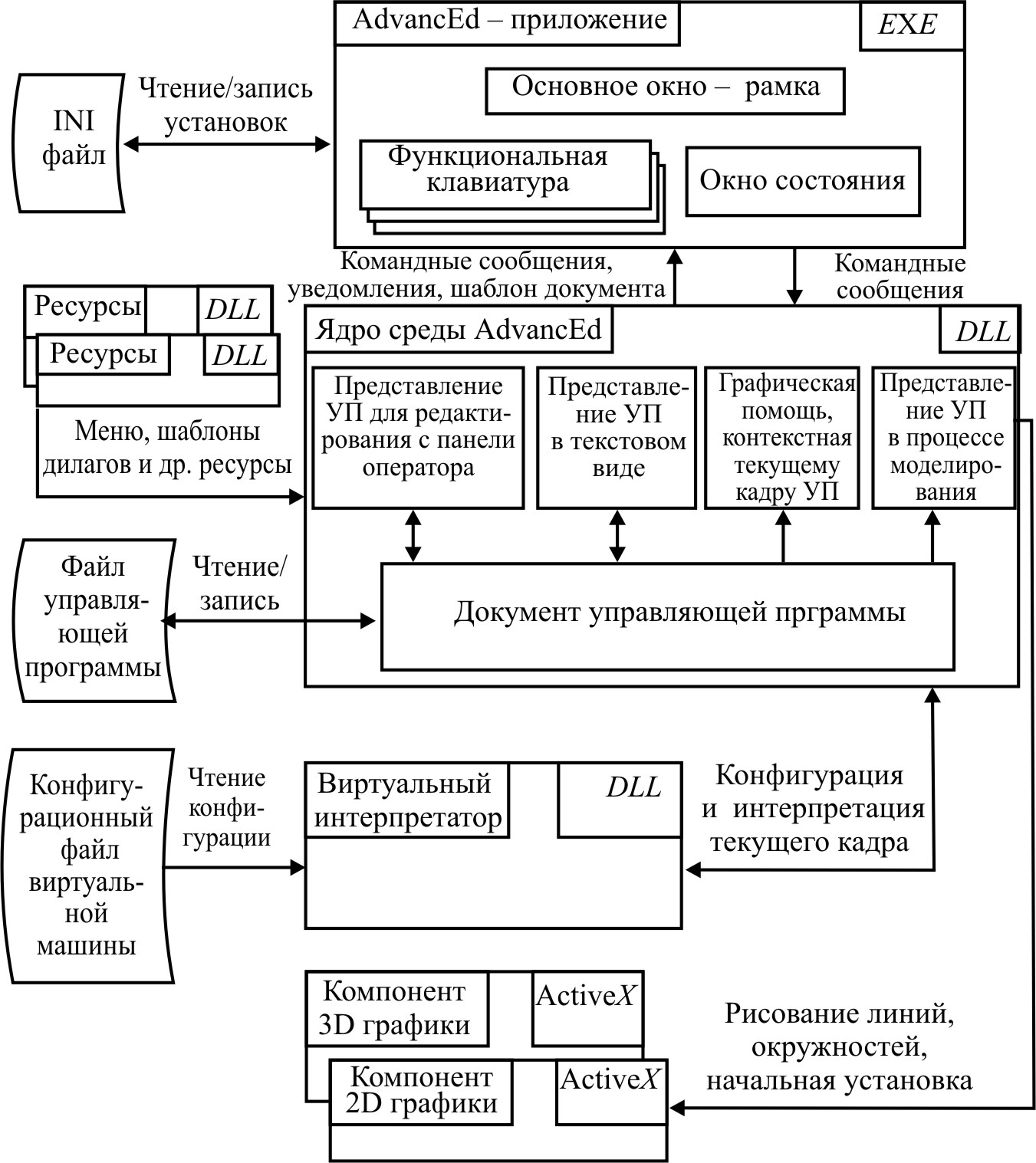
Рис. 11.12. Блок-схема среды разработки УП для систем ЧПУ AdvancEd
В целом AdvancEd представляет собой проблемно-ориентированный редактор управляющих программ для систем ЧПУ. Его основными особенностями являются: контекстная помощь, высокое быстродействие при работе с файлами неограниченной длины и способность настройки на конкретную версию языка управляющих программ (см. табл. 11.1).
В табл. 11.2, 11.3 даны основные сведения по СЧПУ типа СNC и PCNC.
Таблица 11.1
Технические характеристики зарубежных CЧПУ типа AdvancEd
Технические характеристики |
andron-editor Version 1.20m++ Copyright (C) Andron GmbH 1988-1993 Le |
DOS 7.10 (038-I) Aedit Version 2.2 Copyright (С) 1983, 1984, 1985 Intel Corporation |
XYZPRO32 Edit Plus Copyright (С) 1995–1996 Ascendant Technologies |
AdvancEd DOS version 1.35 |
AdvancEd DOS4GW version 2.0 |
AdvancEd Win32 version 1.4 |
Переход на конец файла, мкс |
547 |
123 |
65 |
85 |
21 |
18 |
Сохранение редактируемого файла, мкс |
664 |
132 |
35 |
86 |
21 |
21 |
Поиск строки, мкс |
559 |
128 |
175 |
89 |
25. |
22 |
Сохранение блока, мкс |
390 |
324 |
не реализовано |
87 |
21. |
22. |
Загрузка блока, мкс |
239 |
не реализовано |
не реализовано |
88. |
24 |
23 |
Удаление блока, мкс |
830 |
172 |
0 |
141 |
37 |
2 |
Ренумерация блока, мкс |
не реализовано |
не реализовано |
750 |
1362 |
364 |
524 |
Подсчет G-вектора, мкс |
не реализовано |
не реализовано |
не реализовано |
823 |
176 |
302 |
Таблица 11.2
Характеристики CЧПУ типа CNC и PCNC
№ п/п |
Система ЧПУ |
Область применения |
Количество управляемых координат (осей), интерполяция |
Скорость рабочих подач и шпинделя |
Датчики перемещения
|
Тип и емкость памяти
|
Связь с внеш- ней средой + вх./вых. |
Наработка на отказ, часов. Цена |
Средства управления
|
Процессор |
|
||||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
1 |
2Р22 |
Упр. металлообрабатывающими станками |
Одновременно линейная по 3, круговая по 2
|
|
- ВТ; - СКВТ; - резольвер; - ФЭД-; - преобразо-ватель изм. линейных перемещений; - преобразо-ватель многополюсный бесконт.
|
- RAM: 8 кб; - C MOS RAM: 2 кб Программоноситель: 8-дорожечная перфолента; - магнитная кассета МК-60 |
|
2000
|
Пульт управления; клавиатура; панель индикации
|
Микро-ЭВМ «Электроника-60М» |
2 |
2С42 |
Сложные станки; обрабат. центры; токарные станки, оснащенне СЭП |
До восьми осей всего. Одновр. управление при линейной: 4 оси при круговой в одной координатной плоскости |
10…9999,999 мм/мин. Vmax = 15 000 мм/мин |
КНМЛ, ФСУ - для хранения УП, ППР, параметров, коррекций: 64 кб; - для хранения констант станка, программ Э/А, ПТЦ: 16 кб ППЗУ-128 кб C MOS RAM-40 кб
|
|
2000
|
Дисплей ЭЛТ; пульт управления; пульт коррекций
|
Микро-ЭВМ «Электроника – МС 1201.02» |
Продолжение табл. 11.2
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
3 |
МАЯК-542 (Ижевск ) |
Для упр-вления технологическим оборудованием
|
Одновременно 5 лин-ая + шпиндель, круговая, винтовая; время серво-цикла 5 мс |
1–12 000 мм/мин; корр. скорости подачи: 10–200 % |
Индукционные, фотоэлектрические (круговые и линейные) |
1,44 FDD ППЗУ: 64 C MOS RAM 16 кб (120 ч)
|
ИРПС RS485 Ethernet 10M
144/96
|
5000
110 тыс. |
Цветная ЖК панель 10.4 TFT или ЭЛТ 9” 640×480; клавиатура: клавиши цифровые, символьные перемещения курсора; функциональные, включения и выключения сети
|
КМ1801ВМ2 |
4 |
МАЯК-600 (Ижевск ) |
Одновременно 8 лин-ая + шпиндель, круговая, винтовая
Время сервоцикла 2 мс |
1–30 000 мм/мин; корр. скорости подачи: 0–200 %; макс. унит. код для ШД 75; 86; 96 кГц |
Flash-диск: 8 Мб* ОЗУ: 8 Мб* C MOS RAM – 64–1024 кб (1000 ч) FDD
|
10 000
120 тыс. |
IBM PC совместимый одноплатный пром. компьютер Intel 486DX |
||||
5 |
ЛУЧ – 430ТМ (Ижевск ) |
Упр. станком токарным специальным СТ – 200 |
Число приводов подач: 6, из них одновременно: при линейной – 3, при круговой – 2 |
10–9999,999 мм/мин; Vmax = 15 000 мм/мин |
ФЭД |
– Для хранения УП, ППР, параметров, коррекций: 64 кб; – для хранения констант станка, программ Э/А, ПТЦ: 16 кб |
RS232
128/64 |
5000
100 тыс. |
Дисплей ЭЛТ 135×155; пульт управления; клавиатура; панель индикации |
|
Продолжение табл. 11.2
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
6 |
Электро- ника НЦ – 31
|
Основная область прим-ния – упр. токарными станками
|
До трех осей; одновременное управление по двум; линейная, круговая, резьбонарезания |
1–9999 дискр./мин;
Vmax = 9999 дискр./мин |
ВТ; СКВТ; индуктосин; ФЭД; преобразователь многополюсный бесконтактный; резольвер |
– Емкость памяти RAM: 8 кб; – емкость памяти C MOS RAM: 2 кб ( ≥120 ч) ПЗУ 16 кб; кассета электр. памяти |
15/16 |
5000
120 тыс |
Пульт управления; клавиатура; панель индикации
|
Эл-ка-НЦ |
7 |
Электроника МС 2101 |
Упр. токарными многоцелевыми группами станков
|
До трех координат управление при интерполяции: при линейной: 3 оси; при круговой: 2 оси;
Время сервоцикла 10 мс |
0,01–10 000 мм/мин; Vmax = 15 000 мм/мин; ск. шп-деля: 1-5000 об/мин; корр. ск. пода-чи: 20–120 % корр. ск. шпинделя: 2–120 % |
Фотоимпульсные |
ПЗУ+ ППЗУ: 32 кб; C MOS RAM: 32 кб; программо- носитель: ЦМД (время хранения не ограничено) |
ИРПС
128/64
|
13 000
130 тыс. |
Дисплей газоразр 153,5×153,5; пульт управления; клавиатура; панель индикации
|
микро-ЭВМ «Электроника – МС 2101» |
8 |
NC-110 ООО «Балт-Систем» |
Сложные ст-ки фрезерно-сверлильно-расточной и токарно-карусельно- |
До 16 (включая шпиндель) одновременно; 8 осей непрерывных + 2 оси с перемещением «от |
от 0,01 до 99 999,99; корр. ск. шпинделя: 75–125 %; корр. ск. подач 0–125 % |
ФЭД |
Тип и емкость памяти: ОЗУ 8–64 Мб; Flash до 72 Мб HDD FDD |
RS232 с ПО –RS422 LPT Ethernet 48/32×8+ Анал./ |
15 000
180 тыс.
|
Видеомонитор TFT-10.4” или 14” ЭЛТ 1024×768 – 256; клавиатура; |
PEN- TIUM MMX 226 МГц; |
Продолжение табл. 11.2
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
|
револьверной групп
|
точки к точке», 1 ось шпинделя |
|
|
|
входы: энкодеры
|
|
панель алфавитно-цифровая Кнопки перемещения курсора; панель функ. клавиатуры; консоль вкл./ откл. |
|
9 |
NC-200(210)
|
4 + шпиндель; линейная, круговая, лин-но- круг-ая (винтовая) |
RS232
64/48+ 8 анал. |
20 000
120 тыс. |
5×86 или PENTIUM MMX |
|||||
10 |
WL5LT (WL3T) |
Карусельные и токарные станки
|
Одновременно 2 + 1 (план-шайба); линейная, круговая |
0–32 000 мм/мин; Vmax до 32 м/мин; корр. ск. подач и шпинделя 0–120 % |
Линейный (оптический), круговой (оптический) с цифровым выходом |
Флэш-память от 3 Mб до 256 Mб; 3–16 Мб для УП |
RS232 RS485 FTR-клиент по Ethernet-10
САN-интерфейс |
10 000 |
Дисплей; ПО; клавиатура динамическая функциональная; ручка изм. скорости подачи; ручка изм. скорости шпинделя; клавиши включения и выключе- ния |
|
11 |
WL4M |
Фрезерные станки |
До 4 осей; одновременное управление по трем; линейная; круговая (спиральная) |
0–15 000 мм/мин; Vmax до 20 м/мин; коррекция ск. подач 0–130 % |
10 000
160 тыс. |
|
||||
12 |
Anilam 3300MK |
|
Время сервоцикла 5 мс |
|
|
ОЗУ до 32 Мб HDD |
RS232 САN |
|
ЭЛТ 1411 |
486DX4 100 МГц |
Продолжение табл. 11.2
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
13 |
SINUMERIK 802 C |
Для малых компактных станков
|
3 оси + 1 шп. лин-ая по 3 осям; круг-ая; винт-ая 2D+1 |
Ск. шпинделя программируемая (до 999,999 об/мин); ск. подачи программируемая (макс. 100 000 мм/мин)
|
Инкрементальный датчик
sin/cos;
абсолютный датчик с интерфейсом EnDat;
дополнительный датчик шпинделя |
Пользовательская память ЧПУ (долговременная) для программ и данных: 256 кб и более |
RS232 + Profibus
64/64 |
25 000
|
Панель оператора OP 020; плоский LCD дисплей 5,7” 320×240; станочный пульт MCP |
|
14 |
SINUMERIK 802 S |
3 оси лин-ая по 3 осям; круг-ая; винт-ая 2D+1 |
25 000
|
|||||||
15 |
SINUMERIK 802 D |
Для станков |
4 осями + 1 шп. лин-ая по 3 осям; круговая; винтовая; в полярных координатах |
144/96 |
20 000
180 тыс. |
Плоская па- нель операто- ра монохром- ная или цвет- ная 10,4”; полная ЧПУ клавиатура; станочный пульт MCP |
|
|||
16 |
SINUMERIK 810D |
Модульная система ЧПУ для станков |
Максимум 5 осями (или 4 осями + шпинделем) |
RS232 RS485 + Profibus 144/ 96 |
20 000
|
ТFT 10,4” монохромн. или цветная; кнопочная панель PP 031-MC; ручной пульт управления тип B-MPI; ручной пульт программирования PHG, тип MPI |
|
|||
17 |
SINUMERIK 840D |
По заказу |
|
RS232 RS485 + Profibus |
AMD K6-2 233 МГц; Celeron 650 МГц; Pentium 3 933 МГц |
Продолжение табл. 11.2
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
18 |
FMS-3000
FMS-3100
FMS-3200 |
Фрезерные копировальные станки; обрабатывающие центры; токарные станки |
8 + шпиндель; одновременно линейная по всем осям; круг-ая по 2; линейно-круговая по 3 осям |
1–24000 мм/мин; Vmax = 24000 м/мин; корр. ск. подачи: 0–200 % |
Фотоимпульсные |
Flash-диск: до 144 Мб FDD HDD CD-ROM
|
RS232 ISA PCI COM LPT Ethernet
От 64 до 468 |
50 000
240 тыс. |
Цветной TFT 10”/15 повышенной яркости; клавиатура со свободно-программируемыми клавишами с индикацией |
До P-III 1 ГГц, RAM 512 Mб |
19 |
Fagor CNC 8055 MC |
Фрезерные станки |
До 7 |
|
|
ОЗУ до 1 Мб Flash-диск |
|
|
LCD 1111 |
|
20 |
NC-2000 |
Станки, роботы , техн. об-ие |
Время сервоцикла 55 мкс |
|
ФЭД |
ОЗУ 0,7 Мб FDD |
64/48 |
|
|
|
21 |
ДиаНа-СLС |
Станки (модернизация) |
|
|
|
|
32/32 |
|
|
|
22 |
TNC 410/426/430 |
Станки |
От 4 до 9 |
|
|
НDD 2 Гб |
RS232 RS485 Ethernet |
|
ЭЛТ 15” TFT 10,4” |
|
23 |
TNC 124 |
Для фрезерных сверлильных и расточных станков |
3 управляемых, 1 неупр. (для индикации положения) |
0–30 000 мм/мин |
Лиин. и угл. датчики произв-ва HEIDENHAIN (предпочтительно с ФЭД) |
Память программ: 128 кб |
RS232
ИК |
15 000
600 тыс. |
Плоский экран, монохромный 192×120 мм (640×400 пикселей)
|
|
24 |
ТNC-426
Tipp-NC
(НМЗ) |
Электроэрозионные станки |
4 + шп.; сферическая; винтовая |
0–15 000 мм/мин |
Прямая изм. система с масштабными ли- нейками; лин. и угловые датчики |
Память программ: 128 кб |
RS232
|
550 тыс. |
|
Окончание табл. 11.2
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
25 |
AGIEVISION (НМЗ) |
Совместно c TNС-426 |
– |
– |
– |
ПЗУ – 9 Гбт ОЗУ – 64 Мбт |
|
До 1 000 тыс. |
Цветной LCD 10,4!! |
|
26 |
ABMS-001B Ереван 2003 |
Со сложными станками и обр. центрами, а также ток. ст-ми, оснащенными СЭП |
3 + шп.; линейная векторная, круговая, сферическая винтовая |
Vmax = 30 000 мм/мин; коррекции скорости подачи: 0–150 % |
|
128 Мб RAM 10 Гб HDD 1,44 FDD |
|
15 000 |
Дисплей 17” TFT; клавиатура + мышь
|
Intel P3 595 MHz
|
27 |
WinPCNC |
|
До 8 упр. и интерполируемых осей |
До 10 м/мин S-кривая |
ФЭД |
ОЗУ 512 Мб ПЗУ FDD HDD CD-ROM |
LPT CANBus По заказу |
20 000 |
Дисплей TFT; клавиатура |
Pentium-III 1 ГГц |
28 |
Advantage 900 Brick |
|
4–8 осей |
|
|
ОЗУ 512 Мб HDD 40 Гб
|
6х USB RS232 RS485 Ethernet 10|100+ Modbus |
|
LCD 1511
|
Pentium-4 2 GHц
|
29 |
Advantage 400 |
|
До 5 осей |
|
|
Flash-диск: до 128 Мб; SD RAM 64 Мб |
USB Ethernet 32/16 |
|
ТFT 8,411
|
Р-586 166 МГц |
30 |
MSH PC-104 |
|
До 8 станков (по 4 оси); время сервоцикла 5 мкс |
|
|
|
USB Оптоволокно 32/32 |
|
|
|
Таблица 11.3
Характеристики CЧПУ типа CNC и PCNC (продолжение табл. 11.2)
№ п/п |
Система ЧПУ |
Питание. Потребляемая мощность и ток |
Габариты, мм (ШВД) |
Масса, кг
|
Условия эксплуатации |
Комментарии |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
2Р22 |
380 В ( –15+10 %); частотой 50 Гц (–2+2 %); не более 1100 ВА |
– блок приборный 6254401305 145 кг; – пульт управления 325260120 6 кг; – блок БОСИ 225225262 8 кг; – КНМЛ «Искра» 165110218 3 кг; – ФСУ 482374205 18 кг |
T окр от 5 до 40 °С; относительная влажность воздуха от 40 до 80 % при 25 °С, Ратм от 630 до 800 мм рт. ст. |
Выпускаются комплектующие и заменяющие блоки
|
АЦП 10-разр. |
|
2 |
2С42 |
380 (+38 %, –57 %) В; (50±1) Гц; защита от КЗ, не более 900 ВА |
1786670450
|
205 кг |
|
ЦАП ± 10 В /10 разр. |
|
3 |
МАЯК-542 |
501 Гц, напряжение: 220 (+10 %, –15 %) В, не более 120 ВА |
Блок управления 210305336; пульт оператора 520320290 |
Блок управления: 12 кг; пульт оператора: 10 кг |
T окр от +5 до +40 С, относительная влажность воздуха от 40 до 80 % при температуре 25 С, Ратм от 630 до 800 мм рт.ст
|
www.izhprest.udm.ru Ижевск НПП «Ижпрэст» создано на базе НИТИ «Прогресс» (оборонная пр–ть) в 1992 году; ФС-2К – 1970; Луч-43 –1976; Маяк-221 – 1980; Маяк-223МП – 1985; |
ЦАП ± 10 В /12 разр. + знак язык ЭА – ЯФП; язык УП – ISO – код 600 – содержит одноплатный компьютер 610 – обычный РС |
Продолжение табл. 11.3
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
4 |
МАЯК-600 |
|
Блок управления 210315336 12 кг; пульт оператора: с TFT 510320160 7 кг; с ЭЛТ 520320290 10 кг |
|
Маяк-42 – 1985; Маяк-400 – 1992; Маяк-500 –1999; Маяк-600 –2002 |
|
|
5 |
ЛУЧ - 430ТМ
|
220 Вт от +10 % до –15 % , не более 800 ВА |
Устройство управления 2731275722 165 кг; пульт управления 30022090 2,3 кг; пульт индикации 300220233 6,3 кг |
|
|
||
6 |
Электроника НЦ-31
|
220 (+22 %, –33 %) В, 501 Гц, 400 ВА |
|
|
Tокр от +5 до +45 С
|
Выпускаются комплектующие и заменяющие блоки
|
|
7 |
Электроника МС 2101 |
501 Гц, 220 (+22 %, –33 %) В, 350 ВА |
490395495 |
55 кг |
|
|
|
8 |
NC-110 ООО «Балт-Систем» |
220 (+22 %, – 33 %) В, 50±1 Гц, без периферии 45 Вт, 275 мА
|
ПО-ЭЛТ 482340380; ПО-TFT 43030072; станочный пульт с ЭЛТ 48222082; станочный пульт с TFT 43019590 |
12 кг |
T окр от +5 до +40 °С; отн. влажность от 10 до 80 % при 25 °С |
ООО «Балт-Систем» С-Петербург (cоздана в 1997 году) www.bsystem.ru |
Язык УП – свой; язык ЭА – PLC; ЦАП – AD7545: 13 бит + знак; 4 ЦАП/4 энкодера |
Продолжение табл. 11.3
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
9 |
NC–200(210) ООО «Балт-Систем» |
|
432340136 |
9 кг |
T окр от +5 до +50 °С; отн. влажность 40–95 % при 25 °С |
|
|
10 |
WL5LT (WL3T) |
|
|
|
|
Wtst Labs Ltd 2000 команды в стандарте EIA RS-274-D (Interchangeable Block Data Format for NC Machines); запись в коде КОI-8R(ASCII) |
16-разр. ЦАП |
11 |
WL4M |
|
|
|
|
|
|
12 |
Anilam 3300MK |
|
|
|
|
|
|
13 |
SINUMERIK 802 C |
24 В DC (+20 %, –15 %) 24 Вт |
Модуль ЧПУ (ECU) 42030083 |
Модуль ЧПУ (ECU) 4,5 кг |
T окр от 0 до 55 °С; содержание влаги в воздухе от 5 до 95 %;
|
Язык PLC-STEP7 (SIMATIC S7-200) |
Аналог. упр. приводами; отдельно ПО и ЧПУ; малые размеры; простое прогр-ие; модули ЧПУ и РLC на профильной шине S7 |
14 |
SINUMERIK 802 S |
|
Модуль ЧПУ (ECU) 200125118 |
Модуль ЧПУ (ECU) 0,9 кг |
|
|
|
15 |
SINUMERIK 802 D |
|
Модуль ЧПУ (ECU) 31033070 |
Модуль ЧПУ (ECU) 4,9 кг |
T окр от 0 до +50 °С
|
|
ПО, ЧПУ, PLC – все на шине Profibus, в том числе ЭП |
Продолжение табл. 11.3
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
16 |
SINUMERIK 810D |
Через приборную шину SIMODRIVE 40 Вт
C 3 сил. мод.– 342 Вт |
Модуль ЧПУ + силовая часть (СCU) 150480288 |
Модуль ЧПУ + силовая часть (СCU) 11,4 кг
|
T окр от 0 до 55 °С |
Язык УП-стандарт ISO (ISO 6983 (DIN66025)) и язык высокого уровня SINUMERIK; язык PLC-STEP7; цифровой ЭП Simodrive 611 PLC SIMATIC S7-300 |
Моноблочная система ЧПУ ССU , в том числе ЭП Simodrive 611 |
17 |
SINUMERIK 840D |
|
Блок NCU 50316115 |
Блок NCU 3,2 кг |
|
|
Открытая программная среда; легкость адаптации к кинематике |
18 |
FMS–3000 FMS–3100 FMS–3200 |
50±1 Гц, 220 (+10 %, –15 %)
|
48322065 |
9 кг |
|
ООО «МОДМАШ–СОФТ» Н. Новгород создана в 1996 году www.modmash.nnov.ru |
ISO-код ; библиотека RT-Kernel 6х ЦАП |
19 |
Fagor CNC 8055 MC |
|
|
|
|
Фирма «Fagor» (Испания) |
6х АЦП 8х ЦАП |
20 |
NC-2000 |
45 Вт |
150(200, 225) 480280 |
|
T окр от +5 до +50 °С; отн. влажность 40– 95 % при 25 °С |
НПП «Модель» в 2001 |
Из базовых узлов Advantech, Fastwell, Grayhill, Omron 5х ЦАП |
21 |
ДиаНа-СLС |
|
|
|
|
|
Из базовых узлов Advantech 6[х ЦАП |
22 |
TNC 410/426/430 |
|
|
|
|
Heidenhain Corp. (CША) |
Язык ISO |
Окончание табл. 11.3
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
23 |
TNC 124 |
24 В DC около 27 Вт |
|
6,5 |
T окр от 0 до +45 °С |
|
|
24 |
ТNC–426 Tipp–NC (НМЗ) |
|
|
10 |
|
Входит в состав обрабатывающего центра «ПКОМАКС 60-М» (Нытвенский мет. з-д) |
|
25 |
AGIEVISION (НМЗ) |
|
|
До 15 |
|
|
|
26 |
ABMS–001B
Ереван 2003 |
380 В с частотой (50±1) Гц, защита от перегрузок и КЗ; не более 700 Вт |
6606602000 |
120 |
T окр от 0 до +55 С, отн. влажность воздуха от 10 до 90 % при 25 С, Ратм от 84 до 107 кПа |
Ереван 2003 |
ISO-код Квант обновления 62,5–500 мкс; контроллер движения фирмы National Instruments PCI 7344 |
27 |
WinPCNC |
50±1 Гц, 220 (+10 %, –15 %) |
|
|
|
ЭП анал-й ±10 В |
Windows NT|2000|XP + RTX ISO– код |
28 |
Advantage 900 Brick |
90–264 VAC
24 VDC |
|
|
|
«Delta Tau Data Systems Inc.» (США), блок ЧПУ, PLC , ЭП вместе ЭП цифровые только |
Windows XP |
29 |
Advantage 400 |
|
|
|
|
ЭП, в том числе анал. (±10 В)
|
АЦП 12-разр Windows СЕ.net |
30 |
MSH PC–104 |
|
|
|
|
|
ЦАП 12 бит или прямо ШИМ на ЭП 8х АЦП |
Изменение возможностей отечественных СЧПУ за 1992–2002 годы представлено в табл. 11.4 для модификаций СЧПУ «Маяк» («Ижпрэст»).
Таблица 11.4
Характеристика СЧПУ, выпускаемые НПП «Ижпрэст»
Основные характеристики |
Маяк-400 |
Маяк-500 |
Маяк-600 |
Количество управляемых осей + шпиндель |
4+1 |
5+1 |
8+1 |
Диапазон скоростей рабочих подач, мм/мин |
1–12 000 |
1–12 000 |
1–30 000 |
Ввод/вывод управляющих программ |
дискета 3,5״ RS232С |
дискета 3,5״ Ethernet 10M |
дискета 3,5״ Ethernet 10M |
Встроенный САПП |
– |
+ |
+ |
Тригонометрические функции |
– |
+ |
+ |
Зеркальное отображение |
– |
+ |
+ |
Поворот осей |
– |
+ |
+ |
Полярные координаты |
– |
+ |
+ |
LOOK AHEAD |
– |
– |
+ |
Редактирование УП во время отработки |
– |
– |
+ |
Постоянные циклы |
– |
+ |
+ |
Возможность программирования циклов пользователя |
– |
– |
+ |
Преднабор |
– |
+ |
+ |
Графическое отображение траектории движения инструмента |
– |
+ |
+ |
Цифровой осциллограф для настройки приводов |
– |
– |
+ |
Такт управления приводами, мс |
5 |
5 |
2 |
Многоуровневая система доступа |
– |
– |
+ |
Непрерывные оси вращения |
– |
+ |
+ |
Ведение журнала работы с сохр. времени появления ошибок |
– |
+ |
+ |
Видеографический адаптер |
|
|
SVGA |
Канал компьютера для связи с внешними устройствами |
|
|
LPT COM |
Тип интерфейса компьютера для связи с внешними модулями |
|
|
PC-104 ISA |
Операционная система |
|
|
MS-DOS |