

3.2. Дискретизация по уровню и по времени непрерывного сигнала
При преобразовании непрерывного сигнала в дискретный осуществляется квантование по уровню и по времени.
На рис. 3.2 представлен непрерывный сигнал и полученный из него после квантования по уровню и по времени цифровой сигнал.
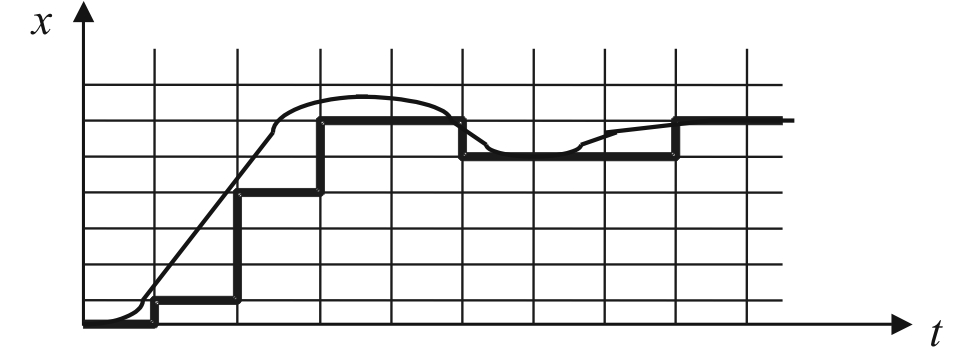
Рис. 3.2. Непрерывный сигнал и полученный из него после квантования по уровню и по времени цифровой сигнал
При преобразовании всегда возникает вопрос: каковы должны быть кванты по уровню и по времени?
Величина
кванта по уровню – это, как правило,
разрешающая способность системы
управления, единица младшего разряда
цифрового кода. Учитывая, что непрерывные
сигналы датчиков и регуляторов систем
управления и других источников не могут
быть точнее 0,025–0,1 %, нет необходимости
иметь точность преобразования более
высокой. Поэтому используются
10–12-разрядные ЦАП и АЦП. При 10-разрядном
преобразователе инструментальная
погрешность = ![]() = 0,1 %,
при 12-разрядном преобразователе =
= 0,1 %,
при 12-разрядном преобразователе =![]() = 0,025 %.
= 0,025 %.
Квантование по времени вносит в системы управления запаздывание на период квантования. Следует учитывать и теорему Котельникова – Шеннона, согласно которой предельная полоса пропускания дискретной системы теоретически не может быть больше половины частоты квантования: fпр fкв/2.
Теорема: если непрерывная функция x(t) удовлетворяет условиям Дирихле (ограничена, кусочно-непрерывна и имеет конечное число экстремумов) и ее спектр ограничен некоторой частотой среза С, то существует такой максимальный интервал t между отсчетами, при котором имеется возможность безошибочно восстанавливать дискретизируемую функцию x(t) по дискретным отсчетам. Этот максимальный интервал t = /С = 1/(2fC).
Чрезмерное увеличение частоты квантования требует увеличения скорости вычислений в дискретной части системы. Но нет особой необходимости увеличивать полосу пропускания дискретной части больше, чем полоса пропускания непрерывной части системы. Это не дает преимуществ.
Например, тиристорные следящие приводы не позволяют получить полосу пропускания по контуру скорости выше, чем 30–40 Гц. Тразисторные приводы (ШИМ с ДПТ, вентильный двигатель) имеют полосу пропускания выше 100 Гц. Поэтому в системах ЧПУ при управлении тиристорными следящими электроприводами частоту квантования принимают 100–125 Гц (период квантования (8–10 мс)).
При управлении транзисторными приводами получить полосу пропускания дискретной части 250–300 Гц не всегда удается. Быстродействие электроприводов тогда используется не в полной мере.
3.3. Аппаратные информационные уровни
1. Уровень объекта – физический уровень (полевой уровень):
скорость, положение, температура, давление, расход, U, I, фаза, частота, цифровой код, t > tдоп, включено/отключено, замкнуто/ разомкнуто и т.д.
2. Уровень ЭВМ, регуляторов, систем исполнения (контроллерный уровень):
буквенно-цифровые и цифровые коды
3. Уровень оператора:
входы – световая, звуковая, графическая (дисплей, прибор) информация,
выход – механическое воздействие на кнопки, клавиши и др. управляющие устройства.
3.4. Преобразователи информации
Поскольку в системах автоматизации информация существует в разнообразных формах, требуется преобразовывать информационные сигналы из одной формы в другую.
Ниже, в табл. 3.1, представлены основные возможные преобразователи информации.
Таблица 3.1
Преобразователи информации
Конечная информация Начальная информация |
U, I |
f |
Фаза |
Цифровой код |
U, I |
Усилители, нормализаторы, согласователи уровней |
ПНЧ |
ПНФ |
ПНК (АЦП) |
f |
ПЧН |
Делители частоты |
ПЧФ |
ПЧК |
Фаза |
ПФН |
– |
– |
ПФК |
Цифровой код |
ПКН (ЦАП) |
ПКЧ |
ПКФ |
Преобразователи кода |
Необходимо представлять принципы преобразования информации из одного вида в другой, что и будет рассмотрено в данном пособии.
Информационные потоки соответствуют конкретному технологическому процессу. Однако можно выделить обобщенную локальную систему автоматизации (рис. 3.3).
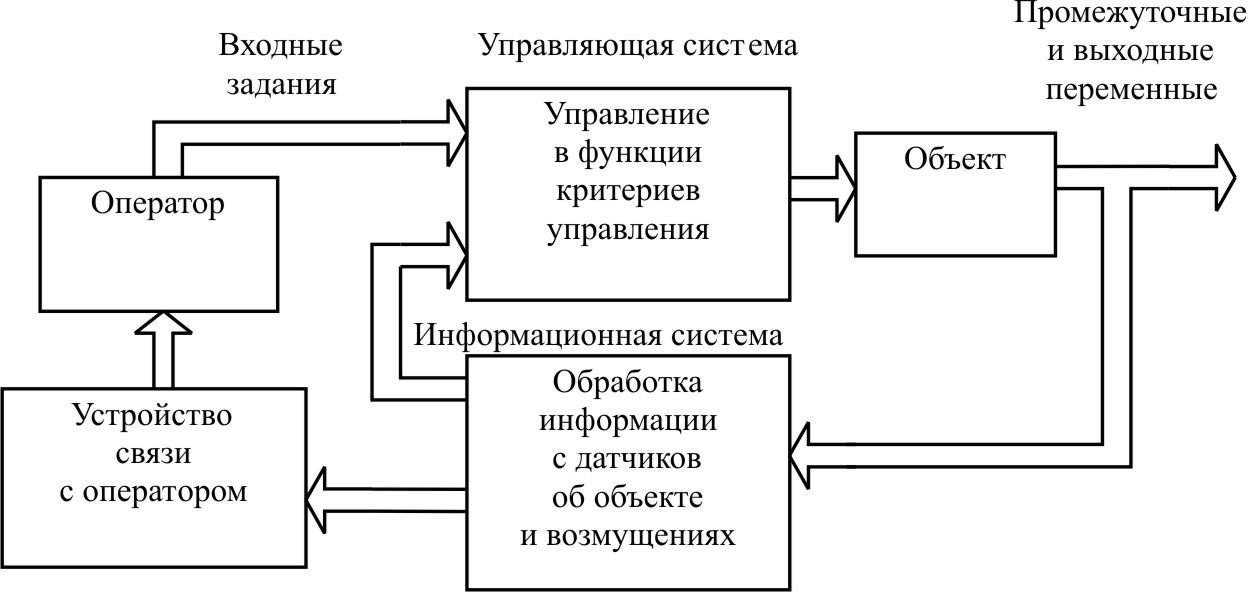
Рис. 3.3. Обобщенная локальная система автоматизации
В настоящее время любой производственный процесс – это автоматизированная система управления. Часть задач решается с помощью технических средств, когда человек освобождается от автоматического получения, обработки, передачи информации, выработки адаптационных управляющих воздействий.
Но часть задач решается с использованием интеллектуальных и физических возможностей человека.