

Koнтpoльні інструменти
Контрольні інструменти застосовують для перевірки розмірів більшої кількості виробів і деталей однакової форми і конструкції.
Сюди входять різьбові шаблони для вимірювання гвинтової різі, різні калібри для вимірювання різі, товщини тонкого листа і діаметра дроту.
Штангенциркулі (гoct 166-80)
Штангенциркуль інструмент для вимірювання зовнішніх і внутрішніх розмірів з точністю 0,05 і 0,01 мм. Штангенциркулі бувають кількох типів.
1. ШЦ-1 з двостороннім розташуванням губок для зовнішніх і внутрішніх вимірювань з лінійкою для вимірювання глибин.
2. ШЦ-Т з одностороннім розташуванням губок, покритих твердим сплавом, для зовнішніх вимірювань і з лінійкою для вимірювання глибин.
3. ШЦ-П з двостороннім розташуванням губок для зовнішніх вимірювань і для розмітки.
4. ШЦ-3 з одностороннім розташуванням губок для зовнішніх і внутрішніх вимірювань.
Для вимірювань у торгівлі найбільш зручними є штангенциркулі типів ШЦ-1 і ШЦ-П.
Ноніус і мікрометричний гвинт. З’єднаємо разом дві різномасштабні лінійки, як це показано на рис. 1. Нехай ціна поділки (довжина однієї поділки) верхньої лінійки дорівнює l1, а нижньої – l2. Лінійки використовують ноніус, якщо існує таке ціле число k, при якому
кl1 =(k ± l)l2. (1)
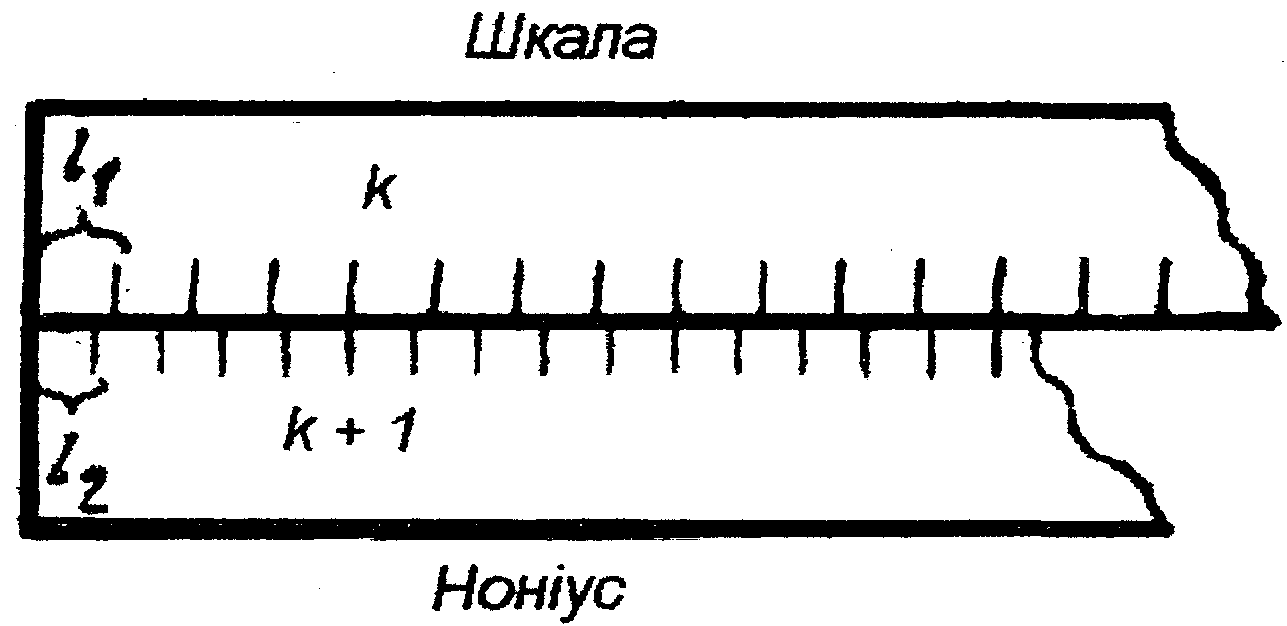
Рис. 1. Ноніусна шкала
У лінійок, зображених на рис. 1, k = 4. Нижній знак у формулі (1) використовується для випадку, коли l1 > l2, тобто поділки нижньої лінійки довші поділок верхньої. Якщо l1 > l2, слід вибирати верхній знак. Для визначеності будемо вважати, що l1 < l2. Величина
= l1 l2 = l1 / (k +1) = l2 / k (2)
називається точністю ноніуса. Якщо l1 = 1 мм, а k = 9, тоді точність ноніуса = 0,1 мм.
Як видно на рис. 1, при збігові нульових поділок на нижній і на верхній шкалах збігаються також k-а поділка верхньої і (k+1)-а поділка нижньої шкали, 2k-а поділка верхньої і 2(k+1)-а поділка нижньої шкали. Почнемо повільно зсувати нижню лінійку вправо. Нульові поділки лінійок розійдуться, і спочатку збігатимуться перші поділки лінійок. Це відбудеться при l = l1 - ‑ l2 = , тобто при зсуві, що дорівнює точності ноніуса. Далі збігатимуться другі поділки лінійок і т. д. Якщо збіглися т-і поділки, тоді можна стверджувати, що нульові поділки лінійок зсунуті на m.
Наведені вище відомості справедливі в тому випадку, коли зсув нижньої лінійки відносно верхньої не перевищує однієї поділки верхньої лінійки. При зсуві рівно на поділку (чи на декілька поділок) нульова поділка нижньої шкали збігається вже не з нульовою, а з першою (чи n-ю) поділкою верхньої лінійки.
Для зручності нижню лінійку роблять звичайно короткою, так що збігатися з верхніми поділками може лише одна з поділок цієї лінійки.
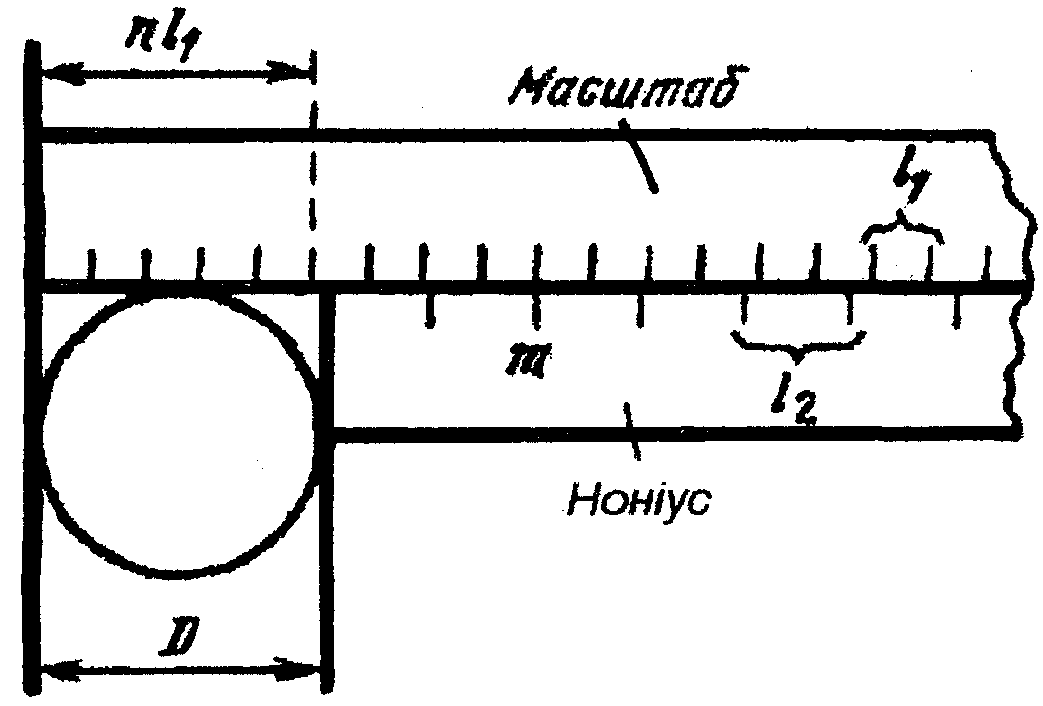
Рис. 2. Вимірювання діаметра циліндра по ноніусній шкалі
У техніці ноніусом називають допоміжну шкалу (коротку лінійку), якою роблять відлік поділок основної шкали, що називається масштабом. При будь-якому положенні ноніуса відносно масштабної лінійки одна з поділок ноніуса збігається (чи майже збігається) з будь-якою поділкою масштабу. Застосуємо ноніус для вимірювання діаметра циліндра (рис. 2). Як видно з рисунка,
D = nl1 + m. (3)
Тут п ціле число поділок масштабу, а m номер поділки ноніуса, що збігається з однією з поділок масштабу (в тому випадку, коли жодна з поділок ноніуса не збігається точно з поділками масштаба, за m беруть номер поділки, яка ближче за інші підходить до однієї з поділок масштабу).
На рис. 3 зображений штангенциркуль з точністю ноніуса 0,1 мм. Деталі 1 це частини повзунка, який можна переміщати вздовж масштабної лінійки 2, звільнивши стопорний гвинт 3. При цьому три розміри d дорівнюють одне одному і відраховуються за допомогою ноніуса так, як це зображено на рис. 2.
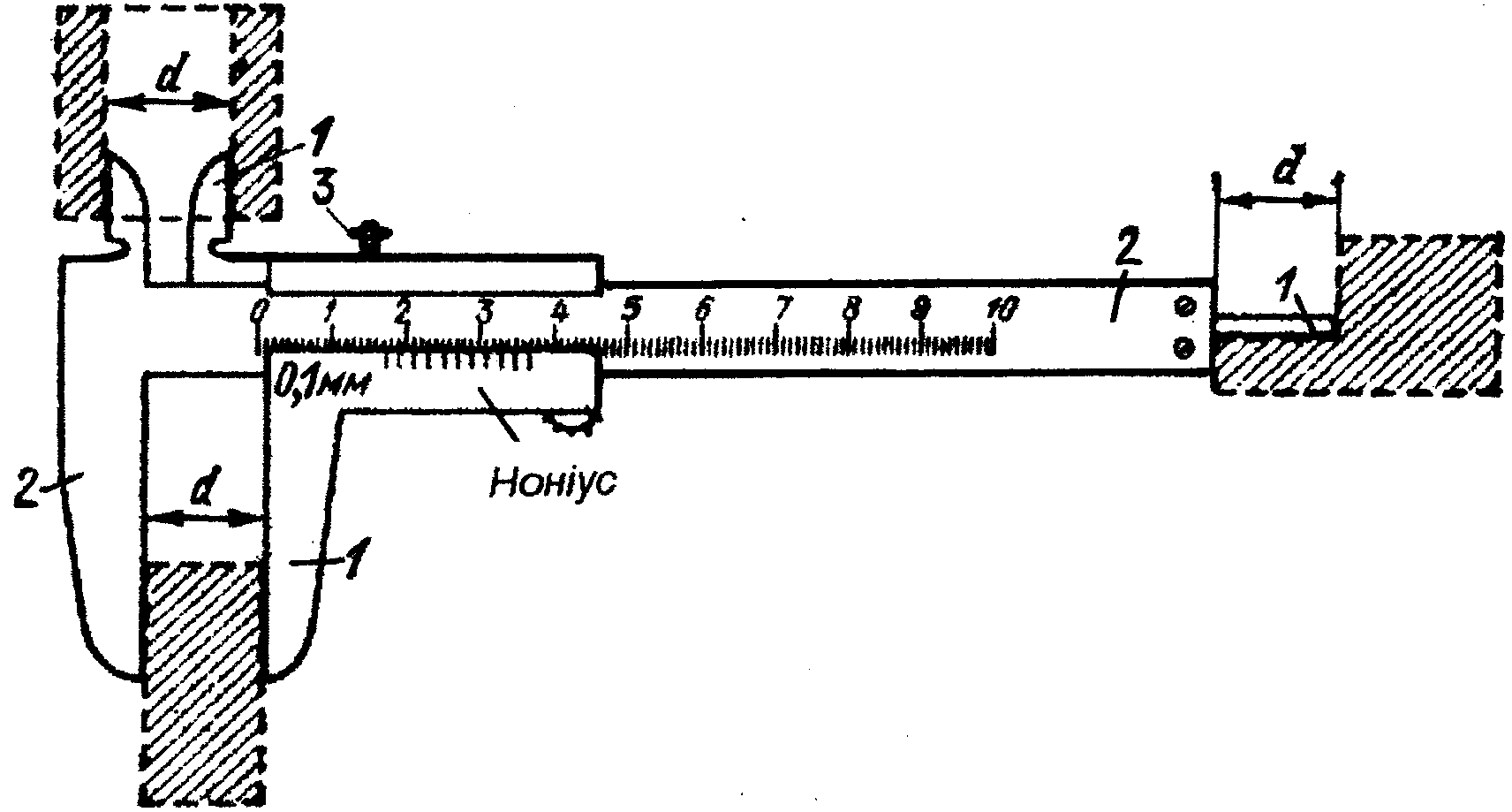
Рис. 3. Штангенциркуль. Показані різні способи вимірювання товщини бруска, діаметра отвору і висоти виступу
На кожному штангенциркулі обов’язково маркується ціна поділки ноніуса і розмір зсунутих губок для внутрішніх вимірювань.
Перед початком роботи завжди перевіряють нульову поділку штангенциркуля. Для цього рамку штанг зсувають до стикання губок, при цьому нуль лінійки повинен збігатися з нулем ноніуса.